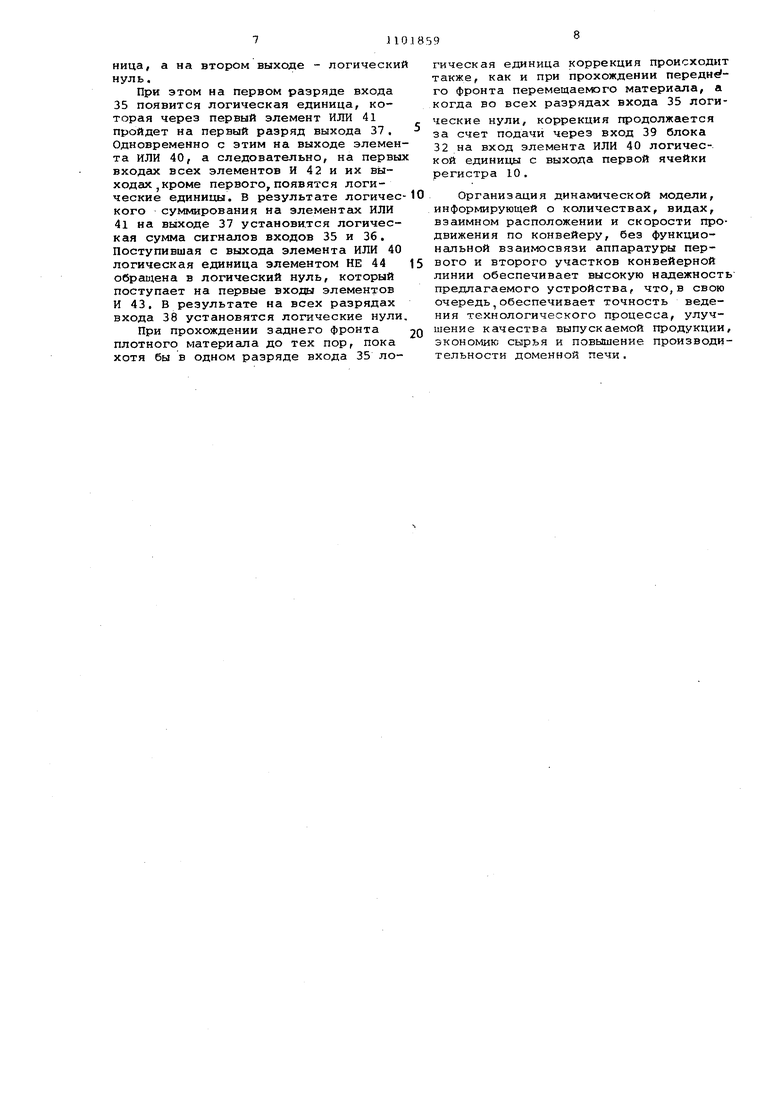
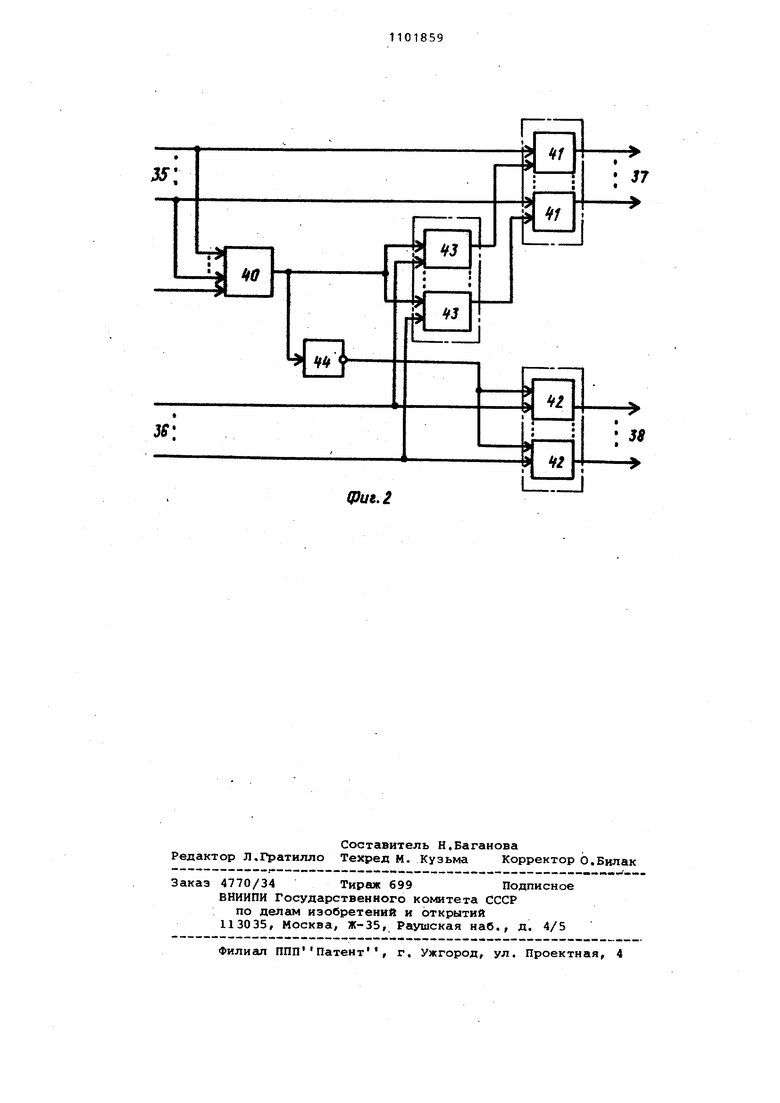
Изобретение относится к средства вычислительной техники и может найти применение при учете перемещаемо го конвейерными линиями материала раздельно по каждому виду, например на металлургических и горнообогатительных предприятиях, в про1.1ышленно ти строительных материалов. Известно устройство учета матери ла, перемещаемого конвейерной линией содержащее на первом участке конвейерной линии бункеры и приводы за воров бункеров, по числу конвейерных линий, регистры сдвига, вхо,цы ячеек которых подключены к соответствующим блокам контроля скорости двух конвейерных линий, датчик наличия мате риала, ключи и индикаторы ij. Однако, в этом устройстве, при изменении вида загружаемого материала его сыпучести, размеров частиц, типов затворов бункеров и скорости дзи :жеН1 я ленты происходит рассинхронкзация сигнала, поступающего с блока Кодирования вида материала и фактического попадания материала на ленту конвейера, что приводит к погрешности измерения веса материала, Наиболее близким к изобретению по технической сущности является устройство для учета материала, пере мещаемого конвейерной линией, содер жащее расположенные на первом участке конвейерной линии приводы затворов бункеров, по числу участков конвейерной линии первые и вторые регистры сдвига, сдвигающие вкодь( реги стров сдвига, объединенные в группы подключены к выходам датчиков скорос ти соответственно первого и второго участков конвейерной линии, выходы регистров сдвига через соответствуюоу е ключи соединены с индикаторами, установочные входы первого и второго регистров сдвига первого участке кон вейерной линии через соответствующие генераторы импульсов подключены к приводам затворов бункеров 2 J. Недостатком известного устройства является низкая надежность, обусловленная функциональной взаимосвязью первого и второго участков конвейерной линии, из-за которой отказ аппаратуры первого участка приводит к отказу всего устройства. Кроме того, ввод информации с аппаратуры первого участка на аппаратуру второго предопределяет наличие элементов сопряжения и требует прокладки электрического кабеля,, так как аппаратура участков обычно находится в различных помещенияхf рас положенных на значительном удалении что приводит к усложнению устройств и дополнительному снижению нгщежнос ти. Цель изобретения - повышение над нести устройства. Поставленная цель достигается тем,, vio в устройство, содержащее расположенные на первом участке конвейерной линии Приводы затворов бункеров, по числу участков конвейерной линии первые и вторые регистры сдвига, сдвигающие входы регистров сдвига, объединенные в группы, подключены к в-:,холам датчиков скорости соответствекно первого и второго участков конвейерной линии, выходы регистров : сдвига через соответствующие ключи соединены с индикаторами, установочные входы первого и второго регистров сдвига первого участка конвейерной линии через соответствующие генераторы импульсов подключены к приводам затворов бункеров, введены дополнительные регистры сдвига, блок коррекции, элемент задержки и-установленный в начале второго участка конвейерной линии датчик вида материала, выходы которого соединены с установочными входами соответствуювгих дополнительных регистров сдвига, сдвигающие входы которых, объединенные в группу, через элемент задержки подключены к датчику скорости второго участка конвейерной линии, выходы дополнительньах регистрой сдвига соединены с соответствуюидими входами, объединенными в группы блока коррекции, выходы которого через соответствующие ключи второго участка конвейерной линии подключены к индикаторам,, первый выход второго регистра сдвига второго участка конвейерной линии соединен с входом блока коррекции, выходы которого подключены к установочным входам соответствующих регистров сдвига второго участка конвейерной линии. Кроме того, блок коррекции содержит элементы ИЛИ, НЕ, группу элементов ИЛИ и группы элементов И, выход элемента ИЛИ через элемент НЕ подключен к первым входам элементов И первой группы элементов И и непосредственно к первым входам элементов И второй группы элементов И, выходы которой соединены с первыми входами элементов ИЛИ группы элементов ИЛИ, выходы которой и выходы первой группы элементов И соединены с выходами блока коррекции, первый входы блока коррекции, объединенные в группу, подключены к входам элемента ИЛИ, обтъединенным в группу, и к вторым входам элементов ИЛИ группы элементов ИЛИ, вторые входы блока коррекции , объединенные в группы, соединены с вторыми входами элементов И первой и второй групп элементов И, вход блока коррекции подключен к вхохсу элемента ИЛИ. На фиг. 1 представлена блок-схема устройства; на фиг, 2 - функциональ- кая схема блока коррекции. Устройство содержит конвейерную линию с двумя участками 1 и 2 и четырьмя расположенными вдоль участка Iбункерами 3-6, предназначенными для двух видов материалов. При этом бункеры 3 и 5 загружены одним материалом, а бункеры 4 и б - другим. На каждом участке конвейерной линии имеется по два аналогичных регистра 7 и 8, Э и 10 сдвига. Число ячеек 11 в регистрах 7 и 8 выбрано пропорциональным длине участка 1 конвейерной линии, а в регистрах 9 и 10 совместно с дополнительными регистрами 12 и 13 сдвига - пропорциональным длине участка 2 конвейерной линии. Коэффициенты пропорциональности для обоих участков приняты рав ными. Благодаря этому отрезок конвейерной линии,приходящийся на одну ячейку, для всех регистров сдвига одинаков. Ячейки 11 регистров 7 и 8 участка 1 объединены в секции 14-17 Число ячеек 11 в секциях пропорционально расстояниям между бункерами Зи4, 4и5, 5и6и между бункером 6 и концом 18 участка. Выходы ячеек IIподключены через ключи 19 к элементам индикации индикатора 20 вида материала. Установочные входы секций регистров участка 1 подключены через гене раторы 21-24 импульсов к приводам затворов 25-28 бункеров. Сдвигающие входы регистров 7 и 8 соединены с да чиком 29 скорости участка J. конвейер ной линии. В начале 30 участка 2 конвейерной линии имеется датчик 31 вида материала, например изотопный, с отдельны ми выходами по видам материалов. При чем один выход соответствует более плотному материалу, а. другой выход менее плотному материалу. Принцип работы датчика основан на поглощении материалами радиоактивного излучени а сам датчик организован так, что при наличии материала в зоне датчика в зависимости от вида материала на его выходах могут присутствовать только противоположные потенциальны логические сигналы, т.е. единица на одном и нуль - на другом или нао борот. При отсутствии материала оба выхода имеют потенциалы уровня логического нуля. Первый и второй выходы датчика 3 соединены соответственно с установочными входами дополнительных регистров 12 и 13 сдвига, выходы ячее которых. через блок 32 коррекции и соответствующие ключи-19 соединены с элементами индикатора 20 участка а кроме того,выходы последних ячеек через блок 32 соединены и с установочными входами регистров 9 и 10. Сдвигаиощие входы регистров 9 и 10 соединены с датчиками 33 скорости участка 2, а сдвигающие входы дополнительных регистров 12 и 13 - с датчиком 33 скорости участка 2 через элемент 34 задержки. Время задержки выбирается несколько большим времени переходного процесса в регистрах сдвига. Количество ячеек 11 в дополнительных регистрах 12 и 13 сдвига выбрано исходя -из возможной максимальной длины переходных и задних фронтов материала на конвейерной ленте. Длины фронтов зависят от быстродействия затвора бункера и скорости ленты конвейера. Блок 32 предназначен для коррекции динамической модели в начале участка 2 конвейерной линии. Необходимость коррекции обусловлена тем, что показания датчика 31 зависят не только от вида материала, но и от толщины его слоя. Поэтому до тех пор, пока в зоне датчика проходит тонкий слой (передний и задний фронты) более плотного материала, он может воспринимать его как менее плотный материал и выдавать на первом выходе, соответствующем более плотному материалу, ложные логические . нули, а на втором выходе, соответствующем менее плотному материалу ложные логические единицы. В результате этого некоторое число элементов индикации индикатора 20, соединенных с дополнительными регистрами 12 к 13 сдвига, показывают ложную информацию о виде материала, Однако такая ситуация существует только при прохождении переднего фронта материала и лишь до тех пор, пока в зоне датчика 31 слой материала не достигнет толщины, соответствующей граду -1ровке датчика на этот вид материала, С этого момента на первом выходе появится логическая единица, по которой сработает блок 32 коррекции и состояние модели приведется в соответствие с действительным положением. При прохождении заднего фронта более плотного материала блок 32 корректирует ложную информацию еще до представления ее на динамической модели, Блок 32 коррекции (фи:. 2) содержит многоразрядные входь 35 и 36 и выходы 37 и 38, вход 39, элемент ИЛИ 40, группу элементов ИЛИ 41, первую группу элементов И 42, вторую группу элементов И 43 и элемент НЕ 44. Группа входов элемента ИЛИ 40 и первые входы элементов ИЛИ 41 соединены с входом 35 блока, первые входы элементов И42иИ43-с входом 36 блока. Выход элемента ИЛИ 40 соединен с вторыми входами элементов И , 42 и через элемент НЕ 44 с вторыми входами элементов И 43. Выходы элементов И 42 соединены соответственно с вторыми входами элементов ИЛИ 41, выходы которых соединены с выхо дом 37 блока. Выходы элементов И 43 соединены с выходом 38 блока, а вхо элемента ИЛИ 40 - с входом 39 блока Устройство работает следующим об разом. При работающей конвейерной линии и необходимости выдачи материала, например, из бункера 4 открывается затвор 26 и запускается генератор 22, импульсы которого поступают на вход секции 15 регистра 7 сдвига, Каждый единичный импульс записывает ся в первой ячейке 11 секции 15 и последовательно переносится в после дующие ячейки со скоростью продвигающих импульсов, поступающих с дат чика 29 скорости ленты участка 1 конвейерной линии, затем указанная последовательность единичных импуль сов поступает -в секцию 16 того же регистра и т.д.. Каждая ячейка li при поступлении в нее единичного импульса переводит связанный с нею ключ 19 в замкнутое состояние, в результате чего включается соответствующий элемент индикации индикатора 20 вида материала на мнемосхеме. Так как суммарное число ячеек 11 в секциях 14--17 регистра 7 пропорционально длине учас ка 1 конвейерной линии, а продвижение последовательности единичных им пульсов осуществляется со скоростью пропорциональной скорости движения ленты этого участка, то продвижение последовательности единичных импуль сов вдоль регистра 7 имитирует пере мещение, а их число - количество ма териала данного вида, выгружаемого равномерно из бункера 4 вдоль конвейера участка 1, т.е. регистр 7 выполняет роль динамической модели участка 1 конвейерной линии от места установки бункера 4 до конца 18 участка 1, а первый и последний единичные импульсы последовательно имитируют соответственно передний к задний фронты перемещаемого материала. Аналогичным образом работает устройство при выдаче материалов из других бункеров. При появлении на участке 2 конвейерной линии менее плотного материала на выходах датчика 31 появляются соответственно потенциалы уровня логической единицы и логического нуля. Эти сигналы записываются соответственно в первых ячейках Ц регистров 13 и 12 н последовательно переносятся в последующие ячейки со скоростью продвигающих импульсов, поступающих через элементы 34 задерж ки с датчика 33 скорости ленты участ ка 2 конвейерной линии. С выходов я-чеек 11 регистров L2 и I.i сигналы поступаКТ соотве-.сственно на многоразрядные входы 35 и 36 блока 32 коррекции. В этом случае на всех разрядах входа 35 ,и 36 блока 32 коррекцки, В этом случае на всех разрядах .входа 35 появятся также логические нули, а на разрядах входа 36 по мере продвижения материала - логические единицы. На выходе элемента ИЛИ 40 при этом присутствует логический нуль, следовательно, на выходах всех элементов ИЛИ 41 и всех разрядах выхода 37 - логические нули. Так как при этом на выходе элементэ НЕ 44 логическая единица, сигна.зы на всех разрядах выхода 38 такие же, как и на соответствующих разряцак входа 36. С последних разрядов Е ыходов 37 и 38 сигналы поступают соотвэтстиекно на установочные входы ре-гистров 10 и Э и продвигаются по 7им импульсами датчика 33, В соотЕеГствкк с сигналами выходов 37 и 38 и выходов ячеек регистров 9 и 10 срабг1тывают ключи 19 и, включаются элементы индикации индикатора 20, соответствугощего виду материала на мнемосхеме, При поязленки на участке 2 конвейерной линии более плотного материала слоем нормальной тол1аины на первом выходе датчика 31 устанавливается сигнал уровня логической единицы, а на втором выхсде - сигнал уровня логического нуля. Эти сигналы, как к Б предыдущем случае, через регистры 12 и 13 поступают соответственно на разряды входов 35 и 36 блока 32 коррекции, Так как при этом на всех вторых входах элементов ИЛИ 41 логические нули, поступившие с входа и ка первых входах элементов И 43 также логические ну.пи; поступившие 3 выхода элемента НЕ 44, то сигналы Ка разрядах выхода 37 соответствуют сигналам на соответствующих разряДох входа 35, а на всех разрядах выхода 38 логические кули. Дальнейшее проз;:ожцение сигналов, срабатывание ключей и элементов индикации аналогично пре; дьщушем5/ случаю. Б период прохождения тонкого слоя (пефедиий фронт) плотного материала .возможны сбои в работе датчика 31 и более плотный материал воспринимаетcfi как менее плотный, В результате на первом выходе, установится яотенциал уровня логического нуля,- а на втором выходе - потенциал урозня логической единицы, и устройство работает так, как при проз:одгдении менее плотного материала. С достижением слоя материала нормал.ьной толш.ины сигналы на выходах д 1Ч5и::а 31 поменяются, т.е. на первом установится логичесКс1Я еди
ница, a на втором выходе - логический нуль.
При этом на первом разряде входа 35 появится логическая единица, которая через первый элемент ИЛИ 41 пройдет на первый разряд выхода 37. Одновременно с этим на выходе элемента ИЛИ 40, а следовательно, на первых входах всех элементов И 42 и их выходах,кроме первого,появятся логические единицы. В результате логического суммирования на элементах ИЛИ 41 на выходе 37 установится логическая сумма сигналов входов 35 и 36. Поступившая с выхода элемента ИЛИ 40 логическая единица элементом НЕ 44 обращена в логический нуль, который поступает на первые входы элементов И 43. В результате на всех разрядах входа 38 установятся логические нули.
При прохождении заднего фронта плотного материала до тех пор, пока хотя бы в одном разряде входа 35 логическая единица коррекция происходит также, как и при прохождении передн го фронта перемещаемого материала, а когда во всех разрядах входа 35 логические нули, коррекция продолжается за счет подачи через вход 39 блока 32 на вход элемента ИЛИ 40 логической единицы с выхода первой ячейки регистра 10.
Организация динамической модели, информирующей о количествах, видах, взаимном расположении и скорости продвижения по конвейеру, без функциональной взаимосвязи аппаратуры первого и второго участков конвейерной линии обеспечивает высокую надежность предлагаемого устройства, что,в свою очередь,обеспечивает точность ведения технологического процесса, улучшение качества выпускаемой продукции, экономию сырья и повышение производительности доменной печи.
фиг. 2
| название | год | авторы | номер документа |
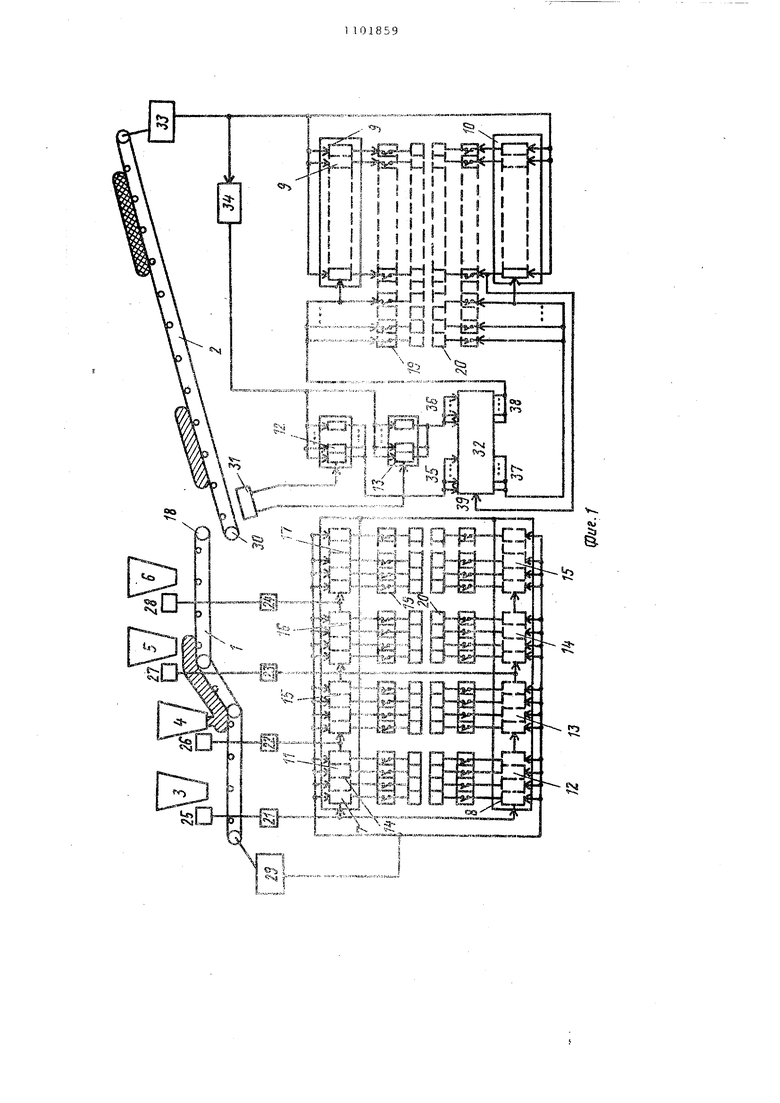
|---|---|---|---|
| Устройство для дифференцированного учета материала, перемещаемого конвейерной линией | 1981 |
|
SU972536A2 |
| Устройство для дифференцированного учета материала, перемещаемого конвейером | 1977 |
|
SU748469A1 |
| Устройство для дифференцированного контроля параметров технологических потоков формовочных смесей в литейном цехе | 1979 |
|
SU900301A1 |
| Устройство для дифференцированного учета материала,перемещаемого конвейерной линией | 1971 |
|
SU450208A1 |
| Цифровое устройство управления весовым дозированием | 1983 |
|
SU1177680A1 |
| Устройство для управления загрузкой бункеров | 1987 |
|
SU1533963A1 |
| Влагомер | 1982 |
|
SU1136120A1 |
| Устройство контроля веса материала в бункерах | 1980 |
|
SU972243A1 |
| Устройство контроля за выгрузкой материалов из бункеров и транспортировкой их в доменную печь | 1985 |
|
SU1308629A1 |
| Вычислительное устройство | 1981 |
|
SU1008749A1 |
1. УСТРОЙСТВО ДЛЯ УЧЕТА РАЗЛИЧНЫХ ВИДОВ МАТЕРИАЛОВ, ПЕРЕМЕЩАЕМЫХ КОНВЕЙЕРНОЙ ЛИНИЕЙ,-содержащее расположенные на первом участке конвейерной линии приводы затворов бункеров, по числу участков конвейерной линии первые и вторые регистры сдвиха, сдвигающие входы регистров. сдвига, объединенные в группы, подключены к выходам датчиков скорости соответственно первого и второго участков конвейерной линии, выхода регистров сдвига через соответствующие ключи соединены с индикаторами, установочные входы первого и второго регистров сдвига первого участка конвейерной линии через соответствующие генераторы импульсов подключены к приводам затворов бункеров, отличающееся тем, что, с целью повышения надежности устройства, в него введены дополнительные регистры сдвига, блок коррекции, элемент задержки и установленный в начале второго участка конвейерной линии датчик вида материала, выходы которого соединены с установочными входами соответствующих дополнительных регистров сдвига, сдвигсиощие входы которых, объединенные в группу, через элемент задержки подключены к датчику скорости второго участка кон;вейерной линии, выходы дополнительных регистров сдвига соединены с,соответствующими входами, объединенными в группы блока коррекции, выхойы которого через соответствующие ключи второго участка конвейерной линии подключены к индикаторам, первый выход второго регистра сдвига второго участка конвейерной линии соединен с входом блока коррекции,выходы которого подключены к установочным входам соответствующих регистров сдвига второго участка конвейерной линии 1(Л 2. Устройство по п. 1, отличающеес я тем, что блок кор- 1 рекции содержит элементы ИЛИ, НЕ | группу элементов ИЛИ и группы эле- S ментов И, выход элемента ИЛИ через элемент НЕ подключен к первым входам элементов И первой группы элементов И и непосредственно к первым входам элементов И второй группы элементов И, выходы которой соединены с первыми входами элементов ИЛИ группы эле00 СП ментов ИЛИ, выходы которой и выходы первой группы элементов И соединены с выходами блока коррекции, первые со входы блока коррекции, оСгединенные в группу, подключены к входам элемента ИЛИ, объединенным в группу, и к ВТОРЫМ входам элементов ИЛИ группы элементов ИЛИ, вторые входы блока коррекции, объединенные в группы, соединены с вторыми входами элементов И первой и второй групп элементов И, вход блока коррекции подключен к входу элемента ИЛИ.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для дифференцированного учета материала,перемещаемого конвейерной линией | 1971 |
|
SU450208A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для дифференцированного учета материала, перемещаемого конвейером | 1977 |
|
SU748469A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
