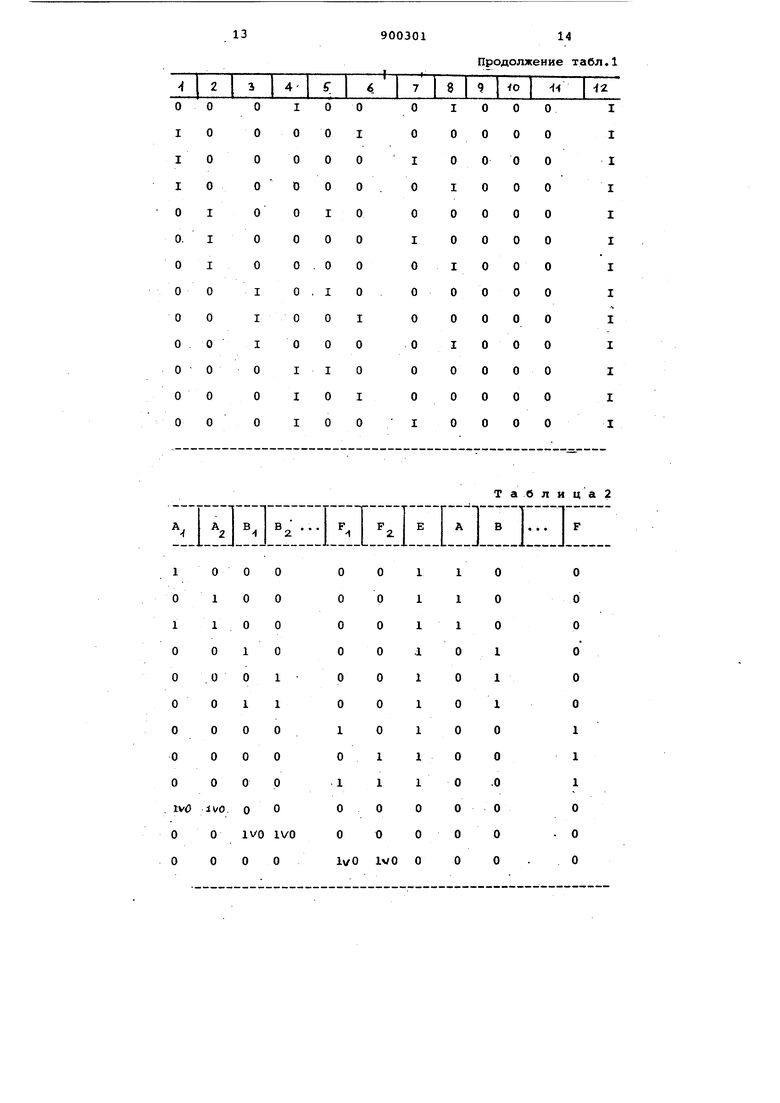
позволяет, выполнить не точное количественное представление информации на мнемосхеме, а только качественное усредненное. Особенность технологических потоков формовочных смесей в литейных цехах заключается в том, что смесители смесеприготовительного отделения могут одновременно готовить замесы разных сортов смеси (формовочную, облицовочную, автоматную и т.д. которые также одновременно в определенной последовательности поступают в формовочное отделение по последовательной системе конвейерных линий. В процессе ручного или автоматическо го распределения по расходным бункерам формовочных машин смешанного потока замесов из разных сортов смеси в целях равномерной загрузки бункеро оператору необхбдима наглядная точна информация о текущих количественных значениях разных сортов, формовочных смесей, движущихся вдоль конвейерных линий. Такая информация может быть получена и представлена на мнемосхеме с псллощью устройств, аналогичных известньвл. Цель изобретения - получение информации о параметрах технологических потоков различных сортов материалов, а также увеличение точности устройства. Эта цель достигается тем, что устройство для дифференцированного контроля параметров технологических потоков формовочных смесей в литейном цехе, содержащее первые блоки ре ристров сдвига по числу параллельных конвейерных линий, второй, третий, четвертый и пятые блоки регистров сдвига по числу параллельных конвейерных линий, соединённые с цифровыми индикаторами мнемосхемы, датчики привода и затвора смесителей, блоки кодирования по числу смесителей, при чем выходы датчиков соединены со вхо дами блоков кодирования, а выходы первых блоков кодирования соединены со входами соответствующих первьос блоков регистров сдвига, датчики ; верхнего и нижнего положения плужковых сбрасывателей и устройство для учета количества смеси в расходных бункерах, соединенное с цифровыми индикаторами мнемосхемы, дополнитель но содержит коммутаторы тактовых сиг налов, тактовые генераторы и датчики перемесдения конвейерных линий по числу конвейерных линий, блоки запи си, корректирующие блоки, датчики наличия смеси и коммутаторы кодовых сигналов, причем тактовые генераторы и датчики перемещения конвейерны линий через коммутаторы тактовых сиг налов соединены с тактовыми входами блоков регистров сдвига, датчики наличия смеси соединены со вxoдa iи ко ректирующих блоков, датчики верхнег и нижнего положения плужковых сбрасывателей соединены со входами коммутаторов кодовых сигналов, входы одних блоков записи соединены с выходами соответствующих блоков кодирования и с выходами предыдущих секций первых блоков регистров сдвига, а выходы - со входами последующих секций этих блоков, входы корректирующих блоков соединены с выходами последних ячеек первых блоков регистров сдвига и первой секции четвертого блока регистров сдвига, а их выходы - соответственно со входами второго блока регистров сдвига и второй секции четвертого блока регистров сдвига непосредственно, а со входами последующих секций второго блока регистров сдвига и со входами третьего блока регистров сдвига - через другие блоки записи, другие входы которых соединены с выходами соответствующих предыдущих секций второго блока регистров сдвига, выходы соответствующих предьщущих секций четвертого блока регистров сдвига соединены со входами последующих секций этого блока и.со входами соответствующих пятых блоков регистров сдвига, а выходы предыдущих секций пятых блоков {Регистров сдвига соединены со входами последующих секций этих блоков и со вхОдс1МИ устройства учета количества смеси в расходных бункерах через соответствующие кo мyтaтopы кодовых сигналов. На чертеже представлена схема устройства применительно к системе транспортировки формовочных смесей, содержащей п параллельных конвейерных линий 1 и магистральную конвейерную линию 2 смесеприготовительного отделения; конвейерную линию 3 единого тракта; магистральную конвейерную линию 4 и п параллельных конвейерных линий 5 формовочного отделения, расположенные вдоль конвейерных линий 1 смесители 6, оснащенные датчиками 7 состояния привода и датчиками 8 состояния затвора, расположенные вдоль конвейерных линий 4 и 5 плужковые сбрасыватели 9, оснащенные датчиками 10 верхнего положения и датчиками 11 нижнего положения и расходные бункеры 12. Тактовые входы блоков 13 - 17 регистров сдвига, соответствующих конвейерным линиям 1-5, соединены С; выходами соответствующих коммутаторов 18 тактовых сигналов, входы которых соединены с выходами соответствующих тактовых генераторов 19 и датчиков 20 перемещения конвейерных линий. Количество регистров в блоках 13 - 17 регистров сдвига равно количеству сортов формовочных смесей, включая и бракованную, транспортируемых срответствующими конвейерными линиями 1 -.5.Блоки 13 - 17 регистров сдвига образованы последовательно со диненными секциями 21.Причем числосекций 21 в блоках 13 регистров сдвига равно количеству смесителей 6 на соответствующих конвейерных линиях 1 количество секций 21 в блоке 14 регистров сдвига равно количеству конвейерных линий 1, блок 15 регистров сдвига односекционный, количество секций 21 в блоке 16 регистров сдвига на единицу больше количества конвейерных линий 5, а количество секций 21 в блоках 17 регистров сдви га на единицу больше количества расходных бункеров на соответствующих конвейерных линиях 5. Секции 21 блоков 13 - 17 регистро сдвига состоят из последовательно соединенных ячеек с двумя устойчивьлми состояниями, соединеннЕЛ1( со вхо дами цифровых индикаторов 22, последовательно установленных в мнемосхеме. Каждой ячейке блоков 13-17 регистров сдвига соответствует отрезок ленты конвейерной линии, равный принятому шагу перемещения конвейерных линий (один шаг равен перемещению конвейерной линии на одну дискретную позицию). Входы блоков 23 кодирования сорто смеси соединены с выходами датчиков состояния приводов и датчиков 8 состояния затворов соответствующих смесителей 6 . Входы первых секций 21 блоков 13 регистров сдвига соединены с выходами первых блоков 23 кодирования сортов смеси непч ч-редственно, а входы последующих секций 21 указанных блоков 13 регистров сдвига подключены к выходам предыдущих секций 21 и к выходам соответствующих блоков 23 кодирования сортов смеси через соответствующие блоки 24 записи. Выходы последних П ячеек блоков 1 регистров сдвига и первой секции 21 блока 16 регистров сдвига подключены ко входам соответствующих корректирующих блоков 25, соединенных с выхо дами соответствующих датчиков 26 наличия смеси. Выходы первого коррек тирующего блока 25 соединены со входами блока 14 регистров сдвига, выхо ды последующих корректирующих блоков подключены ко входам соответствующих блоков 24 записи, соединенных другими входами с выходами предыдущих сек ций 21 блока 14 регистров сдвига, а выходами - соответственно с входами последующих секций 21 блока 14 регистров сдвига и со входами блока 15 регистров сдвига.выходы последнего-корректирующего блока 25 подклю чены ко входам второй секции 21 блока 16 регистров сдвига. Выходы блока 15 регистров сдвига подключены ко входам блока 16 регистров сдвига. Выходы датчиков 10 верхнего положения и датчиков 11 нижнего положения соответствующих плужковых сбрасывателей 9 подключены ко входам соответствующих коммутаторов 27;-. кодовых сигналов. Выходы предыдущих секций 21 блока 16 регистров сдвига подключены ко входам соответствующих коммутаторов 27 кодовых сигналов, соединенных рыходами со входами последующих секций 21 блока 16 регистров сдвига и со входами соответствующих блоков 17 регистров сдвига, входы последнего из которых подключены к выходам блока 16 регистров сдвига. Выходы предыдущих секций 21 блоков 17 регистров .сдвига подключены ко входам соответствующих коммутаторов 27 кодовых сигналов, выходы которых соединены со входами, последующих секций 21 блоков 17 регистров сдвига и со входами блока 28 для учета количества смеси в расходных бункерах, соединенного с цифровыми индикаторами мнемосхемы. Устройство работает следующим образом . Смесители 6 приготавливают замесы закрепленных за ними сортов формовочных смесей и периодически в определенной последовательности по проrpaNwe выгружают их на соответствующие конвейерные линии 1. При этом объемы замесов известны и стабильны. При разгрузке какого-либо смесителя 6 открывается затвор на соответствую-, щую конвейерную линию 1. При этом сигналами i с выходов датчика 7 состояния привода (смеситель работает) и датчика 8 состояния затвора (затвор открыт) запускается .соответствующий блок 23 кодирования, на выходах которого устанавливается на все время выпуска замеса двоично-десятичный код замеса определенного сорта смеси, в котором сигнал i присутствует только в одном разряде, соответствующем конкретному сорту смеси. На все время пауз между выпусками замесов из смесителей 6 на выходах соответствующих блоков 23 кодирования устанавливается нулевой код пустого замеса. Кодовые сигнсшы пустых замесов и чередующиеся с ними кодовые сигналы замесов конкретных сортов смеси, поступающие с выходов, блоков 23 кодирования, непосредственно или через соответствующие блоки 24 записи непрерывно записываются в соответствующие ячейки одноименных с выходами блоков 23 кодирования регистров соответствующих блоков 13 регистров сдвига и продвигаются в них из ячейки в ячейку тактовыми сигналами, поступающими на тактовые входы блоков 13 регистров сдвига, с выходов соответствующих коммутаторов 18 тактовых сигналов. Аналогичным образом кодовые сигна лы замесов переписываются из регистров блоков 13 регистров сдвига в одноименные регистры блока 14 регистров сдвига и блока 15 регистров сдви га через соответствующие корректирующие блоки 25 и блоки 24 записи, и регистров блока 15 регистров сдвига в одноименные регистры блока 16 регистров сдвига и из регистров блока 16 регистров сдвига - в одно- . именные регистры блоков 17 регистров сдвига через корректируюащй блок 25 и соответствующие коммутаторы 27 кодовых сигналов. С выходов ячеек блоков 13 - 17 ре гистров сдвига .кодовые сигналы пусты и непустых замесов поступацот на входы соответствующих цифровых индикаторов мнемосхемы, которые индуцируют пустые замесы цифрой а не I t 1 I I пустые замесы цифрами от до в зависимости от конкретных сортов смеси в замесах. Тактовые сигналы поступают на так товые входы блоков 13 - 17 регистров сдвига через соответствующие коммута торы 18 тактовых сигналов либо с выходов соответствующих . -тактовых генераторов 19, либо с выходов соответ ствующих датчиков 20 перемещения кон вейерных линий. При этом тактовые генераторы 19 (используются для горячего резервирования датчиков 20 перемещения конвейерных линий. В случае неисправ ности какого-либо датчика 20 перемещения по команде оператора (или авто матически) соответствующим коммутато ром 18 тактовых сигналов от тактовых входов соответствующего блока 13-1 регистров сдвига отключается выход неисправного датчика 20 перемещения и подключается выход соответствующего тактового генератора 19. Период Тц следования тактовых сигналов датчиков 20 перемещения равен времени перемещения соответствую щйх конвейерных линий 1 - 5 на принятый шаг S перемещения конвейерной линии и не зависит ни от скорости V перемещения конвейерных линий 1 - 5 ни от их - нестабильности. Тактовые генераторы 19 настраиваются таким образом, чтобы период Ч следования их тактовых.:сигналов был равен времени перемещения соответствующих- -конвейерных линий 1 - 5 на принятый шаг S Перемещения конвейерной линии при заданных средних скорбстях перемещения соответствующих конвейерных линий 1-5 S с учетом того, что каждой ячейке блоков 13 - 17 регистров сдвига соответствует отрезок длины ленты конвейерной линии,.равный принятому шаГУ S перемещения конвейерной линии, в каждом регистре блоков 13 - 17 регистров сдвига продвигаются кодовые сигналы замесов известных объемов конкретных сортов смесей, чередующиеся с кодовыми Сигналами пустых замесов, а продвижение этих кодовых сигналов осуществляется тактовьлми сигналами, период Т следования которых равен времени перемещения соответСТВУЮ14ИХ конвейерных линий 1 - 5 на принятый шаг S перемещения конвейерной линии,очевидно, что продвижение кодовых сигналов замесов конкретных сортов смеси и пустых замесов вдоль соответствующих блоков 13 - 15 регистров сдвига и продвижение индицируемых при этом цифр вдоль соответствующих цифровых индикаторов мнемосхемы точно имитирует перемещение замесов известных объектов различных сортов формовочных смесей вдоль соответствующих конвейерных линий 1-5, т.е. блоки 13 - 17 регистров сдвига и связанные с их ячейками цифровые индикаторы мнемосхемы выполняют роль динамической модели системы транспортировки замесов формовочных смесей конвейерными линиями 1 - 5 от смесителей 6 смесеприготовительного отделения к расходнвлм бункерам 12 формовочного отделения. -Запись кодовых сигналов замесов в соответствующие регистры сдвига блоков 13 регистров сдвига осуществляется следующим образом. Кодовые сигналы конкретных замесов, включая и бракованные, и пустых замесов с выходов первых блоков 23 кодирования записываются в первые ячейки первых секций 21 непосредственно. В связи с возможными случайными наложениями замесов в процессе их выпуска из смесителей 6 и транспортировки конвейерными линиями 1, в первые ячейки последующих секций 21 записываются кодовые сигналы пустых и непустых замесов с выходов соответствующих блоков 24 записи, на одни входы которых названные кодовые сигналы поступают с выходов соответствующих блоков 23 кодирования, а на другие - с выходов предыдущих секций 21. Формирование кодовых сигналов на выходах блоков 24 записи осуществляется следующим образом. Кодовые сигналы пустого замеса формируются в том случае, если на обоих входах блока 24 записи присутствуют нулевые кодовые сигналы пустых замесов. Кодовые сигналы небракованного замеса формируются либо, если на одних входах блока 24 записи присутствуют кодовые сигналы небракованного замеса, а на других входах -- нулевые кодовые сигналы пустого памеса, либо, если на обоих входах присутствуют кодовые сигналы небракован ных замесов одного сорта формовочной смеси. (Нсшожение замесов одного сорта смеси не приводит к браку смеси). Кодовые сигналы бракованного замеса формируются либо, если при наличии на одних входах блоков 24 записи кодовых сигналов -любых замесов на других их входах присутствуют ко довые сигнашы бракованного замеса, (наложение бракованных и небракован ных замесов приводит к браку смеси) либо, если на обоих входах блоков 2 записи присутствуют кодовые сигналы небракованных замесов разных сортов смеси (наложение небракованных заме сов разных сортов смеси приводят к браку смеси). В соответствии с изложенным в бло ках 24 записи реализуются следующие логические функции в соответствии с табл.1. C(,)5; C2(A2.VB2VA.)fl; с n-i - (А n-и V в А в и--I) Д;. CnT(,. . .AнBи A2B . . .(VAn.. .. .VAv,,v . . . . . .VAyiBy,-) Д; .. . .. . V A vo-iB v ; . .VAvx--) ,В/,У . . .v/Av,Bh-1, где A , Ag, . . . , Ay, - кодовые сигн лы небракованных замесов; Ay - кодовый сигнал бракованного замеса, поступающие на одни входы блока 24 записи с выходов соответствующего блока 23 кодирования; В ,В2г . . . ,В - кодовые сигналы небракованных замесов; В, - кодовый сигнал бракованного замеса, поступающие на другие входы блока 2 записи с выходов предыдущей секции соответствующего блЬка 13 регистров сдвига; С fC, . . , ,Су, - кодовые сигналы небракованных замесов; С. - кодовый сигнал бракованног замеса на выходах блока 24 записи. Кодовые сигналы за1лесов могут продвигаться вдоль блоков 13 - 17 регистров сдвига с некоторым отставанием по отнощению к продвижению соответствующих замесов вдоль конвейе ных линий 1-5 из-за систематической погрешности периода следования тактовых сигналов, обусловленной в тактовых генераторах 19 нестабильностью скоростей V перемещения конвейерных линий 1-5 из-за проскаль зываний их лент, а в датчиках 20 пе ремещения конвейерных линий 1 - 5 неточностью их настройки. Это может привести к формированию ложных кодовых сигнсшов бракованных замес.ов блоками 24 записи в местах перезаписи кодовых сигналов замесов из блоков 13 регистров сдвига в блок 14 регистров сдвига, а также к неправильному распределению заилесов по командам оператора (или автоматически) с ленточного конвейера 4 на ленточные конвейеры 5. Для устранения этих недостатков в устройство введены датчики 26 наличия смеси в конце конвейерных линий 1 и в начале конвейерной линии 4 и связанные с ними корректирующие блоки 25, Корректировка положения кодовых сигналов замесов ,в блоках 13 и 16 регистров сдвига по сигналам соответствующих датчиков 26 наличия смеси осуществляется следующим образом. Кодовые сигналы с выходов R последних ячеек последних секций 21 блоков 13 регистров сдвига и первой секции 21 блока 16 регистров сдвига; (условно рассматривается пример на . 2-х последних ячейках) поступают на одни входы соответствующих датчиков 26 на другие входы которых поступают сигналы с выходов соответствующих датчиков наличия -смеси. Кодовые сигнсшы замесов формируются на выходах соответствующих корректирующих блоков 25 только при наличии сигналов на выходах соответствующих датчиков 26 наличия смеси и кодовых, сигналов замесов на выходе хотя бы одной из п последних ячеек последних секций 21 блоков 13 регистров сдвига и первой секции блока 16 регистров сдвига. Корректирующие блоки 25 реализуют следующие логические функции в соответствии с табл.2. А (A VAiVA Ai)B. . .FE; В ( в) А.. .FE; F ( )AB...E, где А ,А,,В , 2 2 одовые сигналы замесов на входах корректирующих блоков 25, поступающие с выходов . последних ячеек соответствующих секций 21 соответствующих блоков 13 и 16 регистров сдвига, кодовые сигналы замеА,В,. . P-j.-oB на выходах корректирующих блоков 25 J ,;сигналы на входе корректирующих 25, поступающие с выходов соответствующих датчиков 26 наличия смеси. Коммутация кодовьлх сигналов замесов коммутаторами 27 кодовых сигналов осуществляется следующим образом.
На одни входы коммутаторов- 27 кодовых сигналов подаются сигналы с выходов датчиков 10 верхнего положения и датчиков 11 нижнего положения соответствующих плужковых сбрасьтателей 9. Па другие входы коммутаторов 27 кодовых сигналов поступают кодовые сигналы замесов с выходов предыдущих секций 21 соответствующих блоков 16 и 17 регистров сдвига.
В зависимости от сигналов на выходах датчиков 10 верхнего .положения и датчиков 11 нижнего положения кодовые сигналы замесов поступают либо на одни, либо на другие выходы соответствующих коммутаторов 27 кодовых сигналов, В .одних коммутаторах 27 кодовых сигналов кодовые сигналы замесов с одних их . выходов подаются на входы последующих секций 21 блоков 16 регистров сдвига, а с других - на входы соответствующих блоков 17 регистров сдвига. -В других коммутаторах 27 кодовых сигналов кодовые сигналы с одних их выходов подаются на входы последующих секций 21 блоков 17 регистров сдвига, а. С других - на входы блока 28 для учета количества смеси в расходных бункерах 12.
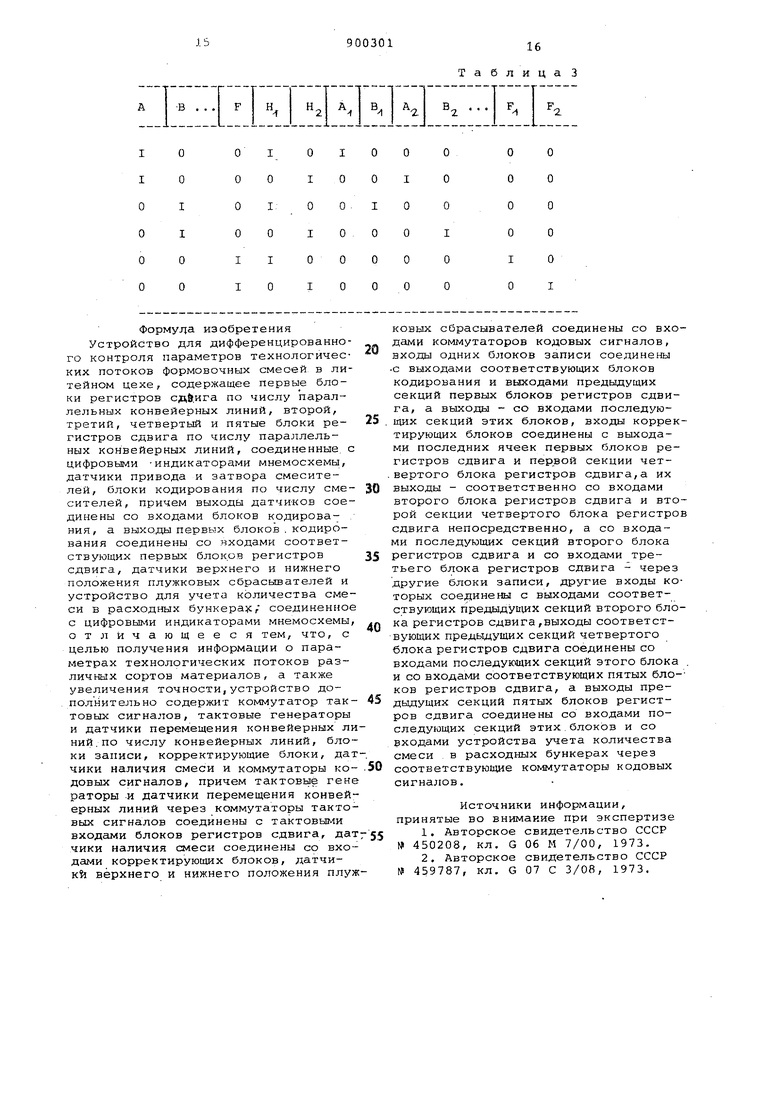
Коммутаторы 27 кодовых сигналов реализуют следующие функции в соответствии с табл.3.
.;
В ВН .
выходов предыдущих сек ций 21 блоков 16 и 17 регистров сдвига; Н - сигналы на входах коммутаторов 27 кодовых Сигналов, поступающие с выходов датчиков 10 верхнего положения соответствующих плужковых сбрасывателей 9; Н - сигналы на входах коммутаторов 27 кодовых сигналов, поступающие с выходов датчиков 11 нижнего положения соответствующих плужковых сбрасывателей 9;
V
,F - кодовые сигналы замесов на одних выходах коммутаторов 27 кодовых сигналов.
,F - кодовые сигналы замесов на других выходах коммутаторов 27 кодовых сигналов.
Применение новых элементов и новых связей в предлагаемом устройстве дает качественный пЬлодительный эф- фект, заключающийся в том, что гри этом обеспечивается получение и представление на мнемо.схеме более обширной информации о текущих значениях технологических потоков формовочных смесей в литейном цехе, а именно: точное значение величин замесов (ин13
90030114
Продолжение табл.1


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дифференцированного учета материала,перемещаемого конвейерной линией | 1971 |
|
SU450208A1 |
| Устройство для учета и контроля сыпучего материала в расходном бункере | 1979 |
|
SU855698A1 |
| Запоминающее устройство с исправлением ошибок | 1987 |
|
SU1585835A1 |
| Диспетчерский полукомплект теле-МЕХАНичЕСКОгО уСТРОйСТВА | 1979 |
|
SU822227A1 |
| Устройство для учета различных видов материалов,перемещаемых конвейерной линией | 1982 |
|
SU1101859A1 |
| УСТРОЙСТВО КОДОВОЙ ЦИКЛОВОЙ СИНХРОНИЗАЦИИ | 2008 |
|
RU2383104C2 |
| Устройство для счета залитых опок | 1977 |
|
SU714450A2 |
| Устройство для дифференцированного учета материала, перемещаемого конвейером | 1977 |
|
SU748469A1 |
| УСТРОЙСТВО КОДОВОЙ ЦИКЛОВОЙ СИНХРОНИЗАЦИИ | 2005 |
|
RU2302701C1 |
| СПОСОБ КОДОВОЙ ЦИКЛОВОЙ СИНХРОНИЗАЦИИ | 2011 |
|
RU2450436C1 |

Таблица2
о о I I о о
I I О О
о о Формула изобретения Устройство для дифференцированного контроля параметров технологических потоков формовочных смесей в литейном цехе, содержащее первые блоки регистров сдй.ига по числу параллельных конвейерных линий, второй, третий, четвертый и пятые блоки регистров сдвига по числу параллельных конвейерных линий, соединенные, с цифровыми -индикаторами мнемосхемы, датчики привода и затвора смесителей, блоки кодирования по числу смесителей, причем выходы датчи-ков соединены со входами блоков кодирования, а выходы первых блоков . кодирования соединены со входами соответствующих первых блоков регистров сдвига, датчики верхнего и нижнего положения плужковых c6pacHBaTejTeft и устройство для учета количества смеси в расходных бункера: Сг соединенное с цифровыми индикаторами мнемосхемы, отличающееся тем, что, с целью получения информации о параметрах технологических потоков различных сортов материалов, а также увеличения точности,устройство дополнительно содержит коммутатор тактовых сигналов, тактовые генераторы и датчики перемещения конвейерных ли ний, по числу конвейерных линий, блоки записи, корректирующие блоки, дат чики наличия смеси и коммутаторы кодовых сигналов, причем тактовые гене раторы и датчики перемещения конвейерных линий через коммутаторы тактовых сигналов соединены с тактовыми входами блоков регистров сдвига, дат чики наличия смеси соединены со входами корректирующих блоков, датчики верхнего и нижнего положения плуж
Таблица 3 ковых сбрасывателей соединены со входами коммутаторов кодовых сигналов, входы одних блоков записи соединены с выходами соответствующих блоков кодирования и выходами предьадущих секций первых блоков регистров сдвига, а выходы - со входами последующих секций этих блоков, входы корректирующих блоков соединены с выходами последних ячеек первых блоков регистров сдвига и пер,вой секции четвертого блока регистров сдвига,а их выходы - соответственно со входами второго блока регистров сдвига и второй секции четвертого блока регистров сдвига непосредственно, а со входами последующих секций второго блока регистров сдвига и со входами третьего блока регистров сдвига - через другие блоки записи, другие входы которых соединены с выходами соответствующих предыдуцщх секций второго блока регистров сдвига ,выходы соответствующих предыдущих секций четвертого блока регистров сдвига соединены со входами последующих секций этого блока . и со входами соответствующих пятых бло-ков регистров сдвига, а выходы предыдущих секций пятых блоков регистров сдвига соединены со входами последующих секций этих.блоков и со уходами устройства учета количества смеси в расходных бункерах через соответствующие коммутаторы кодовых сигналов. Источники информации, принятые во внимаиие при экспертизе 1.Авторское свидетельство СССР № 450208, кл, G 06 М 7/00, 1973. 2,Авторское свидетельство СССР № 459787, кл. G 07 С 3/08, 1973.
