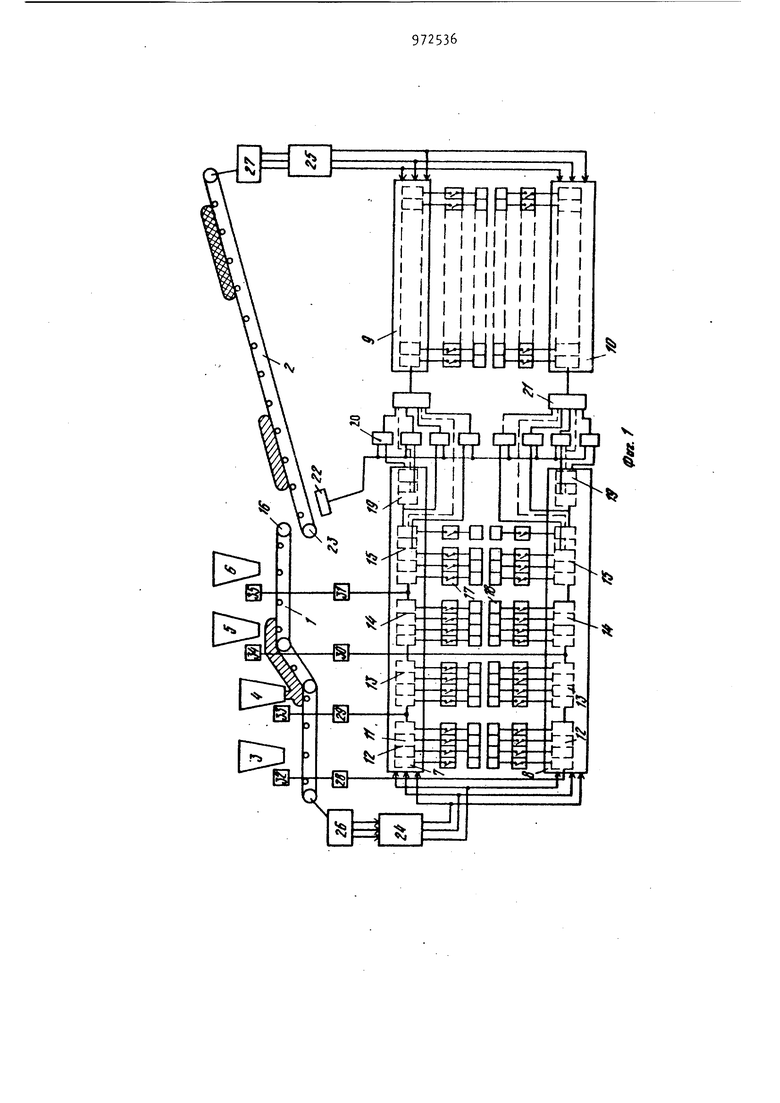
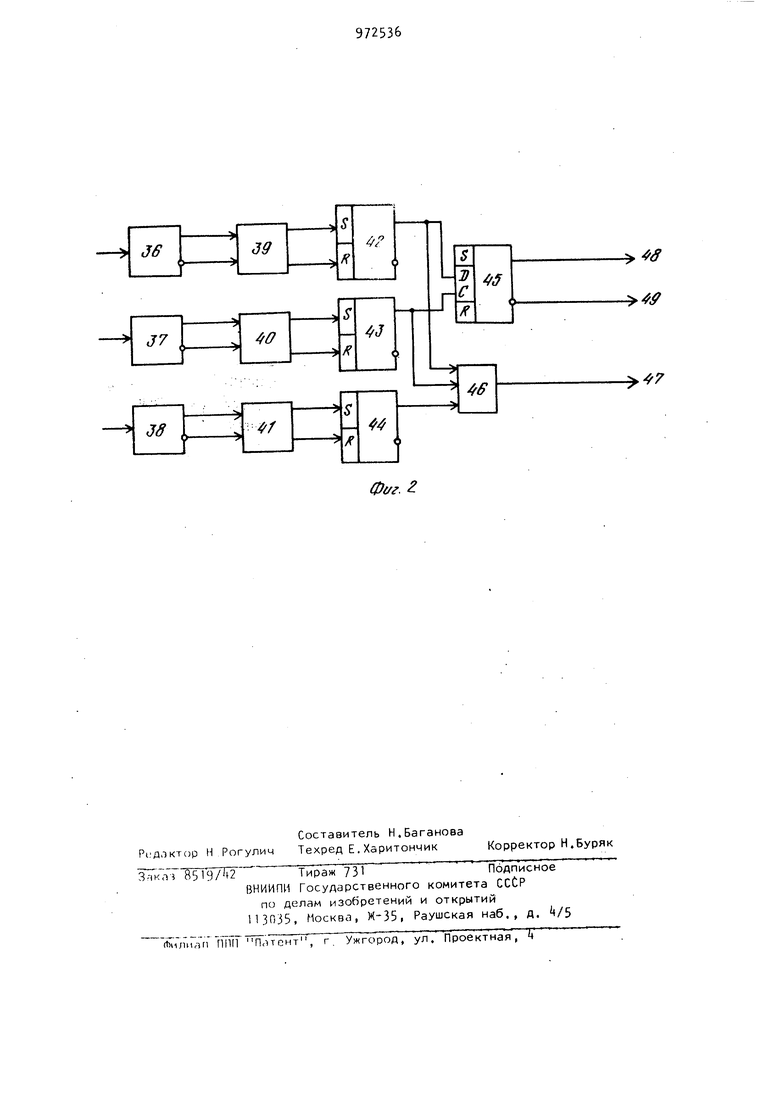
Изобретение относится к средства вычислительной техники и может найти применение при учете перемещаемого конвейерными установками матер ала рраздельно по каждому / виду, например на металлургических и горнообогатительных предприятиях, в пр мышленности строительных материалов По основному авт, ев о № известно устройство для дифференцированного учета материала, перемеща емого конвейером, содержащее расположенные вдоль первой конвейерной линии бункеры и приводы затворов бункеров, по числу конвейерных линий регистры сдвига, входы ячеек которых подключены к соответствующим блокам контроля скорости участков конвейерных линий, выходы ячеек первого и второго регистров сдвига через соответствующие ключи соединены с индикаторами, установочные входы первого и второго регистров сдвига первого конвейерного участка через соответствующие генераторы импульсов подключены к приводам затворов бункеров, а выходы - к первым входам элементов И, вторые входы которых соединены с датчиком наличия материала, а выходы через элемент ИЛИ подключены к установочному входу соответствующего регистра сдвига второго участка конвейерной линии 1. Однако известное устройство обладает низкой точностью, так как при остановленном конвейере, например, по технологическим соображениям, обратное его движение, под действием веса транспортируемого материала, воспринимает как нормальное движение в прямом направлении поскольку блоки контроля скорости, в этом случае, как и при прямом направлении движения конвейера, выдают продвигающие импульсы в сдвиговую цепь и в динамической модели конвейера отображается состояние, соответствующее пройденному пути, без учета направления движения, В результате из-за того, что путь был пройден конвейером в обратном направлении пшибка в учете материалов удваивЗ ется. Цель изобретения - повышение точности . Поставленная цель достигается тем, что в устройство введены по числу конвейерных участков блоки контроля направления перемещения участков, а регистры сдвига выполнены реверсивными, входы блоков контроля направления перемещения участков соединены с выходами соответствующих блоков контроля скорости участков конвейерных линий, а выходы - с входами регистров сдвига. При этом блок контроля направления перемещения участков содержит цепочки из последовательно соединенных формирователя импульсов, однрвибратора, RS-триггера, элемент И и D-триггер, выходы RS-триггера первой и второй цепочек соответственно к входам D и С D-триггера и к первому и втором входам элемента И, третий вход которого соединен с выходом третьего RS-триггера третьей цепочки, входы цепочек подключены к входам блока контроля направления перемещен|1Я участков, выходы D-триггера и элемента И соединены с выходами блока контроля направления перемещения участков. На фиг. 1 представлена блок-схема устройства; на фиг. 2 - структур ная схема блока контроля направления перемещения участков кбнвейерно линии Устройство включает в себя конвейерную линию с двумя конвейерными участками 1 и 2 и четырьмя после довательно расположенными вдоль уча стка 1 бункерами 3-6, предназначенными для двух видов материалов, при этом бункеры 3 и 5 загружены одним видом материала, а бункеры k и 6 другим. На каждом участке конвейерной ли нии имеется по два реверсивных регистра 7, 8 и 9 10 сдвига, в качестве которых могут использовать, на пример, стандартные микросхемы Ю55ИР13. Число ячеек 11 памяти в реверсив ных регистрах 7-10 выбрано пропорци нально длине участка. Коэффициенты пропорциональности для всех участ974 ков приняты равными. Благодаря этому отрезок длины конвейера, приходящийся на одну ячейку, для всех реверсивных регистров 7-10 одинаков. Ячейки 11 памяти реверсивных регистров 7 и 8 сдвига первого участка объединены в секции 12г15. Число ячеек в секциях пропорционально расстояниям между бункерами З-, j-S, 5-6 и бункером 6 и концом 16 участка 1. Выходы йчеек 11 памяти подключены через ключи 17 к элементам индикации индикатора 18 вида материала. Для коррекции рассогласования фронтов материала .на ленте и динамической модели имеются дополнительные ячейки 19 памяти в реверсивных регистрах 7 и 8 сдвига, элементы м 20 и элементы ИЛИ 21, а также безинерционный датчик 22 наличия материала в начале 23 участка 2 конвейера На каждом участке конвейерной линии имеется также по одному блоку и 25 контроля направления перемещения участков конвейерной линии, соединенных входами с выходами блоков 26 и 27 контроля скорости учйстков конвейерной линии, в качестве которых могут быть использованы, например, датчики ПДФ-3, а выходами управляющими входами реверсивных сдвиговых регистров 7, 8 и 9, Ю сдвига соответственно. Информационные входы реверсивных регистров 7 и 8, сдвига являющиеся входами секций 12-15 ячеек 11 памяти, подключены через генераторы 28-31 импульсов к приводам 32-35 затворов соответствующих бункеров„ Блоки 2 и 25 контроля направления перемещения участков конвейерной линии (фиг. 2) содержат формирователи 36-38 импульсов, одновибраторы 39-+1, RS-триггеры 42-+, Dтриггёр kS и элемент И (, Выходные сигналы блоков 26 и 27 контроля скорости участков Конвейерной линии - две серии импульсов,, сдвинутых друг относительно друга на 90 электрических градусов, поступают на входы формирователей Зб и 37 импульсов, а нулевой импульс, появляющийся каждый раз после выполнения валом блока контроля скорости участка конвейерной линии одного оборота, поступает на вход формирователя 38 импульсов, С выходов формирователей 36-38 импуя поступают на входы одновибраторов в пря мом и инверсном коде. Одновибраторы 39-Л1 являются спа ренными одновибраторами с повторным запуском и предназначены для формирования коротких (3 мкс) импульсов по передним фронтам прямого и инверсного кода серии, при этом импульс прямого кода устанавливает ; RS-триггеры в единичное сос тояние, а импульс обратного кода в нулевое Использование одновибраторов 39 , нагруженных на RS-триггеры 4244, повзоляет избавиться от дребез га контактов датчика и кратковременных импульсных помех о С единичных выходов RS-триггеров 42 и 43, серии импульсов поступают соответственно на входы D и С D-три гера 45о Поскольку поступающие на эти входы серии импульсов сдвинуты друг относительно друга на 90 электрических градусов, то в зависимо сти от направления вращения очередности поступления этих импульсов со тояние логической единицы будет либо на прямом 48, либо на инверсном 49 выходах D-триггера 45, которые используются в качестве выходов бло ка для управления реверсивными сдви говыми регистрами. Нулевые импульсы на тактовый выход 47 блока поступают с единичного выхода RS-триггера 44 и через элемент И 46. Для исключения ложных сра батываний от случайных длительных по мех (например от бросков питания) эти импульсы стробируются на элементе И 46 единичными сигналами с вы ходов RS-триггеров 42 и 43, чем значительно увеличивается помехозащищенность схемы, так как возможность прохождения ложного тактового импуль са исключается в 3/4 периода импульс ной последовательности. Схема блока контроля направления перемещения участков конвейерной линии является простой, надежной, с высокой степенью помехозащищенности и обладает высокой точностью по основной функции, которая составляет 0,5°. Устройство работает следующим образом. При работающей конвейерной линии и при необходимости выда1чи матер ала, например, из бункера 4 производится открытие затвора бункера путем воздействия на цепи управления приводом 33 затвора бункера. После срабатывания привода 33 и открытия затвора бункера 4, запускается генератор 29, импульсы которого поступают на информационный вход секции 13 реверсивного сдвигового регистра 7, Каждый единичный импульс записывается в первой ячейке 11 памяти секции 13 и последовательно переносится в последующие ячейки памяти со скоростью тактовых импульсов, поступающих .нд управляющие входы реверсивного сдвигового регистра 7 с выхода 47 блока 24 контроля направления перемещения участка 1 конвейерной линии. Кроме того, на управляющие входы реверсивногЬ сдвигового регистра 7 с выходов 48 и 49 блока 24 контроля направления перемещения 1частков конвейерной линии поступают соответственно единичный сигнал перемещения вправо и нулевой сигнал перемещения влево Такая комбинация управляющих сиг налов обеспечивает прямое продвижение последовательности импульсов, что соответствует рабочему состоянию конвейера ъ Затем указанная последовательность единичных импульсов поступает в секцию 14 реверсивного сдвигового регистра 7 и т.д. Каждая ячейка 11 памяти при поступлении в нее единицы переводит связанный с нею ключ 17 в замкнутое состояние, в результате чего-включается соответствующий элемент индикации индикатора 18 вида материала на мнемосхеме. Так как суммарное число ячеек 11 памяти в секциях 12-15 реверсивного сдвигового регистра 7 пропорционально длине участка 1 конвейерной линии, а продвижение последовательности единичных импульсов осуществляется со скоростью, пропориональной скорости движения ленты ТОГО участка, то продвижение послеовательности единичных импульсов доль реверсивного Сдвигового региста 7 иммитирует перемещение, а их исло - количество материала данноо вида, выгружаемого равномерно из ункера 4 вдоль конвейера участка , . реверсивный сдвиговый реистр 7, выполняет роль динамической одели участка 1 конвейерной линии т места установки бункера 4 до кон- а 16 участка 1, а первый и последий единичные импульсы последоваельности иммиТируют (с некоторой 7 с«а и6кой до момента коррекции) соответственно передний и задний фронты переме«1аемого материала. Аналогичным образом работает устройство при выдаче материалов из других бункеров. Коррекция фронтов материала на динамической модели в соответствии с их фактическим расположением на конвейере достигается за счет того, что поступление единичных импульсов на реверсивный сдвиговый регистр 9 участка 2 конвейера осуществляется не только с последней ячейки 11 памяти секции 15 реверсивного сдвигового регистра 7, но и с некоторого числа предыдущих, а также со всех дополнительных ячеек 19 памяти этого регистра, через соответствующие элементы И 20 и ИЛИ 21 только в том случае, если имеется материал в начале 23 участка 2 конвейера, что контролируется датчиком 22„ Количество предыдущих .и дополнителных ячеек выбрано исходя из возможного максимального рассогласования фронтов. Работа устройства при загрузке другого вида материала происходит аналогично. При перемещении участка конвейера в сторону противоположную рабочему направлению на управляющие вхо ды реверсивных регистров 8-10 сдвига этого участка с выходов соответствующего блока контроля направления перемещения участков конвейерной линии, поступают тактовые импульсы, единичный сигнал перемещения влево и нулевой сигнал перемещения вправо, По наличии этих сигналов осуществляется сдвиг последовательности импульсов, находящихся в реверсивны сдвиговых регистрах , в противоположную рабочему состоянию сторону, чем устраняется ошибка в дина мической модели конвейера, Кроме то го, сигналы перемещения влево и впр ВО могут оыть использованы в других схемах автоматики, например, для уп равления затворами бункеров с целью прекращ.5Ния выгрузки материалов, пр внезапном непредвиденном останове конвейгра и т.д.. Умет материала, перемещаемого ко вейером в обратном направлении с по 6 мацью предлагаемого устройства позволит получить экономию за счет увеличения производительности печи при оптимизации технологических параметров, сокращения расхода кокса при корректировке дозирования шихтовых материалов, увеличения производительности сталеплавильного производства за счет сокращения простоев, связанных с отсутствием чугуна Кроме того, повысится качество получаемой информации, в результате чего Возрастет коэффициент полезного действия управленческих и инженерных работ „ Формула изобретения 1 о Устройство для дифференцированного учета материала, перемещаемого конвейерной линией, по авт. св. № 7(Э, отличающееся тем, что, с цельХз повышения точности устройства, в него введены по числу конвейерных участков блоки контроля направления перемещения участков, а регистры сдвига выполнены реверсивными, входы блоков контроля направления перемещения участков соединены с выходами соответствующих блоков контроля скорости участков конвейерных линий, а выходы - с входами регистров сдвига 2. Устройство по п. 1, о т л и чающееся тем, что блок контроля направления перемещения участков содержит цепочки из последовательно соединенных формирователя импульсов, одновибратора и RS-триггера, элемент И и D-триггер, выходы RS-триггера первой и второй цепочек подключены соответственно к входам О и С О-триггера и к первому и второму входам элемента И, третий вход Которого соединен с выходом RS-триггера третьей цепочки, входы цепочек подключены к входам блока контроля направления перемещения участков, выходы D-триггера и элемента И соединены с выходами блока контроля направления перемещения участков Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. G Об М 7/00. 1977 (прототип).
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дифференцированного учета материала,перемещаемого конвейерной линией | 1971 |
|
SU450208A1 |
| Устройство для автоматического контроля веса материала в бункерах | 1980 |
|
SU964475A2 |
| Устройство для дифференцированного учета материала, перемещаемого конвейером | 1977 |
|
SU748469A1 |
| Устройство контроля веса материала в бункерах | 1980 |
|
SU972243A1 |
| Устройство автоматического контроля веса материала в бункерах | 1985 |
|
SU1255870A1 |
| Устройство для автоматического контроля веса материала в бункерах | 1983 |
|
SU1143989A1 |
| Устройство для учета различных видов материалов,перемещаемых конвейерной линией | 1982 |
|
SU1101859A1 |
| Устройство автоматического контро-ля BECA МАТЕРиАлА B буНКЕРАХ | 1979 |
|
SU800670A2 |
| Устройство для управления распределением воды между поливными участками | 1977 |
|
SU792220A1 |
| Устройство автоматического кон-ТРОля BECA МАТЕРиАлА B буНКЕРАХ | 1979 |
|
SU800671A2 |