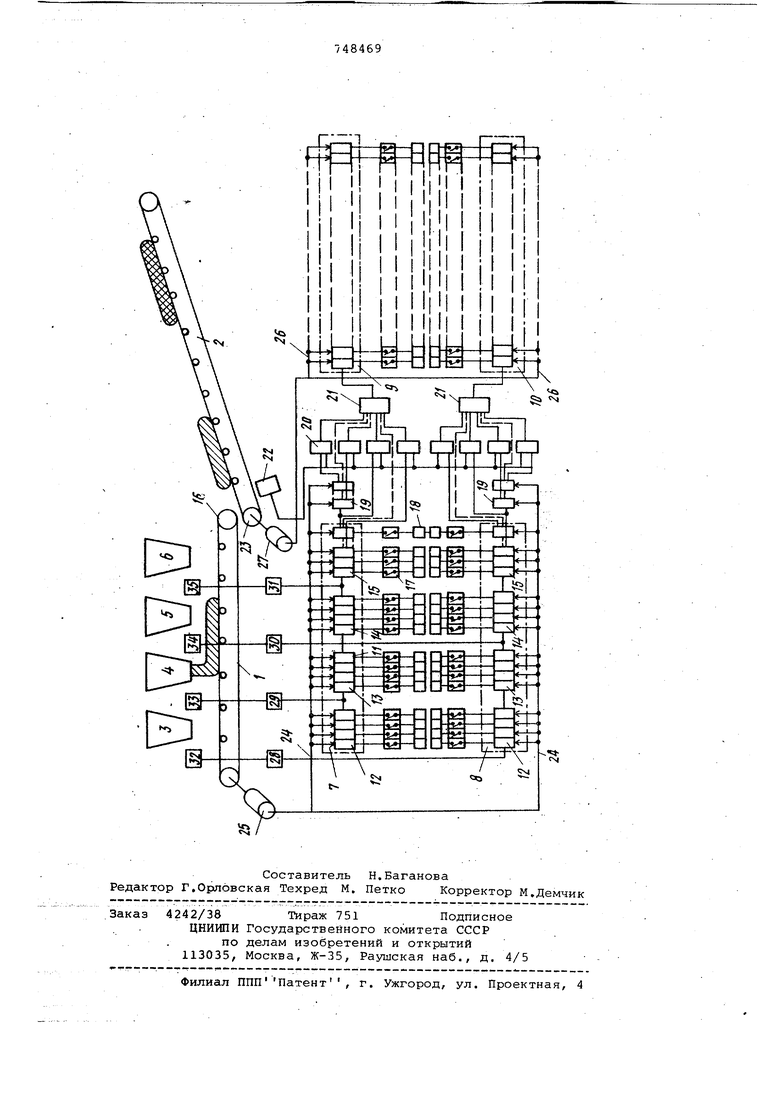
Устройство относится к средствам вычислительной техники и может найти применение при учете перемещаемого конвейерными установками материала раздельно по ка)}одому виду, на пример, на металлургических и горнообогатительных предприятиях, в -промыиленности строительных материалов Известно устройство для контроля параметров технологических потоков агломерационной фабрики, содержащее измерители текущей производительности и измерители скорости движения ра бочих органов, подключенные к -соотве ствующим входам секций регистра сдвига, соединенных с индикаторами мнемосхемы, сумматоры и интеграторы- 1. Это устройство невозможно применить в тех случаях, когда необходимо представлять информацию дифференцированно по каждому потоку (виду) на одном и том же контролируемом участке. Наиболее близким техническим решением к предложенному является уст ройство для дифференцированного .уче та материала, перемещаемого .конвейерной линией, содер жащее расположенные вдоль первой конвейерной линии бункеры и приводы затворов бункеров, по числу конвейерных линый первые регистры сдвига, входы ячеек которых подключены к соответствующим блокам контроля скорости двух конвейерных линий, датчик наличия материала, ключи и индикаторы 2. В описанном устройстве при изменении вида загружаемого материала,, его сыпучести, размеров частиц, типов затворов бункеров и скорости движения ленты происходит рассинхронизация сигнала,поступающего с блока кодирования вида материала и фактического попадания материала на ленту конвейера, что приводит к погрешности измерения веса материала, а следовательно, к нарушению точности ведения технологического процесса, ухудшению качества выпускаемой продукции, перерасходу сырья и понижению производительности доменной печи. Цель изобретения - расширение функциональных возможностей и повышение его точности. Поставленная цель достигается тем, что в устройство введены элементы и, ИЛИ, генераторы импульсов и вторые регистры сдвига, входы ячеек подключены к соответствующим блокам контролям скорости участков конвейерной линии. Выходы ячеек первого и второго регистров сдвига через соответствующие ключи соединены с индикаторами, установочные входы первого и второго регистров сдвига первого конвейерного участка через соответствующие генераторы импульсов подключены к приводам затворов бункеров, а выходы - к первым входам элементов И,Вторые входыэлементов И соединены с датчиком наличия материа ла, а выходы через элемент ИЛИ подключены к установочному входу соответствующего регистра Сдвига второго участка конвейерной линии, На чертеже представлена структурная схема устройства для конвейерной линии с двумя конвейерными участкам 1-2 и четырьмя последовательно ра;сположенныии вдоль участка 1 бункера, ми 3-6, предназначенными для материалов двух видов, при этом бункеры 3, 5 за:гружены одним материалом, а бункеры 4, б -другим, На каждом участке конвейерной лини имеется по два аналогичных регистра 7, 8 и 9, 10 сдвига. Число ячеек 11 в регистре сдвига выбрано пропорциональным длине участ ка. Коэффициенты пропорциональности для всех участков приняты равдь1ми. Благодаря этому отрезок конвейера, приходящийся на одну ячейку, для все регистров сдвига одинаков. Ячейки регистров 7, 8 первого участка объединены в секции 12-15. Число ячеек в секциях пропорционально расстояниям между бункерами 3-4 4-5, и бункерами 6 и концом 16 участка 1. Выходы ячеек подключены через ключи 17 к элементам индикации индикатора 18 вида материала. Для ко рекции рассогласования фронтов мате риала на леНте и динамической модели имеются дополнительные ячейки 19 в гистрах 7, 8, элементы И 20 и э менты ИЛИ 21, а также безинерци ойный датчик 22 наличия материала в начале 23 участка 2 конвейера. Цепь 24 продвигаю1цих импульсов регистров 7, 8-сдвига соединена с блоком 25 контроля скорости участка 1, а цепь 26 продвигающих импульсов рёгИстров 9, liB Соединена с блоком 27 контроля скорости участка 2. Входы секций регистров первого участка подключены генераторы импульсов 28-31 к приводам 32-35 за творов соответствующих бункеров. Устройство работает следующим об разом. При работающей конвейерной лини и при необходимости выдачи материал например, из бункера 4 открывается затвор бункера путем воздействия на епи управления приводом 33 затвора бункера. После срабатывания привода 33 и открытия затвора бункера 4,запусается генератор 29,импульсы которого оступают на вход секции 13 регистра двига 7.Каждый единичный импульс заисывается в первой запоминающей ячейе 11 секции 13 и последовательно пееносится в последующие запоминаюие ячейки со скоростьюпродвигаю- HX импульсов, поступающих по цепи 24 т частотного выхода блока 25 контроля скорости ленты участка 1 конвейера. Затем указанная последовательность единичных импульсов постуает в секцию 14 регистра 7 и т.д. Каждая запоминающая ячейка 11 при поступлении в нее единицы переводит связанный с нею ключ 17 в замкнутое состояние, в результате чего включается соответствующий элемент индикации 18 индикатора йида материала на мнемосхеме. Так как суммарное число запоминающих ячеек в секциях 12-15 регистра 7 пропорционально длине участка 1 конвейерной линии, а продвиж Н г(е последовательности единичных импульсов осуществляется со скоростью, пропорциональной скорости движения ленты этого участка, то продвижение последовательности единичных импульсов вдоль регистра 7 имитирует перемещение, а их число количество материала данного вида, выгружаемого равномерно из бункера 4 вдоль конвейера участка 1, т.е. - . регистр 7 выполняет рольдинамической модели участка 1 конвейерной линии от места установки бункера 4 до конца 16 участка 1, а первый и последний единичные импульсы последовательно имитируют (с некоторой ошибкой до момента коррекции) соответственно передний и задний фронты перемещаемого материала. Аналогичньпи образом работает устройство при выдаче материалов из других бункеров . Коррекция фронтов материала на динамической модели в соответствии С их фактическим расположением на конвейере достигается за счет того, что поступление единичных импульсов на регистр 9 участка 2 конвейера осуществляется не только с последней запоминающей ячейки секции 15 регистра 7, но и с некоторого числа предыдущих, а также со всех дополнительных ячеек 19 зтого регистра, через соответствующие элементь И и ИЛИ только в том случае, если имеется материал в начале 23 участка 2 конвейера, что контролируется датчиком 22. Колличество предыдущих и дополнительных ячеек выбрано исходя из возможного максимального рассогласования фронтов..
Взаимодействие элементов схемы в этом случае рассмотрим на следующих примерах,,
. Предположим, что происходит отставание .переднего фронта динамической модели и опережение задним фронтом соответствующих фронтов перемещаемого материала.
При коррекции переднего фронта динамической модели на один вход одного из элементов И 20 поступает сиг нал наличия материала на конвейере, на другой вход этого же элемента И поступает сигнал с выхода одной иэ запоминающих ячеек 11 регистра 7, Пр совпадении этих сигналов на выходе многовходового элемента ИЛИ 21 появляется единичный импульс, который при наличии продвигающего импульса с блока 27 контроля скорости участка 2 записывается в первую эапоминающую ячейку регистра 9. В последующих тактах происходит продвижение единичных импульсов в регистре 9.
При коррекции заднего фронта динамической модели сигнал с датчика 22 наличия материала также поступает на вход одного из элементов И, на другой вход этого элемента поступает сигнал с выхода одной из дополнительных ячеек 19. При совпадении сигналов на входах элемента И 20 с выхода элемента ИЛИ 21 на вход запоминающей ячейки 11 регистра 9 поступают единичные импульсы, а их поступление прекращается как только исчезаетсигнал с выхода датчика 22.
Аналогично происходит формировани фронтов в других ситуациях.
При загрузке материала другого вида устройство работает аналогично.
Организация динамической модели, информирующей о количествах, видах, взаимном расположении и скорости продвижения материала по конвейеру, и автоматическое введение; поправок рассогласования фронтов материала на динамической модели и фактическог их нахождения на конвейерной линии обеспечивают точность ведения технологического процесса, улучшение качества выпускаемой продукции, эко.номию сырья и повышение производительности доменной печи.
Формула изобретения
Устройство для дифференцированного учета материала, перемещаемого конвейером, содержащее расположенны вдоль первой конвейерной линии бункеры и приводы затворов бункеров, п числу конвейерных линий первые регистры сдвига , входы ячеек которых подключены к соответствующим блокам контроля скорости двух конвейерных линий, датчик наличия материала, ключи и индикаторы, отличаюЩ е е с я тем, что, с целью расширеНИЛ функциональных возможностей и повышения точности устройства, в не введены элементы И, ИЛИ, генераторы импульсов и вторые регистры сдвига, входы ячеек которых .подключены к соответствующий, блокам контроля скорости участков конвейерной линии, выходы ячеек первого и второго регистров сдвига через соответствующие ключи соединены с индикаторами, установочныевходы первого и второго регистров сдвига первого конвейерного участкачерез соответствующие генераторы импульсов подключены к приводам затворов бункеров,а выходы к пербым входам элёментов И,вторые |входы которых соединены с датчиком наличия материала, а выходы через элемент ИЛИ подключены к устанвочному входу соот ветствующего регистра сдвига второго участка конвейерной линии,
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
459787, кл, с Об М ,7/00, 04.06.73.
2,Авторское свидетельство СССР № 45С5208, кл. G 06 М 7/00, 22,06,7 (прототип) ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для учета различных видов материалов,перемещаемых конвейерной линией | 1982 |
|
SU1101859A1 |
| Устройство для дифференцированного учета материала, перемещаемого конвейерной линией | 1981 |
|
SU972536A2 |
| Устройство для дифференцированного учета материала,перемещаемого конвейерной линией | 1971 |
|
SU450208A1 |
| Устройство для дифференцированного контроля параметров технологических потоков формовочных смесей в литейном цехе | 1979 |
|
SU900301A1 |
| Устройство для стабилизации высотыСлОя МАТЕРиАлА HA КОНВЕйЕРНОйМАшиНЕ | 1978 |
|
SU802385A1 |
| Устройство для контроля и управления режимом работы роторного комплекса | 1986 |
|
SU1421837A2 |
| Устройство для управления погрузкой сыпучих материалов из бункеров в движущийся состав | 1977 |
|
SU691371A1 |
| Устройство контроля за выгрузкой материалов из бункеров и транспортировкой их в доменную печь | 1985 |
|
SU1308629A1 |
| Устройство для контроля и управления режимом работы роторного комплекса | 1984 |
|
SU1180461A1 |
| Устройство для управления загрузкой сыпучих материалов в железнодорожные полувагоны | 1978 |
|
SU906873A1 |