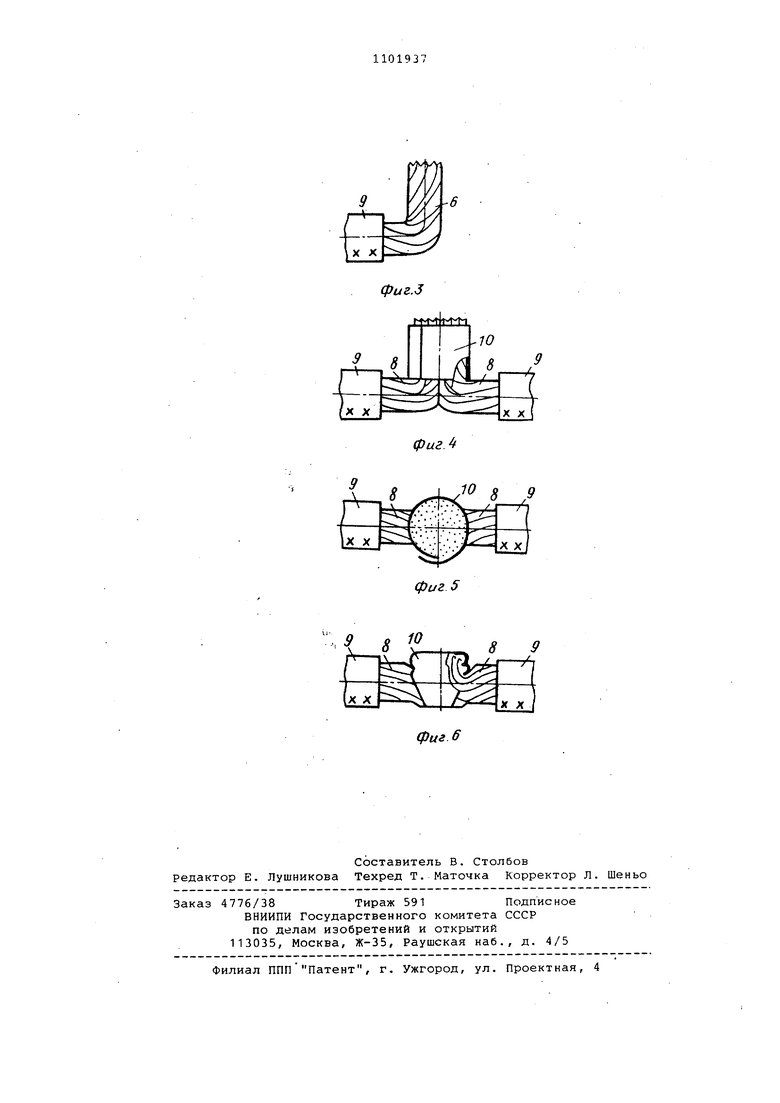
Изобретение относится к электротехнике, а точнее к способам соединения многожильных кабелей при монтаже электроустановок, линий переда чи электроэнергии и т.д. Известен способ неразъемного соединения многожильных кабелей путем подготовки концов соединяемых кабелей с последующей их сваркой и пайкой l .. Однако способ трудоёмок и дорого стоящий . Наиболее близким к пpeдлaгaeмo y по технической .сущности является способ соединения жил кабедя, включающий снятие изоляции, зачистку, и размещение их в соединительном элементе с последующей опре-ссовкой В качестве соеди-нительного элемента используют алюминиевые или медные гильзы 2J . Изготовление соединительных элементов из цветных металлов - обязательное требование, и оно обусловлено тем, что соединительный элемент в способе является переходным элементом между-двумя соединяемыми частями и должен иметь ту же электр проводность, что и жилы кабеля. Цель изобретения - экономия цветных металлов., , Поставленная цель достигается тем, что согласно способу, включаю щему снятие изоляции, зачистку и размещение их. в соединительном эле менте с последующей опрессовкой, перед размещением жил в соединител ном элементе концы жил отгибают в одном направлении, используют тонкостенный соединительный элемен а опрессовку производят вдоль оси отогнутых концов жил. На фиг. 1 изображено устройство для осуществления предлагаемого способа; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3-5 этапы подготовки концов кабеля к соединению; на фиг. 6 - вид места соеди
Фиг 2 нения с частичными вырезами соединительного элемента. Устройство для осуществления предлагаемого способа состоит из основания 1, с закрепленной на нем матрицей 2. В полости 3 матрицы 2 размещен с возможностью продольного перемещения пуансон 4. Соосно с пуансоном 4 на основании 1 закреплен с возможностью перемещения навстречу направлению движения пуансона 4 сухарь 5. На торце матрицы 2 выполнен по диаметру паз б для размещения в нем концевых частей 7 сухаря 5. На предлагаемом устройстве соединены две части многожильного сварочного кабеля сечением 70 мм . Работа, осуществляется следу1Ьщим образом. Соединяемые концы 8 кабеля защищают от изоляции 9 на длине 50 мм. Защищенные концы жилы длиной 25 мм изогнуты под углом 90 к оси кабеля Сфиг. З). Сложив вместе отогнутые концы, обматывают тонкой металлической полоской, образовав вокруг защищенных концов соединительный элемент -(гильза) 10 (фиг. 4 и 5) , который предотвращает распадение жил кабеля. Можно на зачищенные концы надеть заранее заготовленные тонкостенный соединительный элемент. Подготовленные таким образом концы вводят в полость 3 матрицы 2, располагая при этом прямые участки концов в диаметральном пазу 6. Поджав сухарем 5 с одной стороны, а с другой стороны - пуансоном 4, начинают опрессовку жил кабеля вдоль их оси. В процессе опрессовки происходит беспорядочное переплетение и обжатие жил в гильзе вовнутрь способствует заполнению пространства между жилами кабеля. В резульатате такой опрессовки обеспечивается плотный, надежный контакт между жилами двух частей кабеля.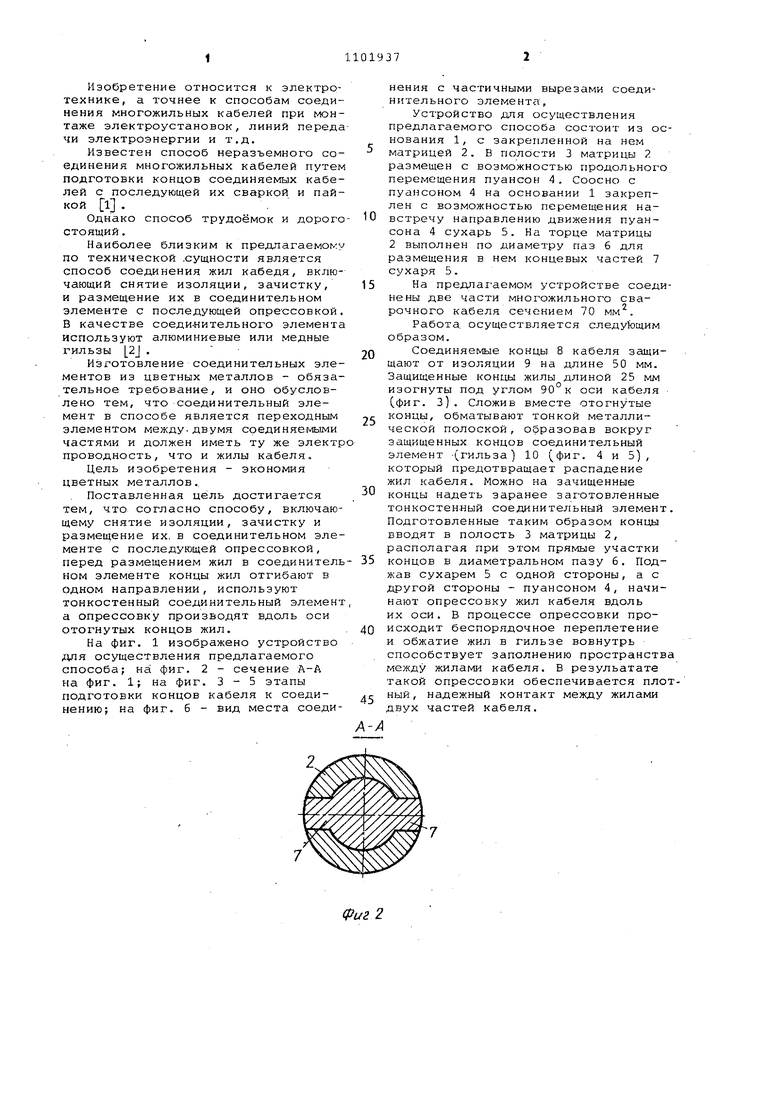
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для оконцевания кабеля | 1980 |
|
SU1029288A1 |
| СПОСОБ СОЕДИНЕНИЯ СИЛОВЫХ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ | 1993 |
|
RU2045799C1 |
| Устройство для формообразования и опрессовки токопроводящих жил | 1990 |
|
SU1758742A1 |
| СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ СИЛОВОГО КАБЕЛЯ С ИЗОЛЯЦИЕЙ ИЗ СШИТОГО ПОЛИЭТИЛЕНА И СПОСОБ МОНТАЖА МУФТЫ | 2001 |
|
RU2190913C1 |
| РЕЖУЩЕ-ЗАЖИМНОЙ ГИЛЬЗОВЫЙ КОНТАКТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2076408C1 |
| СПОСОБ СОЕДИНЕНИЯ, ЭКВИПОТЕНЦИАЛЬНЫЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ОТВЕТВЛЕНИЯ И СЕТЬ ОБРАТНОГО ТОКА С ЭКВИПОТЕНЦИАЛЬНЫМ СОЕДИНЕНИЕМ В НЕПРОВОДЯЩЕЙ КОНСТРУКЦИИ | 2013 |
|
RU2608754C2 |
| СПОСОБ ОДНОВРЕМЕННОГО СРАЩИВАНИЯ ЖИЛ ВЫСОКОВОЛЬТНОГО КАБЕЛЯ С ПОМОЩЬЮ МИКРОВЗРЫВА | 1999 |
|
RU2164461C2 |
| Способ монтажа соединителя к кабелю и устройство для фиксации деталей соединителя в изоляции кабеля | 1990 |
|
SU1818648A1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДОВ | 2000 |
|
RU2205483C2 |
| Переносный гидравлический пресс | 1919 |
|
SU93563A1 |
СПОСОБ СОЕДИНЕНИЯ ЖИЛ . КАБЕЛЯ, включающий снятие изоляции, зачистку и размещение их в соединительном элементе с последующей опрессовкой, отличающийся тем, что, с целью экономии цветных металлов, перед размещенным жил в соединительном элементе концы жил отгибают в одном направлении, используют тонкостенный соединитель-. ный элемент, а опрессовку производят вдоль оси отогнутых концов жил. (Л со СА:) ч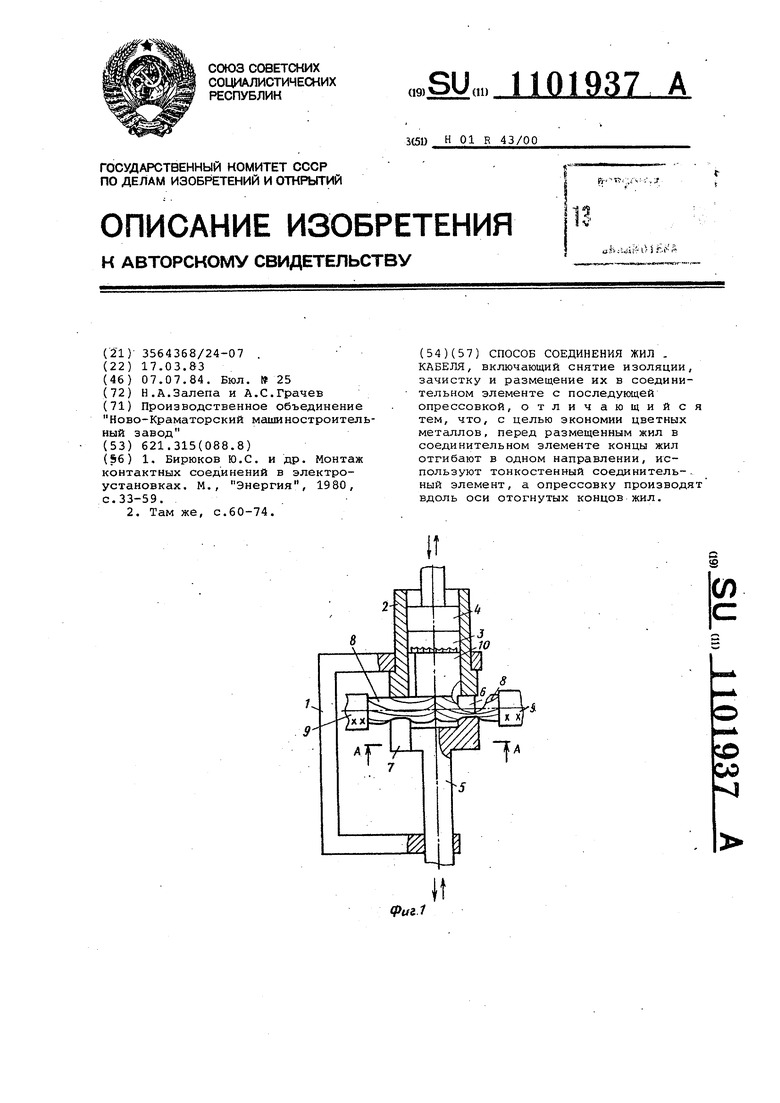
8
8 9
фиг 6
