РО
о
9)
сд Изобретение относится к газопечн теплотехнике и можеТ найти примене нйе при скоростном струйном нагреве заготовок в нагревательных и термических печах в металлургической, ма шиностроительной, автомобильной и р других отраслей промьшшенности. Известен способ скоростного стру ного нагрева металла, который осуще вляется в результате удара высокоскоростной струи продуктов сгорания о нагреваемую поверхность 1 J. Наиболее близким к изобретению является способ скоростного струйного нагрева цилиндрических заготов в проходных печах со сводовым отопл нием и сплошным керамическим подом, включающий оДноручьевое продольное оси печи перемещение заготовок на поду, подачу скоростных горящих газощоздушных струй по нормали к поверхности заготовки 2). Недостатком этих способов нагрев является низкий КДЦ печи вследствие малоэффективного использования топЛива, что приводит к увеличению длительности нагрева металла и, как следствие, к снижению его качества. Малоэффективное использование топлива обусловлено тем, что геометрические размеры рабочего пространства печей скоростного струйного нагрева цилиндрических заготовок не согласованы с диаметрами нагреваемых изделий и начальным диаметром газовоздушных струй, подаваемых в печь. Целью изобретения является повышение эффективности использования топлива и качества нагрева заготово Поставленная цель достигается тем, что согласно способу скоростного струйного нагрева цилиндрическ заготовок в проходных печах со сводовым отоплением и сплошным керамическим подом, включающему одноручье вое вдоль оси печи перемещение заго товок на поду, подачу скоростных горящих газовоздушных струй по нормали к поверхности заготовки, начал ный диаметр газовоздушных струй формируют равным 0,3-0,35 диаметра, заготовки, расстояние от выхода струи по нормали до заготовки поддерживают равным 1,5-2,45 диаметра заготовки, а от боковой стены до заготовки - 0,9-1,2 диаметра заготовки, при этом ось струи направляю параллельно боковым стенам печи. Эффективность использования топлива и повьш1ение качества нагрева заготовок обеспечивается за счет рационального расположения заготовок и системы горящих газовоэдушных струй в рабочем пространстве печи. Рациональное расположение струй и заготовок позволяет получить максимальные и равномерные по поверхности заготовок коэффициенты теплоотдачи, что приводит к снижению удельного расхода топлива и улучшению качества нагрева заготовок. Геометрия горящих газовоздушных струй оказывает существенное влияние на режим нагрева заготовок. Так, при уменьшении отношения начального диаметра струи к диаметру заготовки менее 0,3 возникает опасность перегрева заготовки в лобовой по отношению к струе точке и оплавления этой области, а при увеличении указанного отношения больше 0,35| происходит снижение средних коэффициентов теплоотдачи к поверхности заготовки и, следовательно, интенсивности теплообмена в печи. При уменьшении отношения расстояния от выхода струи по нормали до заготовки к диаметру заготовки менее 1,5 возникают отрывные течения у поверхности заготовки, что резко снижает равномерность нагрева заготовок и интенсивность теплообмена. При увеличении указанного отношения более 2,45 происходит существенное снижение скоростей в струе у загс- товки, что ведет к снижению интенсивности теплообмена и перерасходу топлива. При уменьшении отношения расстояния от боковой стены до заготовки к диаметру заготовки менее 0,9 и при увеличении этого от юшения более 1,2 нарушается равномерность омывания струей кладки боковых стен, что приводит к уменьшению теплоотдачи от струи к кладке, а значит к снижению ее температуры и интенсивности теплоотдачи излучением от кладки к металлу. Предлагаемый способ скоростного струйного нагрева цилиндрических заготовок осуществляется следующим образом. При нагреве в печи заготовок указанного диаметра устанавливаются геометрические соотношения системы:
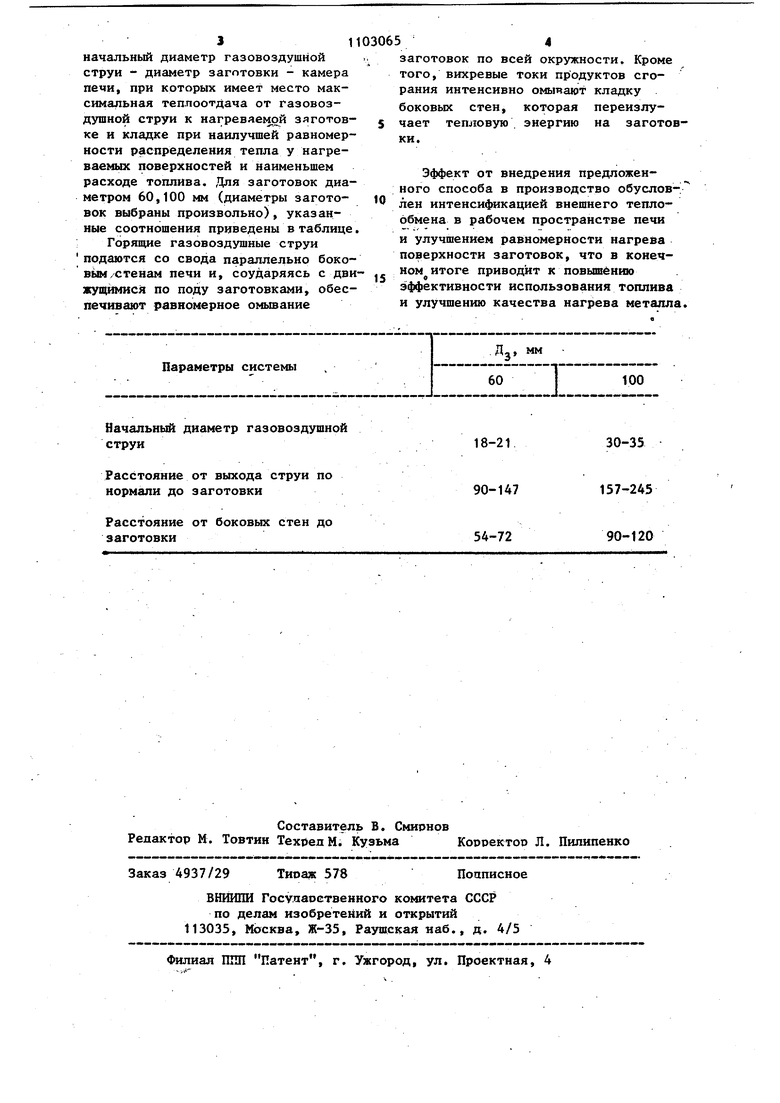
начальный диаметр газовоздушной струи - диаметр заготовки - камера печи, при которых имеет место максимальная теплоотдача от газовоздушной струи к нагреваемой зяготовке и кладке при наилучшей равномерности распределения тепла у нагреваемых поверхностей и наименьшем расходе топлива. Для заготовок диаметром 60,100 мм (диаметры заготовок выбраны произвольно), указанные соотношения приведены в таблице
Горящие газовоздушные струи подаются со свода параллельно боковым/стенам печи и, соударяясь с движущимися по поду заготовками, обеспечивают равномерное омывание
заготовок по всей окружности. Кроме того, вихревые токи продуктов сгорания интенсивно омыпают кладку боковых стен, которая переизлучает тепловую . энергию на заготовки.
Эффект от внедрения предложенного способа в производство обуслов- лен интенсификацией внешнего теплообмена в рабочем пространстве печи
и улучшением равномерности нагрева поверхности заготовок, что в конечном итоге приводит к повышению эффективности использования топлива и улучшению качества нагрева металла.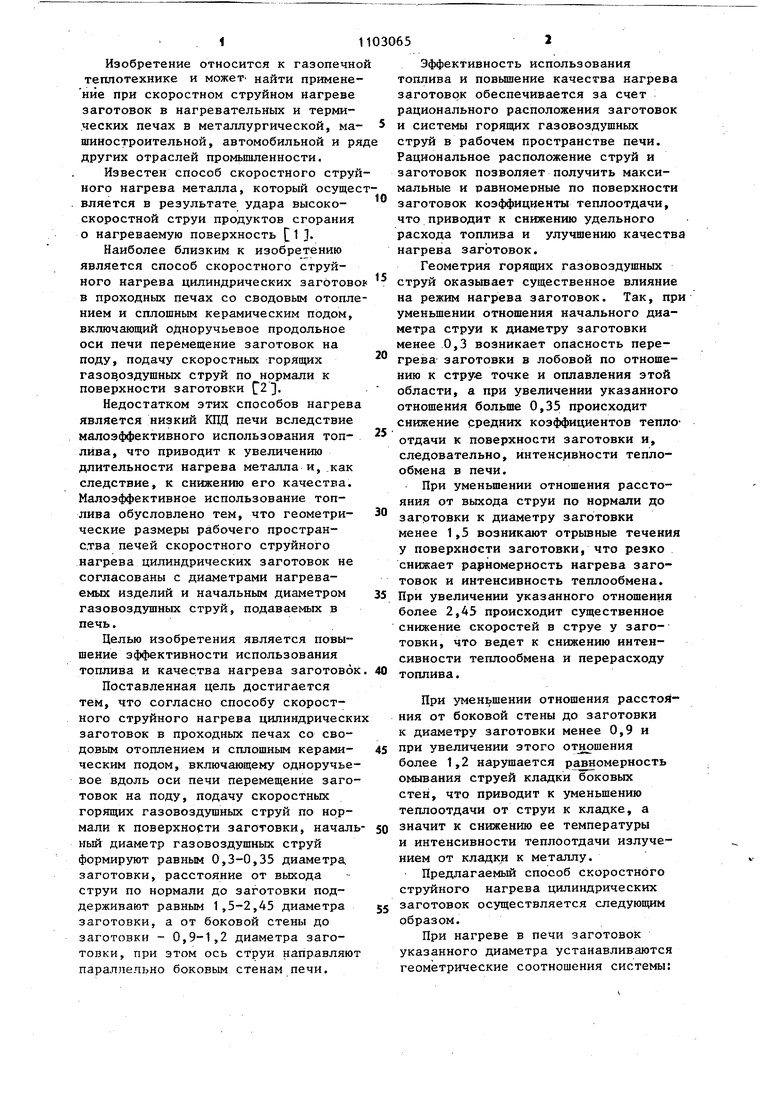
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ скоростного струйного нагрева цилиндрических заготовок | 1984 |
|
SU1174486A1 |
| Способ струйного нагрева цилиндрических заготовок | 1983 |
|
SU1168616A1 |
| Печь струйного нагрева | 1983 |
|
SU1104345A1 |
| Печь для нагрева концов длинномерных цилиндрических заготовок | 1988 |
|
SU1675359A1 |
| Методическая печь | 1982 |
|
SU1081399A1 |
| Способ нагрева металла | 1987 |
|
SU1451511A1 |
| БЕЗВАННОВОЕ ПЛАВЛЕНИЕ ГОРНЫХ ПОРОД ПО СПОСОБУ Р.Д.ТИХОНОВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230709C2 |
| Печь косвенного нагрева металла | 1978 |
|
SU817451A1 |
| Методическая печь | 1982 |
|
SU1067329A1 |
| Способ отопления промышленных печей | 1978 |
|
SU787486A1 |
СПОСОБ СКОРОСТНОГО СТРУЙНОГО НАГРЕВА ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК в проходных печах со сводовым отоплением и сплошным керамическим подом, включааиций одноручьевое вдоль оси печи перемещение заготовок на поду, подачу скоростных горящих газовоздушных струй по нормали к поверхности заготовки отличающийся тем, что, с целью повышения эффективности использования топлива и качества нагрева заготовок, начальный диаметр газовоздушной струи формируют равным 0,3-0,35 диаметра заготовки, расстояние от выхода струй по нормали до заготовки поддерживают равным 1 ,5-2,45 диаметра заго-товки, а от боковой стены до заготовки 0,9-1,2 диаметра загбтовки, при этом ось струи направляют параллельно боковым стенам печи.
Начальный диаметр газовоздушной струи
Расстояние от выхода струи по нормали до заготовки
Расстояние от боковых стен до заготовки
30-35
18-21
157-245
90-147
90-120
54-72
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Куэнечно-штамповочное производство | |||
| М., Машиностроение, 1978, Н 3, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
