Изобретение относится к строительной технике, в частности к технологии изготовления предварительно напряженных строительных конструкций, нредназначенных для работы в условиях агрессивной окружающей среды.
Известен способ изготовления изгибаемых и внецентренносжатых строительных элементов, включающий послойное бетонирование пространственного каркаса цементным и полимерными бетонами с введением пустотообразователя 1.
Недостатками данного способа являются повышенная многодельность изготовления строительного элемента, низкое качество наружной армополимербетонной оболочки, низкая трещиностойкость и в связи с этим недостаточная эксплуатационная надежность готовых изделий в агрессивных средах.
Наиболее близким к изобретению является способ изготовления предварительно напряженных строительных конструкций, включающий установку арматурного каркаса, нанесение легкобетонного слоя с объемной массой 200-400 кг/м и по растянутой зоне - поли мербетонной смеси, термообработку с последующим нанесением мастики по периметру сжатой зоны конструкции, установку облицовочных накладных элементов по слою мастики и отверждение 2.
Известному способу присущи больщая многодельность и трудоемкость изготовления.
Цель изобретения - повыщение эксплуатационной надежности конструкции.
Поставленная цель достигается тем, что согласно способу изготовления предварительно напряженных строительных конструкций, включающему установку арматурного каркаса, нанесение легкобетонного слоя с объемной массой 200-400 кг/м и по растянутой зоне - полимербетонной смеси, термообработку с последующим нанесением мастики по периметру сжатой зоны конструкции, установку облицовочных накладных элементов по слою мастики и отверждение, перед нанесением легкобетонного слоя в сжатую зону конструкции укладывают бетонную смесь, а в растянутой зоне после термообработки размещают дополнительную арматуру, натяжение которой производят в два этапа: после установки облицовочных торцовых элементов на 45-55% от предельной величины предварительного напряжения и окончательно - после установки облицовочных накладных элементов в сжатой зоне.
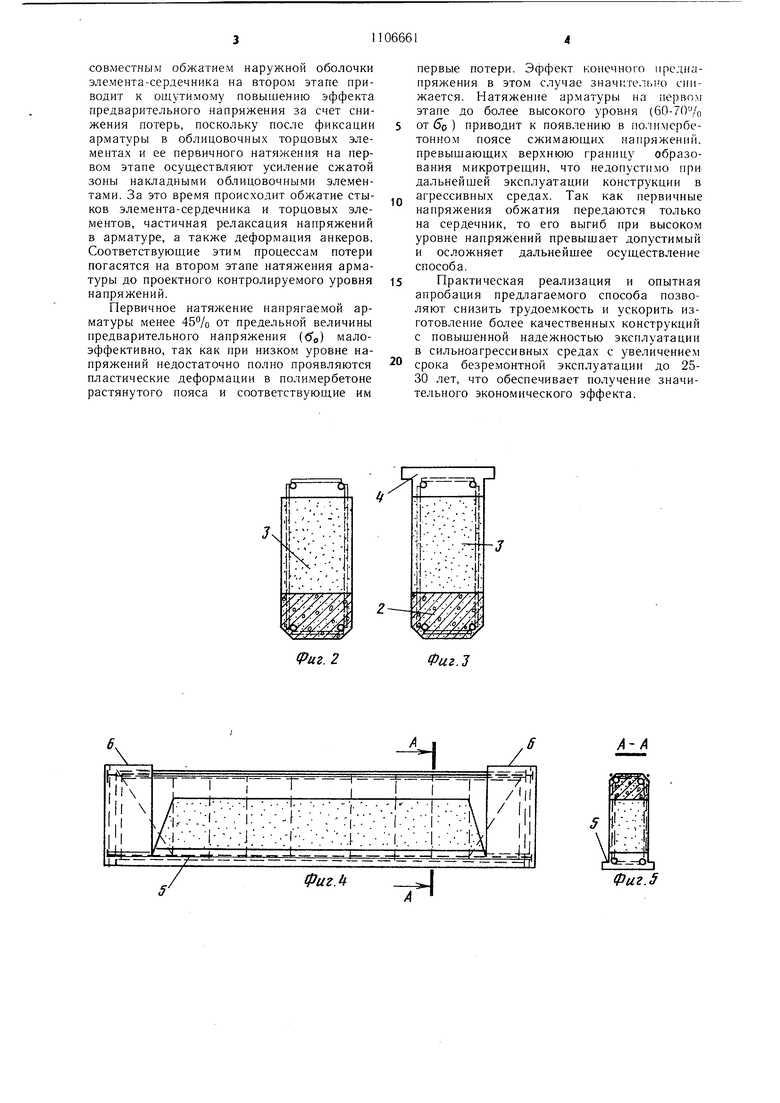
На фиг. 1-3 схематически изображено последовательное изготовление элементасердечника; на фиг. 4 - изделие с установленными облицовочными торцовыми накладками и первично натянутой арматурой; на фиг. 5 - сечение А-А на фиг. 4; на фиг. 6 - процесс последовательного усиления элемента-сердечника облицовочными накладными элементами, на фиг. 7 - сечение Б-Б на фиг. 6; на фиг. 8 - готовая конструкция; на фиг. 9 - сечение В-В на фиг. 8. Способ осуществляется следующим образом.
В пространственном арматурном каркасе 1 бетонируют сжатый пояс 2 цементным бетоном марки 500 на 1/3 его высоты. За0 тем в пределах габарита каркаса и сжатого пояса размещают суперлегкий вкладыщ 3 из пенопласта или из легкобетонного слоя с объемной массой 300 кг/м, после чего осуществляют бетонирование каркаса по растянутой зоне полимербетонной смесью
5 4 марки 600.
Термообработку сформованного элемента-сердечн.ика осуществляют в камере сухого прогрева в течение 7 ч при 80°С или непосредственно в формах с паровой рубащкой. Для снижения В/Ц отношения и ускорения твердения в цементный бетон сжатого пояса 3 могут вводиться пластифицирующие добавки и ускорители твердения.
Усиление полученного элемента-сердечника по растянутой зоне осуществляют
5 напрягаемой арматурой 5, размещая ее на продольных полках растянутого пояса и закрепляя в торцовых облицовочных элементах 6 из армополимербетона.
Натяжение напрягаемой арматуры на первом этапе осуществляют механическим
0 способом до 50% контролируемого конечного напряжения (бр).
В качестве напрягаемой арматуры .можно использовать стержневую высокопрочную арматуру классов А-1У, У и У1 и проволочную арматуру в виде канатов. Усиление
сжатой зоны осуществляют облицовочными накладными П-образными элементами 7 из армополимербетона марки 600. Перед усилением на верхнюю часть сжатой поверх-, ности бетона 2 наносят с избытком- поли0 мерную мастику. Накладные элементы 7 объединяют с сердечником сразу же после их прогрева до 80°С. При этом при контакте мастики с нагретым накладным .элементом подвижность мастики увеличивается и избыток ее выдавливается на боковую поверх5 ность элемента-сердечника, способствуя лучшему скольжению накладного элемента до своего проектного положения. Мастика заполняет каналы, образуемые между накладными элементами 7 и полимерцементным слоем 4, заполняя при этом напрягаемую арматуру 5. Сразу же но окончании сборки наружной оболочки производят повторное натяжение арматуры до проектной нагрузки и затем производят ее анкеровку в облицовочных торцовых элементах 6.
5Натяжение напрягаемой арматуры в
растянутой зоне на первом этапе до 4555% контролируемого напряжения ( бо) и последующее окончательное натяжение с
совместным обжатием наружной оболочки элемента-сердечника на втором этапе приводит к ои утимому повышению эффекта предварительного напряжения за счет снижения потерь, поскольку после фиксации арматуры в облицовочных торцовых элементах и ее первичного натяжения на первом этапе осуществляют усиление сжатой зоны накладными облицовочными элементами. За это время происходит обжатие стыков элемента-сердечника и торцовых элементов, частичная релаксация напряжений в арматуре, а также деформация анкеров. Соответствующие этим процессам потери погасятся на втором этапе натяжения арматуры до проектного контролируемого уровня напряжений.
Первичное натяжение напрягаемой арматуры менее 45% от предельной величины предварительного напряжения (б,,) малоэффективно, так как при низком уровне напряжений недостаточно полно проявляются пластические деформации в полимербетоне растянутого пояса и соответствующие им
первые потери. Эффект конечного нреднапряжения в этом случае значктелыо снижается. Натяжение арматуры на первом этапе до более высокого уровня (60-70% от бо ) приводит к появлению в полимербетонном поясе сжимающих напряжений, превыщающих верхнюю границу образования микротрещин, что недопустимо при дальнейщей эксплуатации конструкции в агрессивных средах. Так как первичные напряжения обжатия передаются только на сердечник, то его выгиб при высоком уровне напряжений превыщает допустимый и осложняет дальнейшее осуществление способа.
Практическая реализация и опытная апробация предлагаемого способа позволяют снизить трудоемкость и ускорить изготовление более качественных конструкций с повыщенной надежностью эксплуатации в сильноагрессивных средах с увеличением 0 срока безремонтной эксплуатации до 2530 лет, что обеспечивает получение значительного экономического эффекта.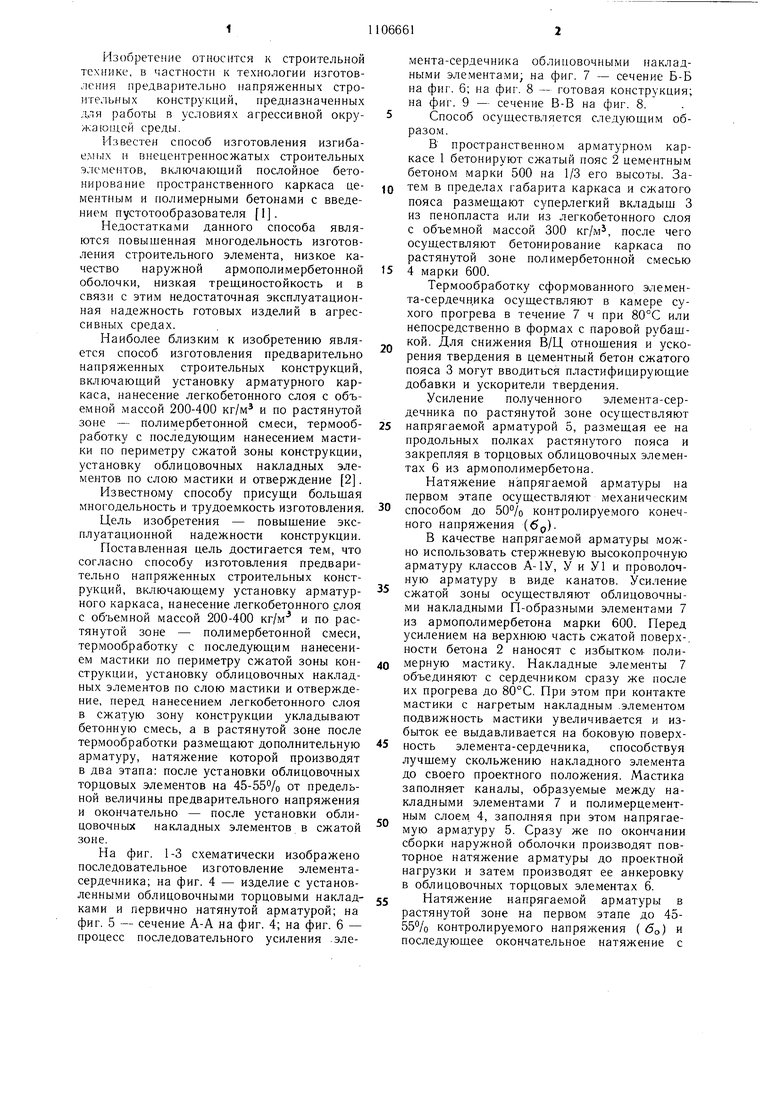
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления предварительно напряженных балочных конструкций | 1986 |
|
SU1473955A1 |
| Способ изготовления слоистых строительных изделий | 1982 |
|
SU1060599A1 |
| Способ изготовления преднапряженного коррозионностойкого строительного элемента | 1977 |
|
SU733991A1 |
| СЛОИСТЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ ИЗ УСИЛЕННОЙ ДРЕВЕСИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2237138C1 |
| Строительный элемент | 1982 |
|
SU1135880A1 |
| Предварительно напряженная балка и способ ее изготовления | 1990 |
|
SU1749407A1 |
| Строительный элемент | 1981 |
|
SU1013599A1 |
| Балка | 1984 |
|
SU1261998A1 |
| Строительный элемент | 1977 |
|
SU642446A1 |
| Предварительно-напряженная балка и способ ее изготовления | 1979 |
|
SU881247A1 |

СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, включающий установку арматурного каркаса, нанесение легкобетонного слоя с объемной массой 200-400 кг/м и по растянутой зоне - полимербетонной смеси, термообработку с последующим нанесением мастики по периметру сжатой зоны конструкции, установку облицовочных накладных элементов по слою мастики и отверждение, отличающийся тем, что, с целью повыщения эксплуатационной надежности конструкций, перед нанесением легкобетонного слоя в сжатую зону конструкции укладывают бетонную смесь, а в растянутой зоне после термообработки размещают дополнительную арматуру, натяжение которой производят в два этапа: после установки облицовочных торцовых элементов на 45-55% от предельной величины предварительного напряжения и окончательно - после установки облицовочных накладных элементов в сжатой зоне. О) 05 а
А-А
/
Фиг. В
.в
ш,
в-в
Фиг. 9
В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВСЕСОЮЗНАЯУК fLv^^iiTi: (Лmm!1И S !.,'! 14.,^- ! i.f'iss.! :•'. P.Rif | 0 |
|
SU373147A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления преднапряженного коррозионностойкого строительного элемента | 1977 |
|
SU733991A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
