1
Изобретение относится к средствам вычислительной техники и может найти применение при учете выработки (весовой или объемной) конвейерных установок раздельно по каждому виду транспортируемого материала, например, на горнообогатительных предприятиях, в промышленности строительных материалов и т. д.
Устройство применено также для подсчета штучных изделий, транспортируемых конвейерной линией, раздельно по каждому виду изделия.
Известны применяемые на асбестообогатительпых фабриках устройстпа подобного назначения, служащие для дифференцированного но вырабатываемым маркам асбестового волокна учета готовой продукции в процессе ее транспортирования и содержащие частотный измеритель текущей производительности конвейера, индикаторы учета но маркам и коммутатор индикаторов учета.
Иедостатком такого устройства является то, что определение поступления каждой марки материала на конвейер от соответствующего бункера осуществляется при помощи множества датчиков наличия материала на ленте, установленных вблизи каждого бункера, а коммутация соответствующих индикаторов учета определенной марки материала производится диспетчером вручную по мнемосхеме,
что может привести к ощнбкам при дифференцированном учете материала и не нозволяет автоматизировать процесс учета.
Целью предлагаемого устройства является повышение надежности его работы.
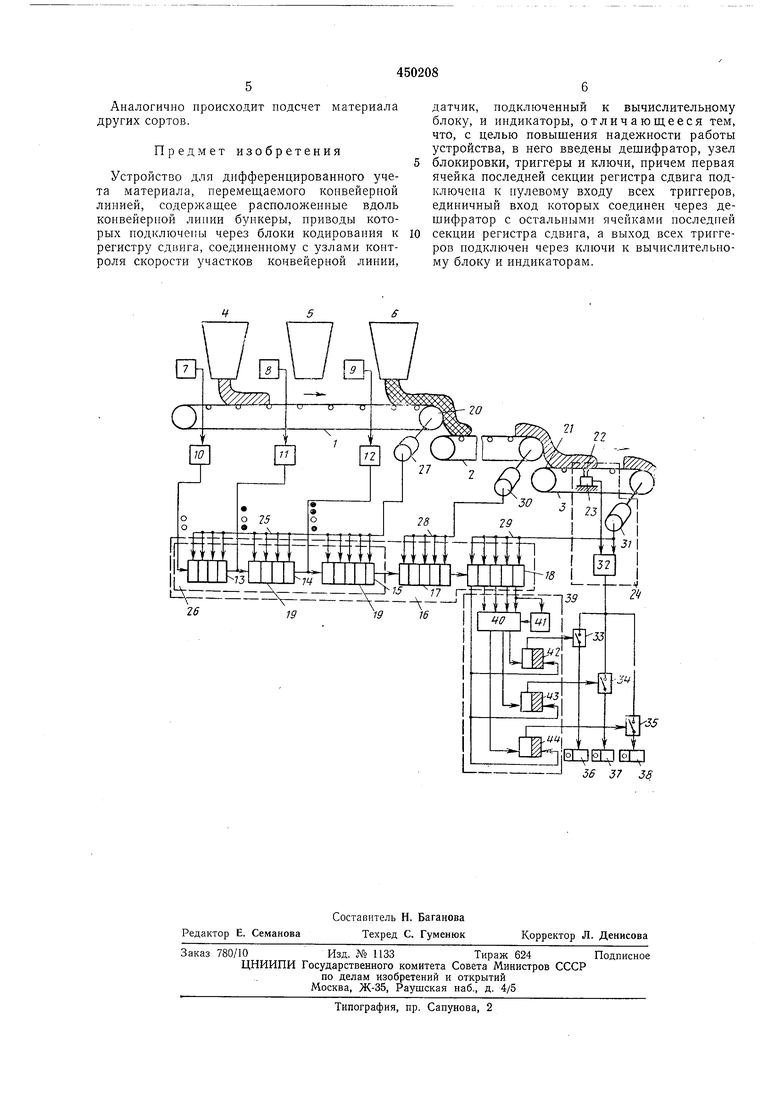
На чертеже представлена схема предлагаемого устройства применительно к конвейерной линии с тремя конвейерными участками 1-3 и тремя последовательно располол енными вдоль участка 1 бункерами 4-6, загружеиными нредназначенным для дальнейщей транспортировки материалом.
Приводы 7-9 затворов бункеров через блоки 10-12 кодирования сортов связаны со входами последовательно соединенных секций 13-15 сдвигового регистра 16, в состав которого входят также секции 17 и 18. Секции сдвигового регистра 16 образованы последовательно соединенными запоминающими ячейками 19 с двумя устойчивыми состояниями. При этом число ячеек в секциях 13-15 пропорционально отрезкам длины конвейерного участка 1 соответственно между бункерами 4-5, 5-6 и бункером 6 и концом 20 участка 1, а число ячеек в секциях 17 и 18 пропорционально длине участка 2 и отрезку длины конвейерного участка 3 между началом 21 участка и местом 22 установки датчика 23 погонной нагрузки (весовой или объемной) ленты конвейера участка 3, входящего в измеритель 24 текущей производительности (коэффициент пропорциональности между числом ячеек 19 каждой секции регистра 16 и длиной соответствующего участка длины конвейера выбирается одинаковым, так что для всех секций отрезки длины конвейерной линии, приходящиеся на одну запоминающую ячейку, равны).
Цепь 25 продвигающих импульсов блока 26 секций регистра соединена с частотным выходом узла 27 контроля скорости участка 1, а цепи 28 и 29 продвигающих импульсов секций 17 и 18 соединены с частотными выходами узлов 30 и 31 контроля скорости участков 2 и
3конвейерной линии (в состав блока 26 секции регистра входят секции 13-15).
К частотному выходу измерителя 24 текущей производительности, состоящего из датчика 23 погонной нагрузки, узла 31 контроля скорости ленты конвейера участка 3 и вычислительного блока 32, подключены через ключи 33-35 индикаторы 36-38 соответственно по сортам количества материала, выгружаемого из бункеров 4-6.
При этом цепи управления ключей 33-35 подключены к выходу блока 39 определения сорта, состоящего из соединенного с выходами ячеек 19 секции 18 регистра дешифратора 40, узла 41 блокировки выхода дешифратора и триггеров 32-44 запоминания сорта материала, у которых единичные входы подключены к соответствующему выходу дешифратора 40, а нулевые входы - к выходу первой ячейки секции 18 (при записи единицы в первой ячейке секции 18 триггера 32-44 устанавливаются в положение «О, а ключи 33-35 разомкнуты).
Вход узла 41 блокировки выхода дешифратора соединен с выходом последней ячейки секции 18, а выход узла 41 - с блокирующим входом дешифратора 40 (при записи «1 в последней ячейке секции 18 выходной электрический сигнал дешифратора 40 блокирован и не подается на его выход).
Устройство работает следующим образом.
При работающей конвейерной линии и при необходимости разгрузки, например, бункера
4производится открытие затвора бункера по команде оператора (или автоматически) путем воздействия на цепи управления приводом
7 затвора бункера. Одновременно со срабатыванием привода7 и открытием затвора бункера 4 запускается блок 10 кодирования сорта «А, генерирующий последовательность кодовых импульсов, характерную для материала данного сорта, которая поступает на вход секции 13 сдвигового регистра 16 (заметим, что независимо от сорта материала, последовательность кодовых импульсов, вырабатываемых блоками 10-12 кодирования, всегда начинается «1).
Каждый кодовой импульс записывается в первой запоминающей ячейке 19 секции 13 и последовательно переносится в последующие запоминающие ячейки со скоростью продвигающих импульсов, поступающих по цепи 25
от частотного выхода узла 27 контроля скорости ленты конвейера участка 1.
Затем указанная последовательность кодовых импульсов поступает в секцию 14 регистра 16 и т. д.
С учетом того, что суммарное число ячеек секций 13-15 пропорционально отрезку длины конвейерного участка 1 от места установки бункера 4 до конца 20 участка, а продвижение кодовых импульсов осуществляется со скоростью, пропорциональной скорости движения ленты конвейера участка 1, очевидно, что продвижение последовательности кодовых импульсов вдоль блока 26 секций 13-15 регистра иммитирует перемещение материала данного сорта, выгруженного из бункера 4, вдоль конвейера участка 1, т. е. блок 26 секций выполняет роль динамической модели участка 1 конвейерной линии от места установки бункера 4 до конца 20 участка, в котором продвижение первого импульса кодовой последовательности моделирует процесс перемещения переднего фронта материала вдоль конвейера участка 1.
Аналогичным образом, секции 17 и 18 моделируют процесс прохождения переднего фронта материала соответственно по участку 2 конвейерной линии и участку 3 от его начала 21 до места 22 установки датчика 23 погонной нагрузки.
При достижении передним фронтом материала данного сорта начала 21 участка 3 происходит запись первого кодирующего импульса («1) в первой ячейке секции 18, что приводит к установке триггеров 42-44 запоминания сорта в положение «О и, следовательно, к размыканию ключей 33-35, а в момент прихода переднего фронта материала к месту 22 установки датчика 23 погонной нагрузки первый кодирующий импульс переводит последнюю ячейку секции 18 в положение «1, благодаря чему посредством узла 41 блокировки снимается блокировка выхода дешифратора 40. При этом код материала, записанный в ячейках секции 18, преобразуется при помощи дешифратора 40 в выходной электрический импульс, переводящий соответствующий сорту триггер 42 в положение «1 и подключающий посредством ключа 33 индикатор 36 учета сорта к частотному выходу измерителя 24 текущей производительности.
Так как после прохождения кода данного сорта через секцию 18 регистра триггер 42 остается в положении «1, индикатор 36, подключенный к выходу измерителя 24, а частота выходного сигнала измерителя 24 соответствует текущей производительности конвейерного участка 3 в месте установки датчика 23 погонной нагрузки. Очевидно, что индикатор 36 фиксирует количество материала, прошедшее через поперечное сечение конвейера участка 3 в месте 22 установки датчика 23 и равное количеству выгруженного в описываемом примере материала из бункера 4.
Аналогично нроисходит нодсчет материала других сортов.
Предмет изобретения
Устройство для дифференцированного учета материала, перемещаемого конвейерной линией, содержащее расположенные вдоль конвейерной линии бункеры, приводы которых подключены через блоки кодирования к регистру сдвига, соединенному с узлами контроля скорости участков конвейерной линии.
датчик, подключенный к вычислительному блоку, и индикаторы, отличающееся тем, что, с целью повышения надежности работы устройства, в него введены дешифратор, узел блокировки, триггеры и ключи, причем первая ячейка последней секции регистра сдвига подключена к нулевому входу всех триггеров, единичный вход которых соединен через дешифратор с остальными ячейками последней секции регистра сдвига, а выход всех триггеров подключеп через ключи к вычислительному блоку п индикаторам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дифференцированного учета материала, перемещаемого конвейером | 1977 |
|
SU748469A1 |
| Устройство для контроля и управления режимом работы роторного комплекса | 1984 |
|
SU1180461A1 |
| Устройство для дифференцированного учета материала, перемещаемого конвейерной линией | 1981 |
|
SU972536A2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯ ЗАГРУЗКИ СТРЕЛЫ ОТВАЛООБРАЗОВАТЕЛЯ ПОРОДОЙ | 1973 |
|
SU386098A1 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ ПЕРЕМЕЩЕНИЯ ВЕЩЕСТВА В ДВИЖУЩЕЙСЯ СРЕДЕ | 1973 |
|
SU407347A1 |
| Устройство для контроля и управления режимом работы роторного комплекса | 1986 |
|
SU1421837A2 |
| Устройство для дифференцированного контроля параметров технологических потоков формовочных смесей в литейном цехе | 1979 |
|
SU900301A1 |
| Устройство для управления запуском конвейерной линии | 1974 |
|
SU570525A1 |
| Устройство для управления загрузкой сыпучих материалов в железнодорожные полувагоны | 1978 |
|
SU906873A1 |
| Устройство для учета различных видов материалов,перемещаемых конвейерной линией | 1982 |
|
SU1101859A1 |
56 37 JS
