Изобретение относится к получению расплава из вулканических преимущественно содержащих тугоплавкие примеси стекол - горных пород, а также из бытовых и промышленных стеклоотходов, в частности к интенсификации процесса плавления, и может найти применение в технологиях изготовления негорючих волокнистых утеплителей для различных областей промышленного и гражданского строительства.
Известен способ интенсивной варки стекла в ванных печах, отапливаемых газом, путем тонкослойной загрузки шихты на перегретое зеркало ванны, позволяющий существенно сократить время получения готовой стекломассы и увеличить съем расплава с квадратного метра зеркала /1/.
Недостатком этого технического решения является сложность процесса шихтоподготовки и загрузки шихты в печь, а также значительные потери шихты от уноса мелких фракций с зеркала ванны в регенеративные нагревательные колодцы.
Известен другой способ и устройство для интенсивного плавления минеральной шихты в ванных печах плавление в шихтовых кучах с помощью направленного высокотемпературного факела разовых горелок. При этом для интенсификации тепломассообмена осуществляют постоянный набрызг перегретого расплава на шихтовые кучи. Расплав, стекая по уклону тонкой пленкой, стаскивает за собой на зеркало частички шихты, обеспечивая быстрый их проплав /2/.
Недостатком известного изобретения является большая энергозатратность на поддержание значительного рециркуляционного объема перегретого расплава для обеспечения процесса набрызгал, а также сопутствующий этому способу большой капельный унос расплава в дымоотводящий тракт.
Из /3/ известен еще один способ интенсификации процесса плавления мелкодисперсной минеральной шихты на наклонных поверхностях - полках с газопламенным или косвенным электродуговым обогревом. По мере того, как расплав стекает с обогреваемых склонов, убыль проплавляемого слоя поддерживается свежими порциями загрузки. Получаемый первичный расплав поступает на провар и гомогенизацию в накопительный, отапливаемый газом бассейн. Углы наклона плавильных откосов выбирают с учетом дисперсности шихты, степени сыпучести, а также жидкотекучести расплава.
К недостатку способа следует отнести его непригодность для плавления горных пород, поскольку данным способом можно плавить только легко фриттуемые щелочные шихты, способные зависать и плавиться при нагреве на крутых откосах.
Необходимо отметить, что получение расплава из силикатных шихт осуществляют главным образом с использованием печей с жидкой накопительно-расходной ванной, за счет контакта частичек загружаемой шихты с перегретым расплавом. При этом расплав и ванна, в свою очередь, нагреваются радиационным теплом, которое излучают свод и стены печи. Однако предельная эксплуатационная температура свода и стен ограничена жаростойкостью огнеупоров 1600°С. Для того, чтобы нагреть ванну до температуры, равной температуре свода, печь должна длительно работать в холостом режиме без выдачи расплава, так как загрузка холодной шихты резко снизит температуру ванны. Все это делает плавку силикатов в жидкой ванне при непрерывной выдаче расплава - малопроизводительной и неэкономичной. В то же время совершенно очевидно, что увеличить производительность плавильных печей невозможно без освоения температур нагрева 1700...2000°С, т.е. выхода за пределы жаростойкости выпускаемых промышленностью огнеупоров. В газовых печах с радиационным нагревом эту проблему решить невозможно. Тем не менее проблема может быть решена, если использовать конвективный ударно-струйный нагрев шихты высокотемпературными газами.
Известна проходная газовая печь со сводовым отоплением для скоростного ударно-струйного нагрева металлических заготовок под ковку, закалку и т.п. целей до температуры 1200...1300°С /4/. Нагреваемый металл находится на карборундовой подвижной подине, которая опирается на роликовую платформу с кривошипным возвратно-поступательным приводом. Для подачи высокотемпературных газов в своде печи установлены четыре скоростные газовые горелки типа ГВ, разработанные институтом ВНИИпромгаз /5/. Горелка ГВ включает воздухоохлаждаемую камеру горения, изготовленную из жаропрочной стали Х23Н18 и кожух из стали Х18Н10Т. Остальные узлы и детали изготовлены из Ст.3. Скорость истечения продуктов сгорания топлива 100...200 м/с. Расход газа 1,75...14,0 нм3/ч. Горелка снабжена электроискровым запальным устройством. При подогреве воздуха на горение температура факела может достигать 1900°С. Скорость нагрева при ударно-струйном способе в 6-10 раз выше, чем при обычном настильно-факельном. Печи с ударно-струйным нагревом по интенсивности нагрева близки к индукционным электрическим печам, применяемым для нагрева металла.
Исследования показали /5/, что в печах с ударно-струйным скоростным нагревом наибольшая теплоотдача от струи приходится на подину и прилегающее к ней основание боковой стенки, причем количество тепла, передаваемое на свод и прилегающую к своду части стены, в 4-5 раз меньше, чем на подину.
Недостатком известного технического решения является непригодность подовой части печи для получения расплава из силикатной шихты, а также ограниченные технологические и конструктивные возможности керамического свода для многорядного размещения горелок и загрузочных устройств подачи шихты.
Наиболее близким по своей технической сущности и достигаемому эффекту к предлагаемому изобретению является способ получения расплава на скатной подине без накопительной ванны, реализованный в изобретении /6/ для получения стекла из отходов производства стеклопластиков. Печь содержит бассейн с керамическим наклонным под углом 3-5° односкатным подом. В бассейне выложен проток, нижний подовый брус которого в торце имеет вертикальную канавку для образования струи стекла. На расстоянии 150-200 мм от нижней кромки бруса в поду выполнено конусообразное отверстие, через которое свободно падает струя стекломассы. Для загрузки отходов в печь служит боковой карман. Печь обогревается двумя газовыми горелками среднего давления, которые установлены с торговой стороны бассейна. Печь работает следующим образом. Зажигают горелки отопления и при достижении в печи температуры 1380-1400°С через боковой карман на подину загружают первую порцию отходов стеклопластиков. Затем включают вентилятор подачи горячего воздуха, который усиливает выгорание органических компонентов связующего, после чего прокаленное стекло плавится и по наклонной подине течет к выработочному протоку - лотку, пройдя который по вертикальной канавке тонкой струей, свободно падает по центру подового отверстия.
Недостатком выбранного прототипа является невозможность получения расплава из более тугоплавких, чем стекло материалов, например горных пород.
Целью настоящего изобретения является интенсификация процесса получения расплава из вулканических стекол - горных пород, а также бытовых и промышленных стеклоотходов.
Поставленная цель достигнута тем, что в способе плавления вулканических горных пород, содержавших тугоплавкие примеси - кварциты и др., включающий загрузку и плавление шихты на твердом основании при непрерывном гравитационном отборе расплава на выдачу, шихту плавят на перегретых локальных участках твердого основания - жаровых пятнах, которые формируют с помощью направленного ударно-струйного нагрева при температуре 1700±250°C, причем шихту на жаровне пятна дозируют тонким слоем и/или в виде кусковой россыпи, а получаемый расплав в процессе отбора непрерывно сепарируют от непроплава на твердое основание с периодическим удалением из печи с помощью скребка. Согласно изобретению одно жаровое пятно формируют по крайней мере двумя ударно-струйными потоками; на твердом основании, локально или по всей площади плавильной зоны, с целью защиты пода от размывания скоростным факелом, оставляют постоянный слой восстановленного металла.
В устройстве для осуществления предлагаемого способа, включающем плавильную с керамическим сводом и наклонным односкатным подом печь, загрузчик шихты, горелки для сжигания углеводородного топлива с системой дымоотвода, выработочный смонтированный внутри печи лоток с вертикальным на торце каналом, под который в подине образовано конусообразное отверстие для слива расплава, - подина или ее часть выложены горизонтально, а свод печи выполнен водоохлаждаемым в виде по крайней мере одной горелочной панели, сваренной из листовой стали, с цилиндрическими монтажными фирмам, технологическими отверстиями для загрузки шихты, замера температур, отбора газовых и шлаковых проб и др., панель с огневой стороны футерована легковесным теплоизоляционный огнеупором, на внешней стороне панели выполнены монтажные захваты и ребра продольно-поперечной жесткости, причем в фурмах установлены горелки для сжигания газа и/или жидкого топлива, факел которых взаимодействует с подом печи при скорости соударения 30...250 м/с и соотношениях высоты свода "Н" к среднему диаметру жарового пятна "Д" в пределах, Н/Д: 0,5...4,0. В качестве варианта исполнения - свод или часть свода выполнены с наклоном в соответствии с профилем пода. В фурмах свода установлены газовые горелки ударно-струйного нагрева с номинальной /7/ тепловой мощностью 100...1200 кВт при скорости истечения продуктов сгорания топлива на срезе сопла 160 м/с. В соответствии с изобретением внутри печи параллельна основным стенкам установлена по крайней мере одна массивная отражательная фальшстена из высокоогнеупорного материала, причем зазор между стенками составляет 0,1...2,5 от величины среднего диаметра жарового пятна. Подина печи в зоне плавления шихты перегорожена шлаковым затвором с частичным заглублением в жидкий металл и снабжена леткой для слива прибыли металла. Кроме того, подина выполнена с уклоном на два ската, причем конек скатов общий и расположен в поперечном и/или продольном сечениях подины. Уклоны скатов подины ориентированы оппозитно друг другу, а их нижние торцы примыкают к общему выработочному лотку. Как вариант исполнения - уклоны двухскатной подины ориентированы в противоположные стороны к индивидуальным выработочным лоткам. Согласно заявленного устройства подина или ее отдельные участки снабжены колосниковыми выступами и/или перегородками в виде усеченных пирамид, конусов, полусфер, решеток или иной феометрической формы, выполненными сварнолитыми из железохромистого сплава с содержанием хрома 35...75%.
Выработочный лоток изготовлен сварнолитым методом из железохромистого сплава с содержанием хрома 35...75%. Как еще один вариант исполнения - подина печи выложена из хромоксидных керамических огнеупоров с содержанием оксида хрома 92,5...96,0%.
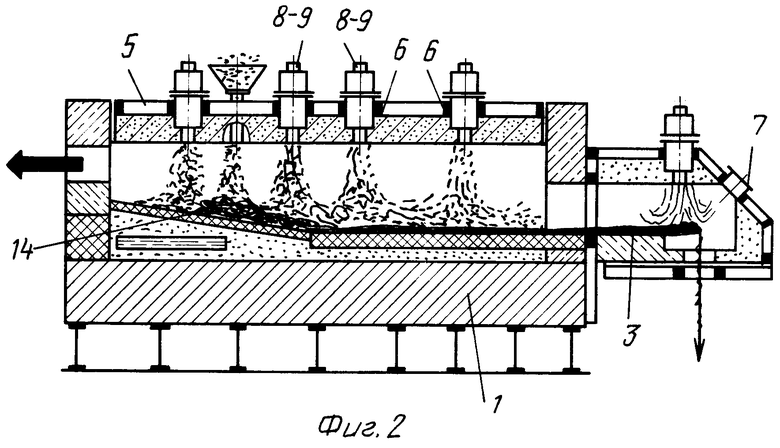
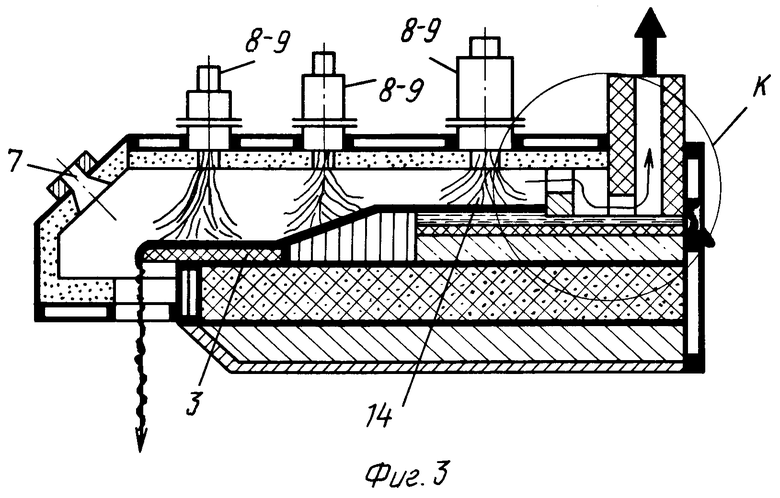
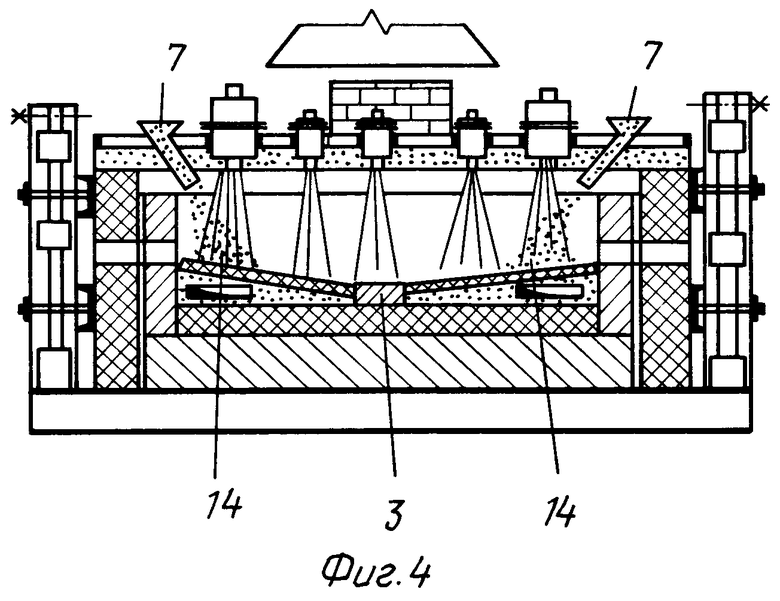
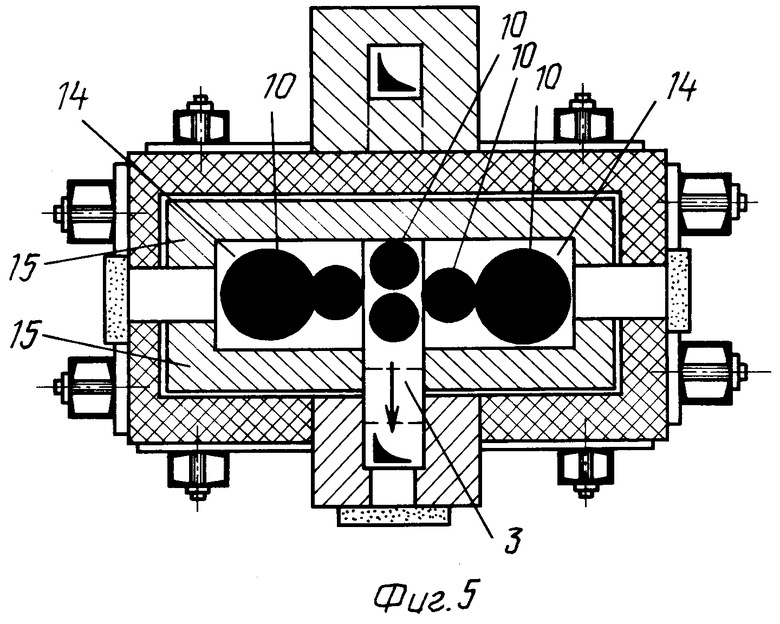
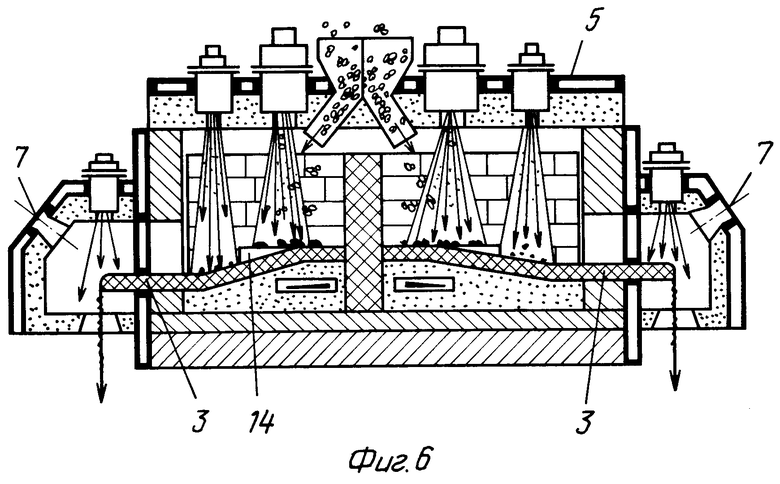
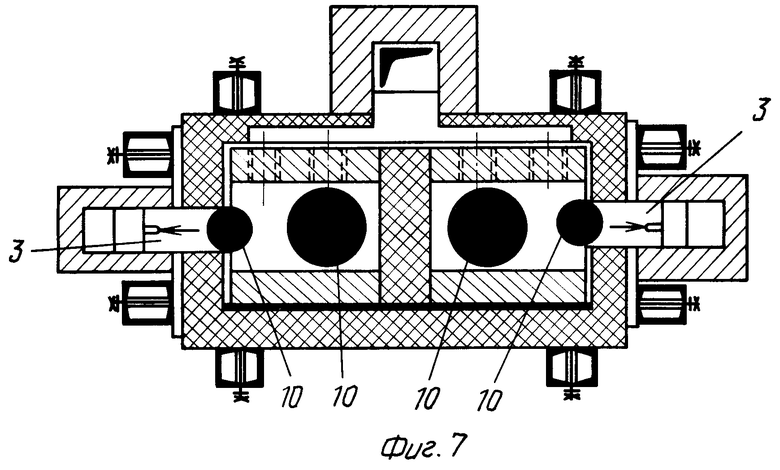
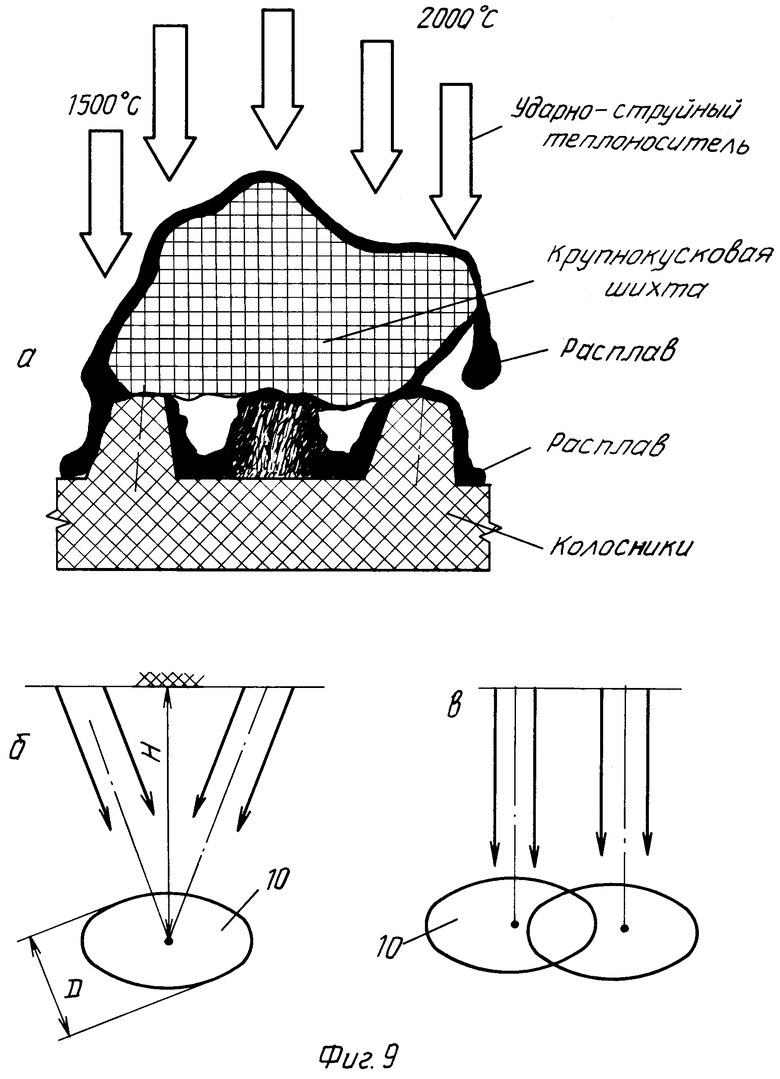
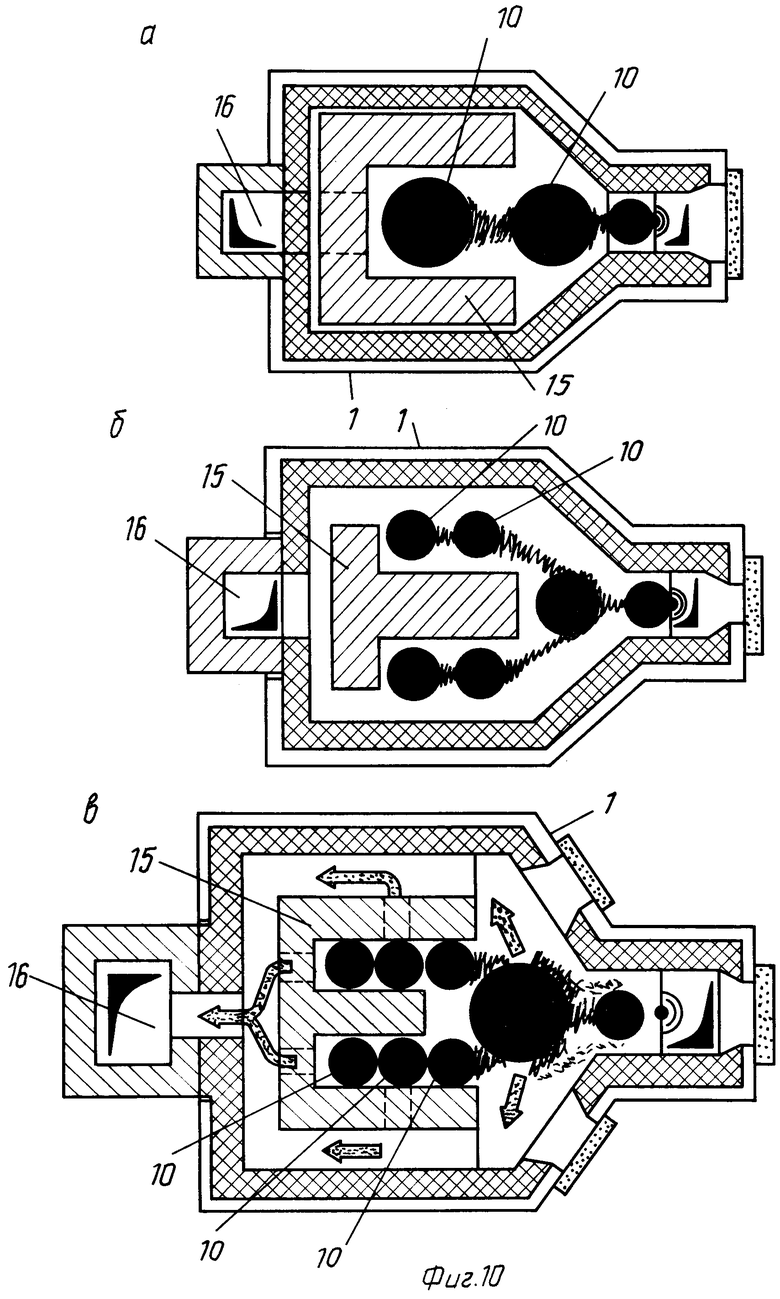
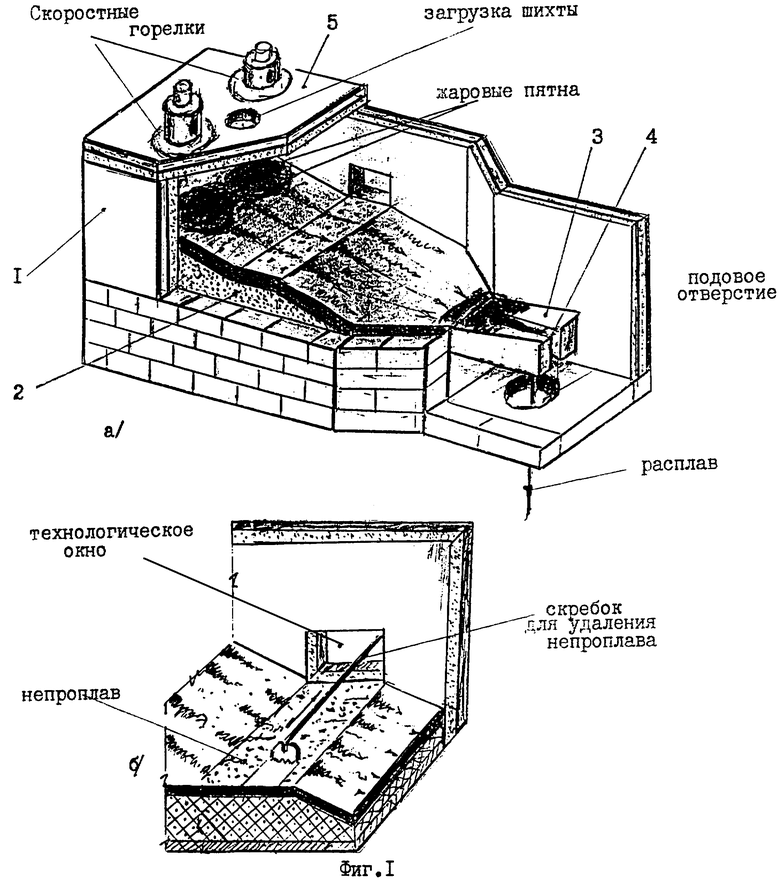
На фиг.1 изображены общий вид предлагаемого устройства, боковой разрез и принципиальная схема безваннового способа плавления горных пород, содержащих тугоплавкие примеси с сепарацией и удалением непроплава из печи; на фиг.2 представлен боковой разрез печи с частично наклонной подиной и горизонтальным выроботочным участком; на фиг.3 - вариант плавления шихты на горизонтальной подине, защищенной слоем жидкого чугуна; на фиг.4 - узел отстоя и непрерывного слива прибыли восстановленного металла; на фиг.5-6 схематически изображена плавильная печь с двухскатной подиной с уклоном каждого ската к общему выработочному лотку; на фиг.7-8 показана печь с двухскатной подиной, уклоны которой ориентированы в противоположные стороны, к индивидуальным выработочным лоткам; на фиг.9 - схема взаимодействия конвективных ударно-струйных потоков горелок с шихтой /а/ и с подиной /б/; на фиг.10 показаны различные варианты размещения в печном пространстве фальшстенок и жаровых пятен на подине, а также фрагмент схемы дымоотвода.
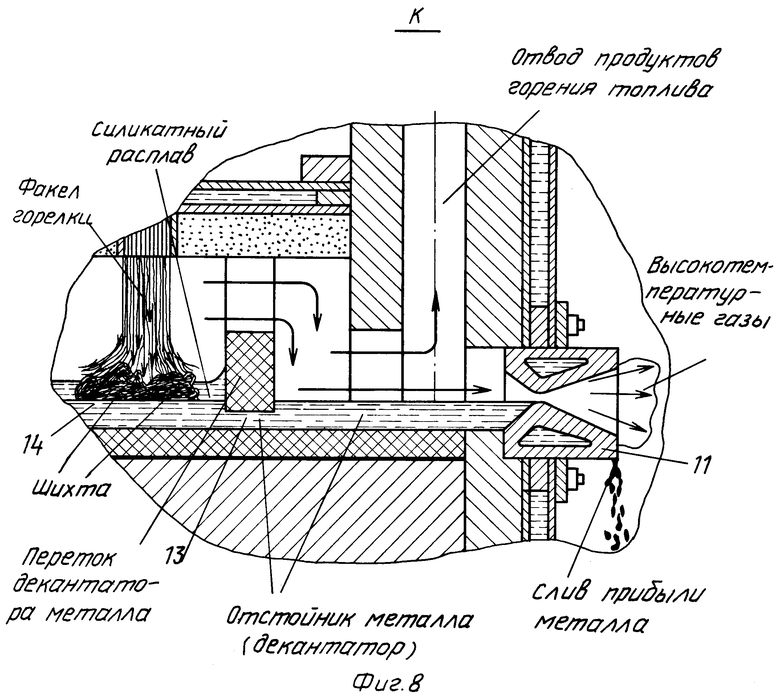
Устройство для безваннового плавления горных пород по предлагаемому способу представляет собой плавильную 1 печь, которая включает керамический выложенный из огнеупорных брусьев 2 под, выработочный 3 лоток с вертикальным 4 каналом, полый водоохлаждаемый 5 свод, выполненный в виде горелочной панели, сваренной из листовой стали с цилиндрическими 6 фурмами и технологическими 7 отверстиями для загрузки шихты, отбора шлака и газовых проб, замера температур и т.п. Свод с огневой стороны футерован огнеупорным 8 легковесом, на внешней стороне свода 5 выполнены монтажные проушины и силовые элементы продольно-поперечной жесткости /не показано/. Силовой каркас и другие элементы жесткости конструкции могут располагаться внутри полости сводовой панели, причем свод 5 может состоять из нескольких самостоятельных водоохлаждаемых горелочных панелей с различным количеством фурм и технологических отверстий. В фурмах 6 свода 5 установлены топливосжигающие устройства - газовые горелки или форсунки 9, факелы которых жестко взаимодействуют с твердым подом 2, информируя на нем жаровые пятна 10. При использовании тугоплавкой или крупнокусковой шихты целесообразно применять высоконапорный нагрев, со коростью струйного потока выше 100 м/с, при этом во избежании размыва подины, на последней формируют защитный слой из жидкого чугуна, загружаемого в печь в виде металлического лома, либо путем восстановления из шихты силикатов железа. Для поддержания соответствующего уровня жидкого металла на плавильном участке подины, прибыль жидкого чугуна непрерывно сливают через боковую или торцевую стенки печи с помощью специальной летки 11 и кармана-отстойника 12, который сообщается через донный перетек 13 с плавильным участком 14 подины 2. С целью повышения эффективности нагрева в плавильной зоне печь содержит фальшстены 15, которые выгораживают локальные объемы печного пространства, в фальшстенках могут быть предусмотрены дымовые каналы для отвода продуктов сгорания топлива в общий дымовой тракт 16.
Процесс безваннового плавления шихты может быть пояснен на следующем примере. Для получения расплава используются природные стекла - вулканические горные породы, недонасыщенные двуокисью кремния /от 52 до 40%/ базальты, диабазы, габбро, порфириты, имеющие, например, следующий базовый химический состав, %: SiO2 – 48-51; Al2O3 – 10-13; Fe2O3 – 13-17; CaO – 10-14; МgО – 2-5. Фракционный состав шихты задается в пределах 10...50 мм. Крупнокусковая шихта требуй более жесткого ударно-струйного нагрева при скорости факела на срезе сопла горелки 100...250 м/с. Шихта загружается в печь либо периодически дозированными по весу порциями, либо непрерывно, например вибро-ручьевой подачей, через сводовое отверстие. При этом общим принципом загрузки является подача шихты на жаровые пятна, в эпицентр нагрева. Только при таком условии загрузки достигается наибольший эффект конвективной теплопередачи от факела к шихте. Жаровые пятна не является условным понятием предлагаемого способа, они отчетливо обозначены на общем высокотемпературном поле плавильной зоны пода. Варьируя условиями сжигания топлива /подогрев воздуха, газа, обогащение газовоздушной смеси кислородом и т.п./ можно вести плавку в широком диапазоне нагрева - 1700±250°C. При этом необходимо вести постоянный контроль за сплошностью покрытия шихтой жаровых пятен, снижать тепловую в мощность горелок при сбоях в работе загрузчика или вынужденных простоях печи. Колебания тепловых напряжений печного пространства не влекут за собой необходимость в затягивании или роспуске сводового прекрытия.
Особенностью плавления методом ударно-струйного нагрева является требование к ограничению, локализации печного пространства путем выгородок из фальшстен, выполняющих роль лучевых высокотемпературных экранов, т.е. секционирование на плавильные зоны. Правильно организованный нагрев скоростными горелками позволяет регулировать окислительно-восстановительную среду в каждой из секций плавильной зоны пода, что весьма важно для расплавов из железосодержащих горных пород. Секционный принцип построения плавильной печи позволяет достигать в зоне плавления высоких теплонапряжений и получить температуру нагрева, намного превышающую температуру жаростойкости стен и свода, не подвергая их при этом опасности разрушения, поскольку при нагреве подины остронаправленным факелом коэффициент передачи тепла к шихте конвекцией больше, чем к кладке. Конвективная составляющая теплообмена в этом случае может достигать 80% /5/. Фальшстены внутри печи выкладывают из огнеупоров повышенной жаропрочности, например из хромоксидных, температура применения которых при длительном нагреве может достигать 1800°С. Зазор между фальшстенами и стенками печи составляет 0,1...2,5 от величины среднего диаметра жаровых пятен, причем нижние значения предела соответствуют термическому расширению кладки стен, а верхние значения предела относятся к зазорам между стенками, локализующими плавильную зону, за границей которой коэффициент конвективного нагрева резко снижается. Шихта плавится на горизонтальной или скатной с угловым наклоном подине. Назначение скатов и величина угла их наклона связаны с интенсивностью отвода расплава в рабочий проток, а также обусловлено конкретными технологическими задачами: работа печи на одну или две производственные линии, увеличение или уменьшение времени термической или химической гомогенизации расплава, чистота сепарирования расплава от тугоплавких примесей и т.п.
Срок службы пода в зоне плавления может быть существенно повышен, если загрузку шихты вести на колосники - выступы различной геометрической формы в виде отдельных легкозаменяемых элементов, отлитых из высокохромистых сплавов. При этом к выбору состава сплава необходимо подходить с учетом температуры эксплуатации, механической нагрузки и других условий, в частности газовой среды факела. Исследования /8/ показали, что по жаростойкости железохромистый сплав с содержанием хрома 35% превосходит сплавы с более высоким содержанием хрома, вплоть до 75%, но по прочностным характеристикам высокохромистые сплавы имеют значительные преимущества над низкохромистыми. Кроме того, сплавы с содержанием хрома 35% обладают максимальной жидкостекучестью, - все это также необходимо учитывать при проектировании сварнолитых или цельнолитых конструкций. В нашем примере наиболее нагруженными элементами являются колосниковые выступы, и вертикальный канал на торце выработочного лотка, эти элементы желательно отливать их высокохромистого состава, а подину и лоток - из сплава с более низким содержанием хрома.
Для безваннового способа плавления помимо локализации зоны плавления, большое значение имеет расстояние от свода /влета факела горелки/ до подины, т.е. зоны формирования, жарового пятна. В предложенном техническом решении параметр высоты свода "Н" связан с диаметром формируемого жарового пятна "Д" соотношениями в пределах интервала 0,5...4,0. Нижний предел расчитан на грелки с коротким или плоским факелом, а верхний - ориентирован на длиннофакельные и скоростные горелки.
Печь безваннового плавления горных пород по предлагаемому способу построена на ОАО "Судогодское стекловолокно", г. Судогда, Владимирской обл. и находится в настоящее время в опытно-промышленной эксплуатации производства тонкого и супертонкого волокна по бесфильерной технологии, производительностью 100...200 кг/ч.
Безванновый способ плавления горных пород делает возможным начать использование неисчерпаемых запасов российского базальтового сырья, потенциально пригодного для получения уникальных по своим физико-химическим свойствам волокон, однако практически невостребованного до сего времени из-за высокого содержания тугоплавких примесей - /12...15%/ - кварцитов, плагиоклаза и др. минералов, температура плавления которых на 400...500°С выше температуры жидкотекучего состояния базового расплава. Все это является основной причиной того, что на российском рынке при производстве тонких и супертонких волокон преобладают сравнительно чистые от посторонних примесей, но дорогие из-за таможенных и транспортных наценок базальты Украины, а закварцованные российские - используются преимущественно в качестве строительного щебня и на подсыпку дорог. С внедрением безваннового способа получения расплава из горных пород, российский базальт - как местное дешевое сырье, найдет применение в технологиях производства экологически чистого и долговечного утеплителя для гражданского и промышленного строительства и непрерывных нитей для композиционных материалов.
В качестве еще одного примера использования предлагаемого способа можно привести реальный процесс получения расплава из диабазовых порфиритов Буготакского месторождения "Каменный карьер", пос. Горный, Новосибирская обл. /9/ на ОАО "Судогодское стекловолокно" в производстве тонких и супертонких волокон.
Химический состав, %:
SiO2 - 43,57-47,7; Al2O3 - 11,5-16,3; Fe2O3 - 11,69-15,2; CaO - 9,26-12,0; MgO - 6,4-13,8.
Минералогический состав, %:
Плагиоклаз альбитизированный – 57-68
Авгит – 20-25
Актинолит – 4-14
Хлорит – 6-8
Эпидот – 5-6
Серицит – 1-4
Mагнетит - 1
Из приведенного перечня минералов к тугоплавким с различной степенью жаростойкости практически относится вся группа. Однако высокое содержание в шихте стеклообразующих оксидов кремния, кальция и сильных плавней-разжижителей /силикатов железа, магния/ делает расплав из диабазовых порфиритов достаточно жидкотекучим и технологичным в переработке в волокно. Благодаря тому, что подина в печи выполнена с наклоном в сторону выработки, обеспечивается быстрый гравитационный непрерывный уход образующегося базового расплава, и жаростойкие минералы, в большинстве своем не успевая эвтектически раствориться, отсаживаются /остаются/ на твердой подине, с которой по мере накопления легко удаляются через технологические окна с помощью стальных скребков.
Источники патентно-технической информации
1. Тонкослойная варка стекла. В кн. Технология стекла. Общ. ред. И.И.Китайгородского. М. Изд-во Литература по строительству. 1967 г., с. 105-108.
2. Способ варки минерального сырья. Авт. свид. СССР №1208023.
3. Патент №4564379, США, 1986 г.
4. Барк С.Е. и др. Скоростной газовый нагрев цилиндрических заготовок из алюминиевых сплавов. Ж-л "Технология легких сплавов. №1, 1976 г., с. 72-78.
5. Асцатуров и др. Кн. Скоростной струйный нагрев металла. Изд-во "Техника", Киев, 1984 г., с. 77-97.
6. Плавильная печь. Авт. свид. СССР №284255, 1968 г. /прототип/.
7. 3аявка №200113064 на патент РФ от 10.12.2001 г.
8. "Разработка жаростойкого сплава, конструкций и технологии изготовления элементов узла выдачи и раздува минерального расплава в супертонкое волокно". Заключительный отчет по х/д №1830 от 02.12.1985 г. ИПЛ АН УССР.
9. Справка минералогического и химического состава диабазов и диабазовых порфиритов. АООТ "Каменный карьер", 633411, Новосибирская обл. пос. Горный.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РАСПЛАВА ИЗ ГОРНЫХ ПОРОД И ОТХОДОВ МИНЕРАЛОВАТНОГО ПРОИЗВОДСТВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2297396C1 |
| СПОСОБ ПЛАВЛЕНИЯ ГОРНЫХ ПОРОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2276112C2 |
| ФИДЕР ПЛАВИЛЬНОЙ ПЕЧИ ДЛЯ ВЫРАБОТКИ СИЛИКАТНОГО РАСПЛАВА | 1992 |
|
RU2031861C1 |
| Фидер плавильной печи для выработки силикатного расплава | 1988 |
|
SU1544719A1 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157795C1 |
| Способ варки минерального сырья и устройство для его осуществления | 1984 |
|
SU1208023A1 |
| УСТРОЙСТВО ДЛЯ ПЛАВКИ ОКСИДНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2186740C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОН ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128149C1 |
| Фидер стекловаренной печи | 1982 |
|
SU1044606A1 |
| Ванная печь для получения базальтового расплава | 1987 |
|
SU1567528A1 |
Изобретение относится к получению расплава из горных пород, бытовых и промышленных стеклоотходов. Особенностью способа является принцип конвективного ударно-струйного нагрева шихты при температуре 1700±250°С и скорости соударения факела с шихтой 30...250 м/с; формирование на керамической скатной подине жаровых пятен, на которые тонким слоем или в виде кусковой россыпи шихта загружается, а также выгораживание с помощью фальшстен печного пространства на локальные плавильные зоны. Важным параметром ударно-струйного нагрева является высота "Н" свода над жаровыми пятнами "Д" подины. В зависимости от технологической роли горелок - плавление, тепловое экранирование или перегрев расплава перед выдачей, - соотношение Н/Д выбирают в интервале 0,5...4,6. Это позволяет вести плавку шихты с высоким тепловым напряжением, намного превышающим жаростойкость огнеупорной футеровки печи, сохраняя при этом ее целостность. Расплав при необходимости перед выдачей сепарируют от сопутствующих тугоплавких примесей путем гравитационной отсадки непроплава на керамическую подину с последующим удалением через технологические окна. Техническая задача - интенсификация процесса получения расплава. 2 н.з. и 12 з.п. ф-лы, 10 ил.
| ПЛАВИЛЬНАЯ ПЕЧЬ | 0 |
|
SU284255A1 |
| US 4564379 A, 14.01.1986 | |||
| УЛЬТРАЗВУКОВАЯ ГОЛОВКА К АППАРАТАМ ДЛЯ ФОНОФОРЕЗА | 0 |
|
SU288873A1 |
| Бункер для хранения и выдачи слеживающихся материалов | 1981 |
|
SU1063716A1 |

