но на опорных роликах 6, 7 основания 3, в углублении которого расположен индуктор 1 так, что его рабочая поверхность находится на расстоянии 0,5-2 мм от обрабатываемой детали 4. При пропускании импульса тока через индуктор в участке детали, расположенном над индуктором, индуцируются вихревые токи. Взаимодействие магнитных полей индуктора и вихревых токов приводит к возникновению электромагнитного локального бесконтактного удара по участку детали. Деталь отделяется от опорных роликов и участок детали, подвергнувишйся электромагИзобретение относится к обработк изделий вибрацией и может быть использовано для снятия остаточных напряжений деталей и конструкций из различных электропроводяпщх материалов .
Цель изобретения - повышение качества путем равномерного снятия остаточных напряжений во всем изделии и сокращение времени обработки.
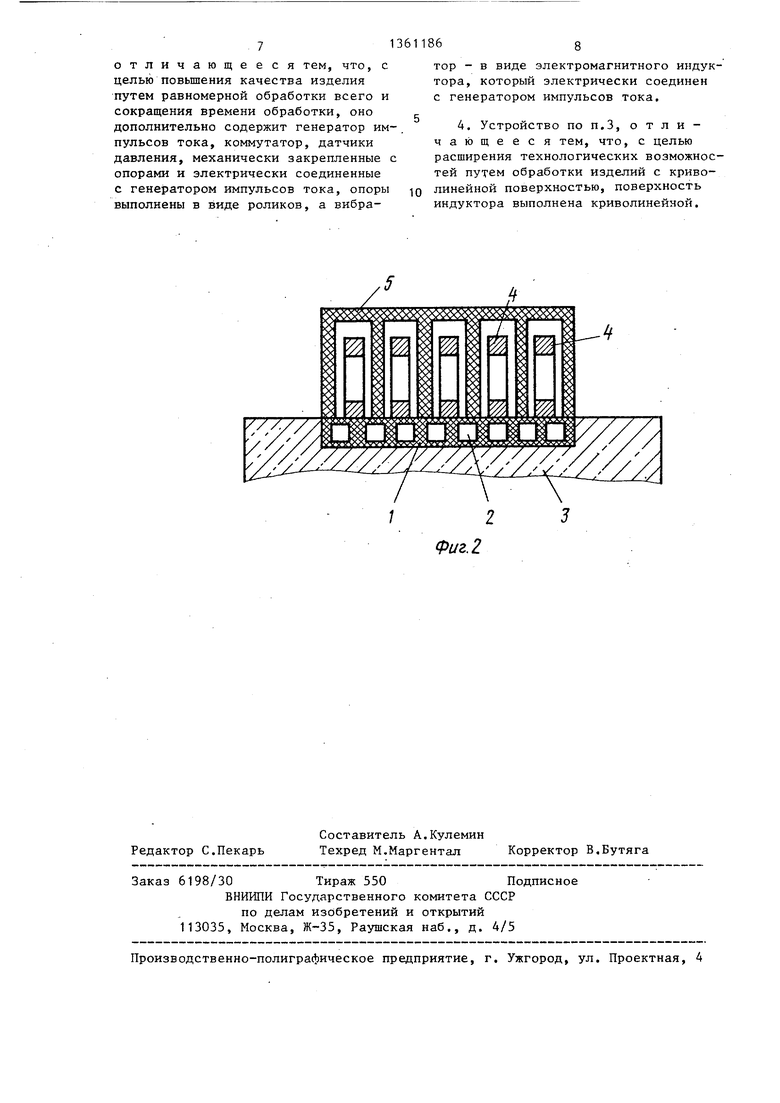
На фиг о 1 изображено устройство для осуществления способа при обработке крупногабаритных деталей, на .фиг. 2 - то же при обработке малогабаритных деталей.
Вибровозбудитель в виде плоского индуктора 1 с обмоткой 2, которую выполняют сплошной или полой предпочтительно из медной шины, расположен в пазу основания 3. Детали 4 находятся в ячейках кассеты 5 или деталь 4 лежит на опорных роликах 6 и 7, причем между поверхностью обрабатываемой детали 4 и рабочей поверхностью индуктора 1 остается зазор мм для исключения механического и элект рического контакта между индуктором и деталью. Роль роликов 6 и 7 могут выполнять шаровые опоры или деталь 4 может лежать на воздушной подушке. Датчики 8 реагируют на появление детали 4 на опорных роликах, Э.то могут быть датчики давления пьезоэлектрические или пьезометрические или датчики близости индуктивные и т.п.
нитному удару, совершает свободные изгибные колебания, которые и снимают остаточные напряжения. Каждый последующий удар по детали наносится в момент касания детали опорных роликов после очередного подскока, для чего опорные ролики с разных сторон индуктора снабжены датчиками 8, которые через коммутатор 9 запускают генератор импульсов тока 10. Для обработки всей поверхности детали последнюю перемещают относительно индуктора, для чего часть опорных роликов снабжена приводом 12. 2 с, и 2 3.п.ф-лы, 2 ил.
Датчики 8, например, давления находятся под опорами роликов 8. Эти ролики будем называть измерительными. Датчики 8 размещены по разным сторонам вокруг индуктора, могут работать параллельно, совместно или по одному при обработке концов детали 4. Датчики 8 присоединены к коммутатору 9, который служит схемой запуска для
генератора 10 импульсов тока. Коммутатор 9 может быть механической схемой запуска, игнатрон, тригатрон или другого типа. Все электрические элементы устройства подключены к источнику 11 питания. Привод 12, например реверсивный электропривод, вращает ролики 6 для перемещения детали 4.
Пример. Устанавливают свободно обрабатываемую деталь 4 над
рабочей поверхностью вибровозбудителя - индуктора 1 на опорных роликах 6 и 7, затем возбуждают колебания участков детали на собственных частотах бесконтактньм электромагнитным ударом путем пропускания импульса тока через обмотку 2 индуктора 1. Сообщают детали 4 сканирующие перемещения относительно индуктора 1 и наносят каждый последующий электромагнитный удар
по детали 4 в момент возврата детали к рабочей поверхности индуктора 1, т.е. на опорные ролики 6 и 7.
35
Малогабаритные детали 4 ориентируют в ячейках кассеты 5 плоскостя10
20
25
ми наименьшей жесткости перпендикулярно к рабочей поверхности индуктора 1 и ограничивают вертикальные перемещения деталей верхней крышкой кассеты 5.
Устройство, реализующее способ, работает следующим образом.
Обрабатываемую деталь 4 помещают на опорные ролики 6 и 7. Под действием детали 4 датчики 8, расположенные под измерительными роликами 7, выдают сигнал. Этот сигнал запускает . коммутатор 9, который, в свою очередь, вызывает срабатывание генератора 10 15 импульсов тока, и через обмотку 2 индуктора 1 проходит импульс тока. При прохождении импульса тока через обмотку индуктора в детали индуцируются вихревые токи в участке над индуктором.
Взаимодействие магнитных полей тока индуктора и вихревых токов в детали создает значительные механические силы отталкивания, которые воспринимаются деталью 4 как механический удар. Под действием этого удара деталь 4 отделяется от опорных роликов 6 и 7 и на участке детали, по которому пришелся удар, возникают изгибные колебания на собственных частотах, потому что деталь свободна и ни с чем не связана механически.
Деталь, совершая колебания, движется вверх, затем под действием силы тяжести опускается на ролики 6 и 7. Срабатывают датчики 8, вызывают снова через коммутатор 9 срабатывание генератора 10 импульсов тока и через обмотку 2 вновь проходит импульс тока, т.е. деталь испытывает следующий удар и т.д. Во все время полета деталь 4 совершает изгибные колебания на собственных частотах участков. Для обработки всей детали 4 последняя перемещается на роликах 6 и.7 благодаря вращению роликов 6 от привода 12 или другим способом деталь совершает сканирующие перемещения над индуктором.
Давление, испытываемое деталью, определяется по формуле
30
35
40
45
50
gg
Р В2
i-o VsiT
где Р - давление, МПа;
В - индукция магнитного поля, Гс.
При величине индукции магнитных полей порядка 300 кГс можно получить импульсное давление порядка 350 МПа,
0
0
5
5
0
5
0
5
0
а при поле 1 МГс - импульсное давление 3500-4000 МПа. Сила, возникающая в момент пропускания импульса тока через индуктор, действует на деталь в виде удара без механического контакта между индуктором и деталью. Причем удар действует на участок детали, расположенный непосредственно над индуктором. Под действием удара деталь над индуктором, по которому пришелся удар, будет колебаться на частоте собственных колебаний, причем будут иметь место изгибные колебания .
Такие колебания на собственных частотах эффективно снимают внутренние остаточные напряжения в детали. Величина удара, т.е. величина пульса тока в индукторе, может быть рассчитана так, чтобы за время движения детали от индуктора и обратно произошло несколько свободных колебаний участка детали, т.е. время нахождения детали в полете должно быть равным нескольким периодам (порядка 3-6) собственных колебаний.
Величина удара может регулироваться также и величиной зазора между поверхностью детали и рабочей поверхностью индуктора. Здесь минимальный зазор (порядка 0,5 мм) определяется точностью обработки поверхностей детали и индуктора и необходимостью отсутствия механического и электрического контакта между индуктором и деталью. Максимальный зазор (порядка 2 мм) определяется энергетическими соображениями.
Кроме снижения остаточных напряжений за счет колебаний в участках детали, испытывающих воздействие импульсного магнитного поля, возникают и другие положительные эффекты. Так, например; импульсное магнитное поле способствует фазовому переходу в структуре материала детали, воз- никаюш {е электродинамические и термомеханические силы выравнивают структуру детали, уплотняют кристаллиты структуры.
При обработке малогабаритных деталей (фиг.2) последние ориентируют плоскостями наименьшей жесткости gg перпендикулярно к рабочей поверхности индуктора и ограничивают их вертикальное перемещение. При пропускании импульса тока через обмотку ин дуктора из-за действия ударных маг5136
нитных сил детали 4 получают толчок вверх, начинают двигаться и совершат колебания на собственных частотах. При достижении верхнего основания кассеты 5 детали 4 получают дополнительный механический удар и начинают двигаться вниз, продолжая совершать колебания на собственных частотах. Импульсы тока в индуктор поступают периодически или сами детали 4, приходя в соприкосновение с рабочей поверхностью, вызывают очередной импульс тока. Кассета 5 изготовлена из диэлектрика.
Форма импульса тока в индукторе может быть затухающей колебательной или апериодической, в любом случае сила, действующая на деталь имеет одно направление (отталкивание от индуктора), так как сила пропорциональна квадрату индукции магнитного поля, т.е. квадрату тока в индукторе и не меняет направления.
Продолжительность импульса тока должна быть меньше четверти периода собственных колебаний, участков детали. Чем короче импульс тока через индуктор, тем ближе характер воздействия магнитных сил на деталь к ударному воздействию. Продолжительность импульса тока через индуктор при магнитно-импульсной обработке мате- 4
риалов порядка 10 с. Такой импульс воспринимается деталью как мгновенный удар. При частотах собственных колебаний участков детали до 10 Гц такая продолжительность импульса является удовлетворительной.
Величина импульса тока и параметры индуктора рассчитываются в зависимости от массы детали и электропроводности материала детали по известной методике расчета плоских индукторов для магнитно-импульсной обработки, например штамповки.
Осуществление предлагаемого способа позволяет обрабатывать деталь без непосредственного механического контакта между вибровозбудителем - индуктором и деталью. Не требуется крепить деталь к индуктору. Деталь не испытывает контактных механических ударов. Кроме того, использование способа позволяет подвергать изгибным колебаниям отдельные участки детали на собственных частотах, что, как известно, наиболее эффективно для снятия остаточных напряже
6
НИИ и позволяет добиться высокого качества обработки деталей, т .е. более полного снятия остаточных напряжений, проводить обработку детали в автоматическом режиме, т.е. сама деталь при падении на опорные ролики вызывает срабатывание генератора импульсов тока, т.е. следующий удар,
что сокращает время обработки детали, т.е. повьш1ает производительность труда, а также обработать всю деталь любой конфигурации за одну установку благодаря сканирующим перемещениям детали над индуктором.
Непрерывно автоматически возбуждаемые изгибные колебания на собственных частотах приводят к практически полному снятию остаточных напря- сений, т.е. повьш ают качество обработки. Свободное расположение детали, сканирование детали над вибровозбудителем и изгибные колебания на собственных частотах, сокращают время обработки детали, т.е. повьш1ают производительность труда.
Формула изобретения
1.Способ обработки изделий, включающий установку изделия и вибратора на опоры, импульсную вибрацию отдельных участков на собственной частоте
с созданием режима свободных колебаний изделия между импульсами и перемещение детали относительно поверхности вибратора, отличающий- с я тем, что, с целью повьш1ения качества путем равномерного снятия остаточных напряжений в изделии и сокращения времени обработки, изделие устанавливают над поверхностью вибратора на расстоянии 0,5-2,0 мм, вибрацию осуществляют бесконтактным электромагнитным ударом, причем каждый удар проводят в момент соприкосновения изделия с опорой, а перемещение изделия осуществляют непрерьшно.
2.Способ ПОП.1, отличающийся тем, что, с целью расширения технологических возможностей путем обработки малогабаритных изделий, при установке изделия дополнительно ориентируют плоскостями наименьшей жесткости перпендикулярно
к поверхности вибратора и ограничивают их вертикальное перемещение,
3.Устройство для обработки изделий, содержащее опоры и вибратор.
отличающееся тем, что, с целью повышения качества изделия путем равномерной обработки всего и сокращения времени обработки, оно дополнительно содержит генератор импульсов тока, коммутатор, датчики давления, механически закрепленные с опорами и электрически соединенные с генератором импульсов тока, опоры выполнены в виде роликов, а вибра
тор - в виде электромагнитного индуктора, который электрически соединен с генератором импульсов тока,
4. Устройство по п.З, отличающееся тем, что, с целью расширения технологических возможностей путем обработки изделий с криволинейной поверхностью, поверхность индуктора выполнена криволинейной.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки металлических изделий от неметаллических загрязнений и устройство для его осуществления | 1989 |
|
SU1736641A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 2003 |
|
RU2240356C1 |
| СПОСОБ УДАЛЕНИЯ ЛЬДА И СНЕГА С ПРОВОДОВ И ГРОЗОЗАЩИТНЫХ ТРОСОВ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446532C1 |
| СПОСОБ ВИБРООБРАБОТКИ МАЛОЖЕСТКИХ ДЕТАЛЕЙ ДЛЯ СНИЖЕНИЯ В НИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2008 |
|
RU2424101C2 |
| Способ измерения площади контакта деталей в соединениях с натягом | 1983 |
|
SU1095040A1 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2201812C2 |
| Способ стабилизации геометрических параметров цилиндрических деталей | 2023 |
|
RU2833570C1 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2162491C2 |
| Способ автоматического управления процессом пайки | 1988 |
|
SU1611621A1 |
| Устройство для электроэрозионного легирования | 1991 |
|
SU1821300A1 |
Изобретение относится к обработке изделий вибрацией и может быть-испо- льзованодля снятия остаточных напряжений деталей и .конструкций из различных электропроводящих материалов. Цель изобретения - повышение качества путем равномерного снятия остаточных напряжений изделий и сокращения времени обработки. Сущность изобрете- ия заключается в том, что обрабатываемая деталь 4 располагается свободS (Л ее Oi 00 05 Фиг.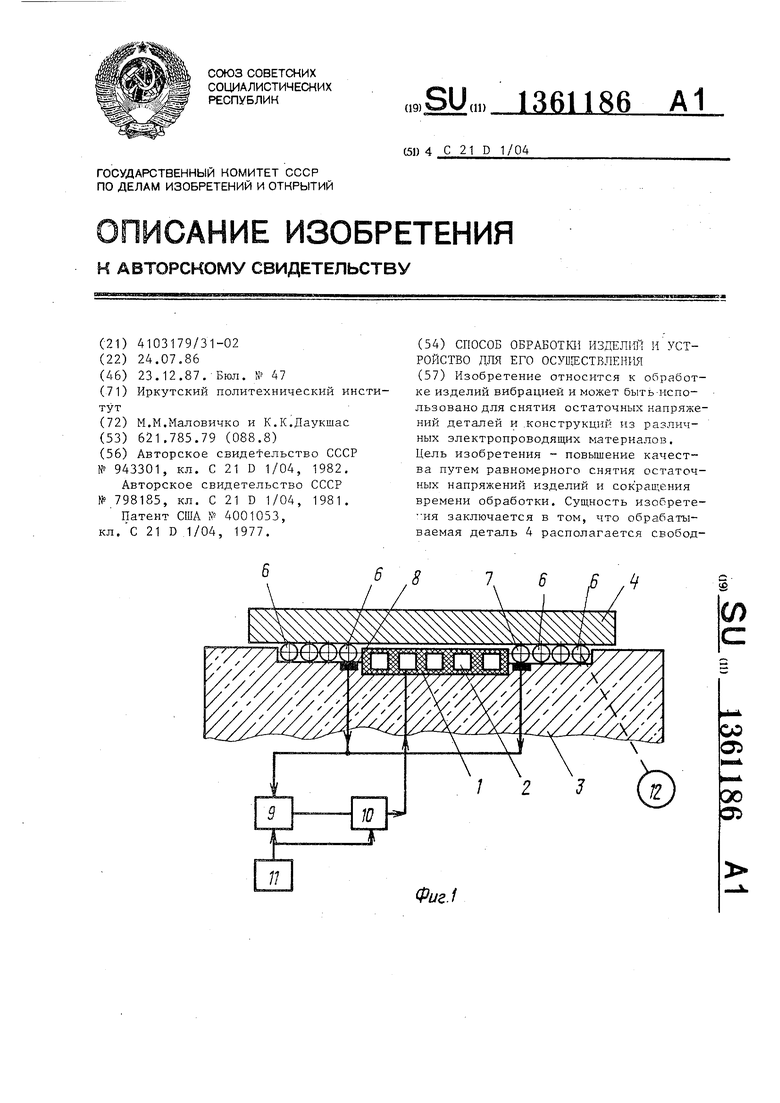
Редактор С,Пекарь
Составитель А,Кулемин Техред М.Маргентал
Заказ 6198/30 Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фиг. 2
Корректор В.Бутяга
| Способ снятия внутренних напряжений в металлических деталях | 1980 |
|
SU943301A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ контроля процесса вибро-ОбРАбОТКи КОНСТРуКций и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU798185A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент США № 4001053, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
