1 Изобретение относится к вибрацио ной технике, а точнее к возбуждению механических колебаний деталей из не магнитных токопроводящих материалов электромагнитными возбудителями, и может найти применение при прочностных испытаниях деталей, а также . для исследования форм их колебаний в широком диапазоне вибрационных частот с применением средств гологра фической интерферометрии. Известен способ возбуждения колебаний электромагнитного вибпропривода, заключающийся в формироваНИИ последовательности импульсов в виде однополупериодного напряжения и подаче его на обмотку злектромагнита вибропривода, при этом дли тельность импульсов устанавливают меньше половины периода и увеличивают ,их амплитуду Г Л . Однако этот способ предусматри- вает контактное силовое воздействие на испытываемую деталь посредством механической связи, что приводит к влиянию массы вибратора на деталь, изменению ее прочностных характеристик. Поскольку усилие передается на держатель детали, а не на деталь, это вынуждает вести испытания в усло ВИЯХ, отличающихся от реальных. Наиболее близким к изобретению по технической сущности является способ включак щий формирование последовател ности импульсов однополупериодного напряжения и создание импульсного электромагнитного поля | 2 . Однако этот способ.обладает низки коэффициентом полезного действия в виду того, что воздействие на деталь осуществляется низкочастотным электромагнитным полем. Вибрационные испытания на усталость натурных деталей проводятся на низких частота порядка 1000-2000 Гц, поэтому вихревые токи, величина которых определяется скоростью изменения магнитного потока Р 13 единицу времени t индуцированнь е в детали по известному способу,малы и электродинамические силы воздействия на деталь незначительны. Цель изобретения - увеличение tOIlИ oгти колебаний. Постявлоииая цель достигается тем, что согплспо способу электромагнитно ( Toi;opnxfK;Bor-o возбуждения механических ;ол1Г1.-ип1 1, яключающему фор42мирование последовательности импульсов однополупериодного напряжения и создание импульсного электромагнитного поля, импульсами однополупериодного напряжения модулируют сигнал высокой частоты и увеличивают его амплитуду до получения заданной амплитуды механических колебаний детали, при этом необходимая частота сигнала высокой частоты характеризуется соотношением где d - наименьший геометрический размер детали, м электропроводность материала детали, /0 /w магнитная постоянная, равная 4ii. 10, Чертеже представлена блок-схема реализации предлагаемого способа. Последовательность импульсов в виде однополупериодного напряжения с выхода однополупериодного выпрямителя 1, образующаяся в результате выпрямления сигнала генератора 2 низкий частоты, подается на первый вход модулятора 3. На второй вход модулятора поступает переменное напряжение высокой оптимальной частоты перенастраиваемого генератора 4. С выхода модулятора 3 последовательность импульсов, каждый из которых представ- Ляет цуг колебаний высокой частоты, поступает на вход усилителя мощности 5. Усиленные импульсы подаются на обмотку электромагнитного возбудителя 6, выполненного С-образной формы с утолщенной спинкой и устанавливаемого вблизи свободного конца консольно закреплейной детали 7. Колебания детали создаются за счет взаимодействия пульсирующего высокочастотного электромагнитного поля возбудителя с наведенными в детали большой мощности вихревыми токами. Величина вихревых токов зависит от электропроводности Материала детали, а также от величины и частоты электромагнитного поля. Чем больше электропроводность материала, вьш1е индукция и частота электромагнитного поля, тем сильнее воздействие электромагнитного поля на деталь. Однако ростом частоты глубина проникновения электромагнитного поля в металл (толщина скин-слоя) уменьшается, в предельном случае индуцированные вихревые токи протекают только ни поверхности детали. Та часть детал где нет вихревых токов, фактически не участвует во взаимодействии с электромагнитным полем.Отсюда следует, что в вопросе силового воздействия электромагнитного поля на немагнитную токоподводящую деталь существует оптимальное соотношение между ее геометрическими размерами электропроводностью материала и частотой переменного электромагнит го доля. Для получения максимального сил вого воздействия на деталь определенных геометрических размеров и с определенной электропроводностью частоту электромагнитного поля нуж выбирать такой, при которой глубин проникновения электромагнитного слоя (глубина скин-слоя) в деталь по величине близка наименьшему геометрическому размеру детали, т.е. K-d-{ 6|Ug(0 глубина скин-слоя, м; наименьший геометрическ размер детали.MJ электропроводность мате риала детали ;г- магнитная постоянная, равная 41 10 , круговая частота поля (cJ:r2tri). Решая уравнение относительно f , получим значение оптимальной частоты электромагнитного поля для максимального силового воздействия на деталь (Uo При такой частоте токопроводящая деталь наиболее полно поглощает электромагнитную энергию поля. В слу чае, если частота ниже оптимальной, индуцированные в детали вихревые то-, ки слабы, следовательно, и электродинамические силы незначительны. И наоборот, рабочая частота выше оптимальной вызывая лишь нагрев детали и мало влияет на увеличение электродинамических сил. Заполнение импульсов возбуждения высокой оптимальной частоты увеличивает электродинамические силы и возбуждает колебания детали с меньшими энергетическими затратами. Этим достигается увеличение коэффициента полезного действия. Использование предлагаемого способа электромагнитного токовихревого возбуждения механически колебаний деталей обеспечивает по сравнению с существующими способами практически равномерную по всему диапазону частот силу электродинамического воздействия на деталь, что повьш1ает достоверность получаемых результатов и позволяет обходиться одной УСТАНОВКОЙ для испытаний различных деталей в широком диапазоне частот.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БИФАКТОРНОГО ВОЗБУЖДЕНИЯ ФЕРРОЗОНДОВ И УСТРОЙСТВО МОДУЛЯТОРА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2809738C1 |
| Способ контроля качества адгезии покрытий к подложкам | 1984 |
|
SU1229655A1 |
| Способ обработки изделий и устройство для его осуществления | 1986 |
|
SU1361186A1 |
| Способ автоматического управления процессом пайки | 1988 |
|
SU1611621A1 |
| Устройство для электроэрозионного легирования | 1991 |
|
SU1821300A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАССЫ РАСПЛАВЛЕННОГО АЛЮМИНИЯ В ЭЛЕКТРОЛИЗЕРЕ | 2007 |
|
RU2375501C2 |
| УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКОЙ ТАРИРОВКИ ДАТЧИКОВ ИМПУЛЬСНОГО ДАВЛЕНИЯ | 2011 |
|
RU2461806C1 |
| СПОСОБ ВВОДА ЭЛЕКТРИЧЕСКОГО СИГНАЛА В ЭЛЕКТРИЧЕСКИЕ ЦЕПИ | 1998 |
|
RU2138123C1 |
| Способ регулировки режима ускорения в многосекционном линейном ускорителе и устройство для его осуществления | 1985 |
|
SU1292212A1 |
| ВОЗБУДИТЕЛЬ КОЛЕБАНИЙ С КОМПЕНСИРОВАНИЕМ НАГРУЗКИ | 2015 |
|
RU2649225C1 |
СПОСОБ ЭЛКТРОМАГНИТНОГО ТОКОВЙХРЕВОГО ВОЗБУЖДЕНИЯ МЕХАНИЧЕСКИХ КОЛЕБАНИЙ ДЕТАЛЕЙ, включающий формирование последовательности импульсов однойолупериодного напрйжений и создания импульсного электромагнитного поля, отлйчающийс я тем, что, с целью увеличения мсщности колебаний, импульсами однопол упериодно го напряжения модулируют сигнал высокой частоты и увеличивают его амплитуду до получения заданной амплитуды механических колебаний детали, при этом необходимая частота сигнала высокой частоты характеризуется соотношением {(rnV (U( d наименьший геоМетриче.ский где размер детали, м; г электропроводность материала детали, 1/Ом«м; (Л Ш. - магнитная постоянная, рав ,/--... „iT „ t 10 Гн/м. 47 ная О ел ю N9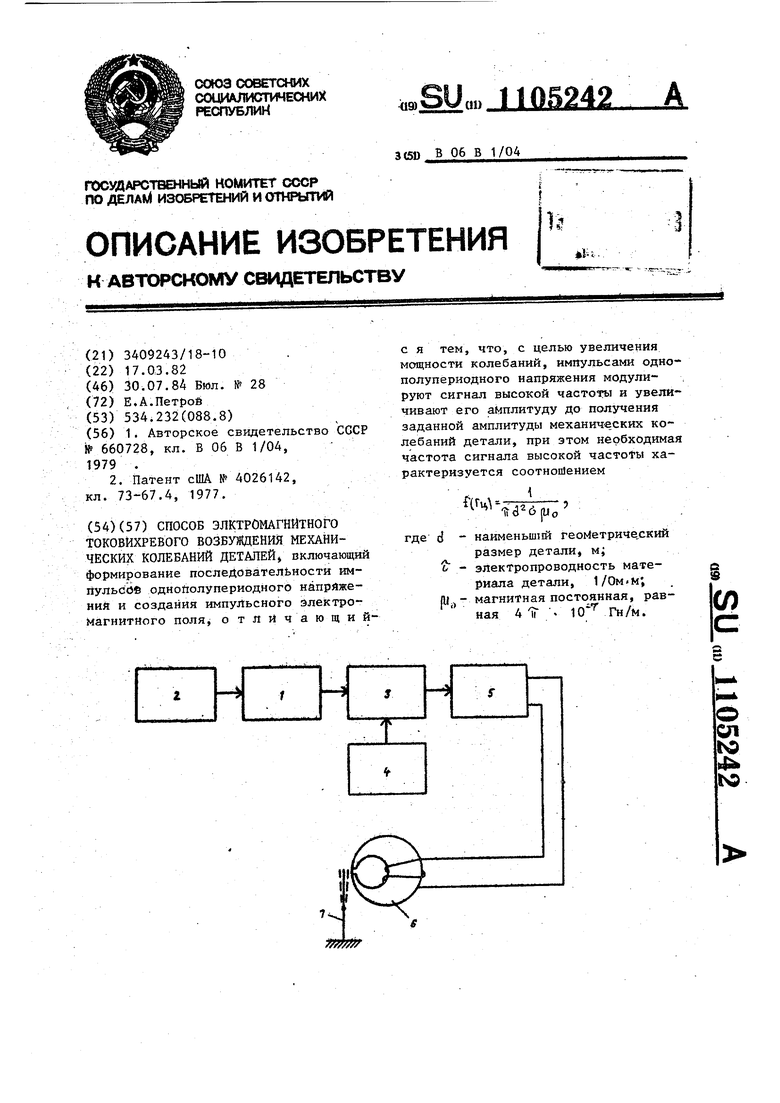
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ возбуждения колебаний электромагнитного вибропривода | 1977 |
|
SU660728A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент сША № 4026142, кл | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
