Известны машины для изготовления асбоцементных листов, снабженные устройством, разрезающим заготовку на форматном барабане, .действующим от валика трения, вращаемого заготовкой по достил ении ею заданной толщины, а также вагонеткой для укладки на нее листов стопами.
Предложенная мащина для изготовления асбоцементных листов поз.воляет придавать листам волнистость, разрезать листы на фарматном барабане, укладывать изготовленные сырые листы в стопы без прокладок на вагонетку.
Волнистость листов образуется устройством, состоящим из четырех валов с установленными на них роликами, поддерживающими профильные бесконечные ремни. Устройство для разрезания заготовки на форматном барабане выполнено в виде поперечного, прикрепленного к станине с возможностью поворота ножа. Для укладки отформованных листов на вагонетку в стопы применено устройство, выполненное в виде рычага с укрепленными на его длинном плече роликами для подхватывания листов, а на коротком плече - валиком для взаимодействия с кулачком, с целью поворота длинного плеча рычага в горизонтальное положение при подхватывании движущегося листа. От расползания сырых волнистых листов под действием силы тяжести, уложенных на вагонетку в стопу без прокладок, вагонетка снабжена вертикальными бортами.
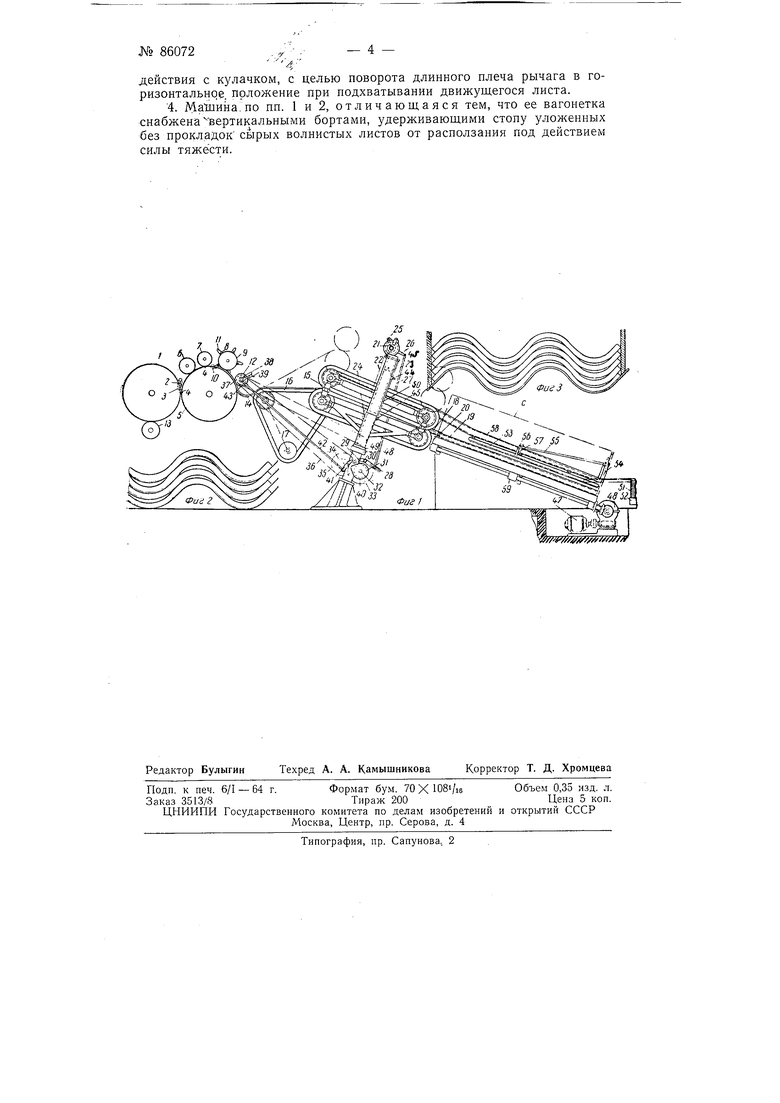
На фиг. 1 схематически изображена мащина, вид сбоку; на фиг. 2 - профиль волнистых плит с прокладками и на фиг. 3 - профиль плит, уложенных без прокладок.
Мащина имеет форматный барабан 1, срезание и снятие листа с которого производится ножом 2 с помощью рычажка 3 и ролика 4, .прикрепленного к барабану 5.
ЛЬ 86072
Срезанный лнст при дальнейшем движении подвергается продольной обрезке кромок круглыми, принудительно вращающимися ножами б,, лезвия которых входят в узкие канавки барабана 5.
Затем, минуя ведущий валик 7, концы листа подвергаются поперечной обрезке ножами 8, прикрепленными к валу 9, при его повороте и зацеплении щтифта 10 за ручки //.
Барабан 5 имеет около штифта 10 и ролика 4 канавку, заполненную баббитом или твердой резиной.
Длина окружности барабана 5 должна соответствовать длине вырабатываемой плиты.
После поперечной обрезки концов лист проходит между вторым ведущим трубоваликом 12.
Трубовалики 7 и 12 отстоят от барабана 5 на расстоянии 0,5-1 лиг и могут регулироваться. Нажатие их на асбестоцементный лист производится пружинами. Вращение валов воспринимается через паразитную щестерню цепной передачей от пресс-вала 13 папмашипы.
Валики 7 и /2 предназначаются также для прокатки асбестоцементных листов с целью их уплотнения.
При выходе из под валика 12 лист, обрезанный со всех четырех сторон, минуя спуск 14, направляется к волнировочному устройству 75 с помощью транспортера 16, имеющего натяжные ролики /7. Транспортер 16 состоит из отдельных надетых па щкивы колец. Бесконечные кольца для транспортера применяются из отработанных резиновых колец волнировочного устройства. При выходе из последнего сволпированный лист 18, продвигаясь, укладывается на прокладку 19. изготовленную из швеллерного железа на платформу 20. Сверху сырого листа кладется следующая прокладка, вследствие чего высота стопы каждый раз увеличивается на сумму толн1,ин прокладки и сырого листа с обшим наращиванием высоты до 14,2 /iLU. Па эту величину наращивания высоты стопы волнировочный аппарат после каждого вновь сволнированного листа автоматически поднимается благодаря повороту двух цепных звездочек 21, через которые перекинуты цепи Галля 22. Звездочки укреплены на раме 23, а цепи Галля в нижней части на звездочках 24.
Периодический поворот звездочек 21 осуществляется фрикционной собачкой 25, прикрепленной к рычагу 26, соединенному тягой 27 с рычагом 28, оканчивающимся роликом 29, поворачивающимся вокруг оси 30 благодаря действию кулачка 31, насаженного на вал 32. Вращение кулачкового вала производится с помощью пары цилиндрических зубчатых колес 33, 34 и ценной передачи 35, 36 и 37, из которых последняя насажена па ведущий вал 12.
Включение и выключение вала 32 происходит посредством муфты, насаженной на валик 12, вилки 38, упора 39, кулачка 40 для выключения муфты рычагом 41 с роликом, тяги 42 и рычага 43.
По достижении определенной высоты стопы С, а следовательно и подъема волнировочного аппарата, опускание последнего в исходное положение производится следующим образом: упор 44 устанавливается на определенной высоте, соответствующей принятой высоте стопы С. При периодическом подъеме волнировочного аппарата кольцо 45 при своем верхнем положении, нажимая на упор 44, произведет поворот рычага 46, оканчивающегося переводной вилкой 47, которая в это время разомкнет соединительную муфту. Волнировочный аппарат, имея вес несколько больший по сравнению с противовесом, будет опускаться до упора с резиновым кольцом 49.
Для более плавного и равномерного опускания внутренняя часть колонок на некоторой высоте заполняется маслом или вместо масла создается воздушный буфер.
При опускании в нижнее положение кольцо 45, действуя на тягу 50, произведет обратный поворот рычага 46 и включит муфту, восстановив ее рабочее состояние.
Укладка прокладок в стопу и транспортировка стопы с платформой осуществляется следующим образом.
Из стопы 51 прокладки, находящиеся на платформе 52, перекладываются поочередно с сырыми листами вручную в стоиу С или прокладки могут выдвигаться предварительно на угольники 53, с которых затем будут сбрасываться на сырые листы с помощью поворота штурвального колеса 54, поворачивающего угольники 53 валиком 55, рычагами 56 и 57. Угольники щарнирно нодвещены к двум консольным балкам 58 коробчатого сечения, прикрепленным к волнировочному аппарату. Как только стопа С достигнет полной высоты, опорные ролики 59 автоматически иачинают вращаться и стоиу двигают в сторону, а на ее место рольганг передвинет порожнюю платформу.
Автоматическое включение рольганга происходит поворотом рычага 46, действующего на включатель электродвигателя 47, связанного муфтой с редуктором 48, от которого через конические передачи рольганг получает вращение. Включение электромотора производнтсяа опусканием волнировочного аппарата, действующего на включатель в обратном направлении.
Для предупреждения искажений крайних полуволн при укладке сырых сволнированных листов в стопы без прокладок нeoбxoди.io ставить боковые направляющие - вертикальные борты (фиг. 3).
Длина всех механизл№в мащины с платформой для прокладок составляет 10 м. При применении способа укладки плит в стопы без прокладок длина механизмов без платформы около 7 м.
Предмет изобретения
1.Мащина для изготовления волнистых асбестоцеме.нтных листов, снабженная разрезающим заготовку на форматном барабане устройством, действующим от валика трения, вращаемого заготовкой по достижении ею заданной толщины и вагонеткой для укладки на нее листов стопами, отличающаяся тем, что волнистость листов образуется устройством, состоящим из четырех валов с установленными на них роликами, иоддерживающими профильные бесконечные ремни, причем расстояние между передними валами таково, что между гребнями ремней, удерживаемых роликами одного и другого вала образуется зазор, равный толщине листа, а ролики на передних валах сндят с больщими промежутками по валу, чем на паре задних валов, причем расстояние между последними сделано таким, что ремни, надетые на ролики нижнего заднего вала, заходят в промежутки между ремнями верхнего заднего вала.
2.Мащина по п. 1, отличающаяся тем, что устройство для разреза11ия заготовки на форматном барабане выполнено в виде поперечного, поворотно укрепленного на станине ножа, снабженного рычагом для взаимодействия с роликом, монтированным на валике трения, с целью поворота поперечного ножа.
3.Мащина по пп. 1 и 2, отличающаяся тем, что для укладки отформованных листов в стопы применено устройство, выполненное в виде рычага с укрепленными на его длинном плече роликами для подхватывания листов, а на коротком плече - валиком для взаимо- 3 -Ле S6072
действия с кулачком, с целью поворота длинного плеча рычага в горизонтальное, положение при подхватывании движущегося листа.
4. Машина по пп. 1 и 2, отличающаяся тем, что ее вагонетка снабжена-вертикальными бортами, удерживающими стопу уложенных без прокладок сьфых волнистых листов от расползания под действием силы тяжести.
//iW /y/if/ W/jr
