тор 16, четвертый ключ 17, первый операционный усилитель 18, второй умножитель 19, пятый ключ 20, второй операционный усилитель 21, третий умножитель 22, кнопку 23 ручного управления, третий операцион- ный усилитель 24, четвертый операционный усилитель 25, пятый операционный усилитель 26, потенциометр 27, реле 28 запуска.
Сварочный трансформатор 1 (фиг. 1) подсоединен к сети через тиристорный прерыватель 2, управляющие входы которого сое- динены с выходами системы 3 импульсно- фазовогр управления, вход которой соединен через первый ключ 4 с первым выходом формирователя 5 (фиг. 1,2) скорости охлаждения и усилителя 6 (фиг. 1) с задатчи- ками 7 и 8 верхнего и нижнего выходных уровней тока. Вход усилителя 6 соединен с выходом формирователя 9 прямоугольных импульсов, вход которого так же как и счетчика 10 времени через второй ключ 11 соединен с источником питания. Первым выхо- дом счетчик 10 времени подсоед инен к первому входу формирователя 5 скорости охлаждения. Датчик 12 тока соединен с выпрямителем 13 с фильтром нижних частот и через третий ключ 14 соединен с первым и вторым входами первого умножителя 15. Выход первого умножителя 15 соединен с первым входом интегратора 16, выход которого через четвертый ключ 17 соединен с входом первого операционного усилителя 18. Выход первого операционного усилителя 18 соеди- ней с первьш входом второго умножителя 19, второй вход второго умножителя 19 через пятый ключ 20 соединен с вторым выходом счетчика 10 времени. Выход первого операционного усилителя 18 соединен также со входом второго операционного усилите- ля 21, выход которого соединен с первым и вторым входами третьего умножителя 22 и вторым входом формирователя 5 скорости охлаждения, второй выход которого соединен с вторыми входами счетчика времени и интегратора, выход третьего умножителя 22 соединен с входом второго операционного усилителя 21, кнопка 23 ручного управления длительностями протекания тока верхнего и нижнего уровней соединена с задатчиком 7 верхнего уровня усилителя 6. Третий выход счетчика времени 10 соединен с обмоткой ключа 14. i
Формирователь 5 (фиг. 1, 2) скорости охлаждения состоит из интегратора, выполненного на третьем операционном усилителе 24, компаратора, выполненного на чет- вертом операционном усилителе 25, и сумматора, выполненного на пятом операционном усилителе 26. С помощью потенциометра 27 задается скорость охлаждения (темп уменьшения 1экб)- В качестве опорного напряжения компаратора используется напряже- ние, пропорциональное Uxe тока, протекающего при изотермической выдержке. Таким образом, при достижении на выходе интегратора, выполненного на третьем операционном усилителе 24, такого уровня напряжения на выходе компаратора, выполненного на четвертом операционном усилителе 25, меняется знак, счетчик 10 и интегратор 16 переводятся в исходное состояние. На вход (Сумматора; выполненного на пятом операционном усилителе 26, вначале охлаждения подается напряжение, пропорциональное ЬкБ , которое затем уменьшается за счет подачи на второй вход сумматора выходного напряжения интегратора с противоположным знаком. Скорость изменения напряжения на выходе сумматора определяется уровнем напряжения, на потенциометре 27. Для запуска интегратора служит контакт реле 28.
Устройство для управления термообработкой сварных соединений работает следующим образом.
После сварки вторым ключом 11 включения термообработки (обмотка реле находится в схеме управления последовательностью операций сварочной мащины) включаются формирователь 9 прямоугольных импульсов и счетчик 10 времени. Формирователь 9 прмоугольных импульсов через усилитель 6 с задатчиками 7 и 8 верхнего и нижнего выходных уровней выдает через замкнутый в положении 1 первый ключ 4 в систему 3 им- пульсно-фазового управления- прямоугольные импульсы тока с заранее установленными верхним и нижним уровнями действующего значения и длительностью 5 каждый, при этом тиристорный прерыватель 2 включает сварочный трансформатор 1 на нагрев сварного соединения током двух уровней. Одновременно со вторым ключом 11 замыкается третий ключ 14 и сигнал с датчика 12 тока и выпрямителя 13 поступает на два входа первого умножителя 15 и производится возведение значения тока (I) в квадрат. Сигнал, пропорциональный квадрату тока (1), поступает на вход интегратора 16. Интегрирование осуществляется до окончания времени изотермической выдержки, определяемой счетчиком 10 времени (в счетчике третий выход отсоединяется от общей точки схемы) и размыканием третьего ключа 14.
Оператор сварочной машины, контролируя температуру стыка визуально или по пирометру, периодически (в случае перегрева) прерывает воздействие тока высокого уровня кнопкой 23. Во все время нажатия кнопки 23 через соединение протекает ток низкого уровня и при этом происходит охлаждение перегретого стыка до заданной температуры изотермической выдержки. Длительность замыкания кнопки 23 определяется временем охлаждения стыка до заданной температуры изотермической выдержки. Длительность замыкания кнопки 23 определяется временем охлаждения стыка до заданной температуры. Этим более точно поддерживается температура изотермической выдержки и повышается воспроизводимость режимов нагрева при термообработке. Общую длительность изотермической выдержки (/„) определяет уставка счетчика 10 времени. По окончании заданной выдержки нагрева по сигналу счетчика 10 времени переключается первый ключ 4 в положение II (обмотка реле ключа 4 является элементом схемы управления сварочной машины), замыкаются четвертый 17 и пятый 20 ключи (обмотки на схеме не показаны) и запускается формирователь 5 скорости охлаждения (размыкается контакт реле 28 в цепи обратной связи операционного усилителя 24). При этом сигнал, пропор Н
циональный , поступает на вход делио
мого делителя, выполненного на элементах 18, 19, а на вход делителя поступает сигнал, пропорциональный /„ с выхода счетчика
10 времени. С выхода второго умножителя 19
,
и
сигнал, пропорциональный l dt/tn, постуо
пает на вход узла извлечения квадратного корня, выполненного на элементах 22, 21, на выходе которого появляется сигнал, про-
порциональный Цкв
Этот сигнал
поступает в формирователь 5 скорости охлаждения, а с него через первый ключ 4 и систему 3 импульсно-фазового управления устанавливается соответствуюш,ий ток начальной стадии замедленного охлаждения. Этот ток постепенно за время, определяемое уставкой времени, снижается до нулевого значения, после чего тиристорным прерывателем 2 отключается сварочный трансформа- тор 1 и устройство для управления термообработкой сварных соединений переводится в исходное положение.
Формула изобретения
Устройство для управления термообработкой сварных соединений, содержащее сварочный трансформатор, тиристорный прерыватель, систему импульсно-фазового управления, два ключа, датчик тока, форми- рователь прямоугольных импульсов, счетчик времени, усилитель с задатчиками верхнего и нижнего выходных уровней тока, форг
хг
-,п
jr
зо 35
40
45
мирователь скорости охлаждения и источник питания, при этом первый вход счетчика времени и вход формирователя прямоугольных импульсов соединены через второй ключ с источником питания, выход формирователя прямоугольных импульсов соединен с входом усилителя с задатчиками верхнего и нижнего выходных уровней тока, выход усилителя через первый ключ и систему импульсно- фазового управления соединен с тиристорным прерывателем, который через первичную обмотку сварочного трансформатора и датчик тока подключен к сети, первый выход счетчика времени соединен с первым входом формирователя скорости о.хлаждения, первый выход которого через первый ключ соединен с системой импульсно-фазового управления, а второй выход соединен с вторым входом счетчика времени, отличающееся тем. что, с целью повышения качества сварных соединений и сокращения простоев при настройке, в устройство введены интегратор, три умножителя, пять операционных усилителей, три ключа, выпрямитель с фильтром нижних частот, кнопка ручного управления длительностью протекания тока верхнего и нижнего уровней, причем выпрямитель с фильтром нижних частот соединен с выходом датчика тока и через третий ключ - с первым и вторым входами первого умножителя, выход которого соединен с первым входом интегратора, второй вход которого соединен с вторым выходом формирователя скорости охлаждения, а выход интегратора через четвертый ключ соединен с входом первого операционного усилителя, выход которого соединен с первым входом второго умножителя, второй вход которого через пятый ключ соединен с вторым выходом счетчика времени, выход первого операционного усилителя соединен с входом второго операционного усилителя, выход которого соединен с первым и вторым входами третьего умножителя и вторым входом формирователя скорости охлаждения, выход третьего умножителя соединен с входом второго операционного усилителя, кнопка ручного управления длительностью перетекания тока верхнего и нижнего уровней соединена с задатчиком верхнего уровня тока, третий выход счетчика времени соединен с обмоткой третьего ключа, второй конец которой подсоединен к источнику питания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения при намотке длинномерного материала | 1988 |
|
SU1627488A1 |
| Устройство для автоматической термообработки сварных швов | 1984 |
|
SU1197808A1 |
| Электропривод переменного тока | 1984 |
|
SU1164853A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ЭЛЕКТРИЧЕСКОЙ МОЩНОСТИ ПЕРЕМЕННОГО ТОКА | 1993 |
|
RU2042177C1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Устройство для автоматической термообработки сварных швов | 1985 |
|
SU1269945A1 |
| Устройство регулирования скорости электродвигателя | 1983 |
|
SU1125600A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Устройство дистанционного задания режимов сварки | 1988 |
|
SU1505706A1 |
| Источник питания для контактной сварки с автоподстройкой режима | 1988 |
|
SU1586877A1 |
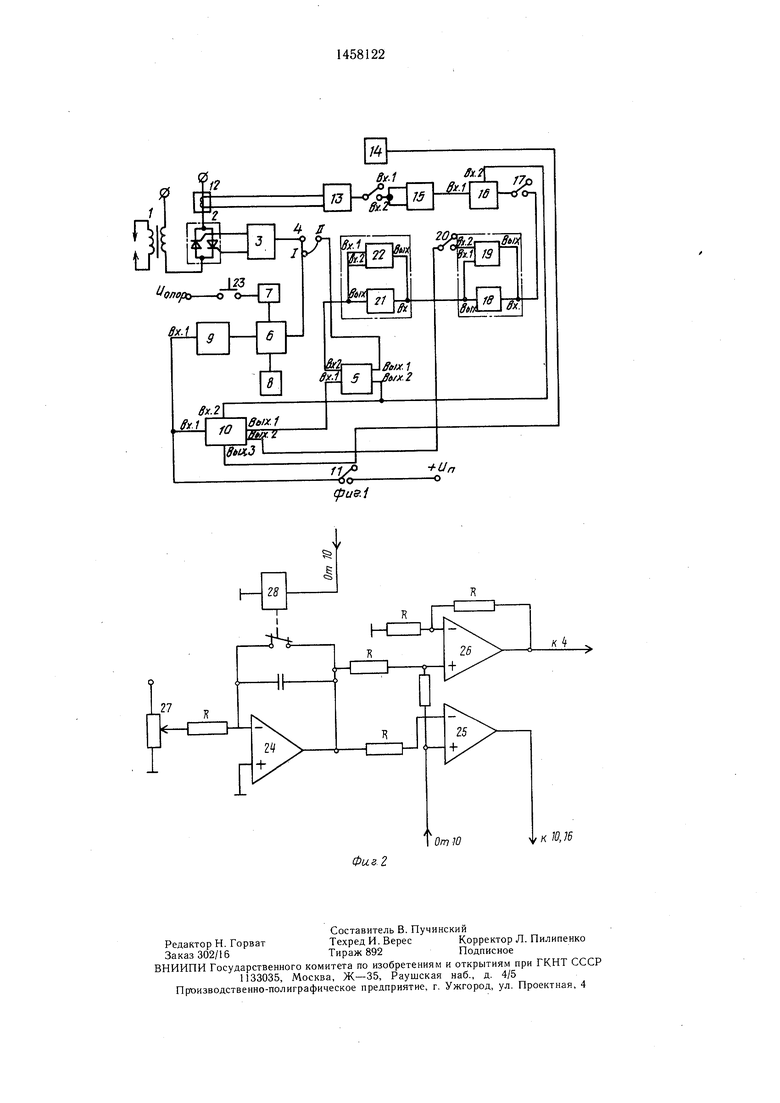
Изобретение относится к области сварочной техники, а именно к машинам для стыковой контактной сварки полос оплавлением с последующей термообработкой сварного соединения непосредственно в губках сварочной машины, и может быть использовано в системах управления термообработкой в сварочных машинах. Цель изобрете1 Изобретение относится к сварочной технике, а именно к машинам для стыковой контактной сварки полос оплавлением с последующей термбобработкой сварного соединения непосредственно в губках сварочной машины, и может быть использовано в системах управления термообработкой в сварочных машинах. На фиг. 1 изображена схема устройства; на фиг. 2 - схема формирователя скорости охлаждения. Целью изобретения является повышение качества сварных соединений и сокращение простоев при настройке. ния - повышение качества сварных соединений и сокрашение простоев при настройке. Устройство содержит сварочный трансформатор, тиристорный прерыватель, систему импульсно-фазового управления, два ключа, датчик тока, формирователь прямоугольных импульсов, счетчик времени, усилитель с задатчиками верхнего и нижнего выходных уровней, формирователь скорости охлаждения и источник питания. Дополнительно введены интегратор, три умножителя, пять операционных усилителей, три ключа, выпрямитель с фильтром нижних частот, кнопка ручного управления длительностями протекания тока верхнего и нижнего уровней. Устройство позволяет автоматически установить требуемый начальный уровень плавного охлаждения, обеспечивающий заданный темп снижения температуры сварного соединения, а в процессе нагрева за счет поддержания эквивалентного тока осуществить изотермическую выдержку. Изобретение обеспечивает воспроизводимость режимов и оптимальные условия термообработки сварных соединений независимо от изменения внешних воздействий. 2 ил. Устройство для управления термообработкой сварных соединений /содержит сварочный трансформатор 1, тиристорный прерывате ть 2, систему 3 импульсно-фазового управления, первый ключ 4 (в качестве первого и всех остальных ключей используются электромагнитные реле), формирователь 5 скорости охлаждения, усилитель 6, задатчик 7 верхнего уровня тока, задатчик 8 нижнего уровня тока, формирователь 9 прямоугольных импульсов, счетчик 10 времени, второй ключ 11, датчик 12 тока, выпрямитель 13 с фильтром нижних частот, третий ключ 14, первый умножитель 15, интегря (Л 4;i. сд 00 ю
,K Ю,6
| Дифференциальный штанговый насос простого действия для глубоких колодцев | 1925 |
|
SU3201A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ ШТИФТОВОЙ СВАРКИ ЗАКРЫТОЙ ВОЛЬТОВОЙ ДУГОЙ | 1924 |
|
SU942A1 |
| КОЛОВРАТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО ГОРЕНИЯ | 1926 |
|
SU4665A1 |
