1
Изобретение относится к области строительной техники, в частности к технологии изготовления предварительно напряженных строительных конструк ций, предназначенных для работы в условиях агрессивной окружающей среды
Известен способ изготовления преднапряженного коррозионностойкого стро ительного элемента, включающий предварительное изготовление формы - оболочки путем монолитного объединения жесткого армокаркаса с листовым днищем и боковыми облицовочными щитами, бетонирование легким бетоном и термообработку. При этом способе по растянутой грани и на торцах армосистеivM располагают усиленный антикоррозионным покрытием стальной лист. Армокаркас имеет боковые облицовочные щиты. Причем по растянутой зоне производят бетонирование легким бетоном, а по сжатой зоне жестким и прочным бетоном. После бетонирования производят термообработку 1.
К недостаткам этого способа следует отнести увеличенный объем электросварочных работ при наличии стального листа на днище и по торцам армосистемы, что также приводит к повыиению расхода металла. Усиление стального листа полимерным покрытием по 2-3 слоям проволочной сетки достаточно трудоемко и малоэффективно и по прочности, и по трещиностойкости, и по стоимости этого слоя, выполняемого, как правило, на основе эпоксидных смол. Последним снижается и огнестойкость получаемых изделий по растяНутой арматуре, что ограничивает
10 область их применения. Имеется также некоторое усложнение технологии в известном способе при бетонировании растянутой зоны более легкими бетонамк из-за необходимости устройства
15 технологического перерыва перед укладкой более тяжелого верхнего слоя. Практическая реализация способа показала, что при исключении этого перерыва возможно расслоение смеси и вы20давливание более легкой ее части, но и более слабой, в сжатую зону. Это может снизить несущую способность элементов. Следовательно, более технологичны изделия из однородных легкобетонных смесей по всей высоте сечения. А при использовании легких бетонов средних марок необходимо их дополнительное усиление при общепринятых размерах сечений строительных
30 элементов.
Цель изобретения - сокращение вре мени изготовления, повышение огнестойкости и трещиностойкости элемента.
Поставленная цель достигается тем что в способе изготовления преднапряженного коррозионностойкого строительного элемента, включающий предврительное изготовление формы - оболочки путем монолитного объединения жесткого армокаркаса с листовым днищем и боковыми облицовочными щитами, бетонирование легким бетоном и термообработку последнкио проводят до достижения 50-60% прочности бетона, после чего производят усиление элеметов напряжением путем подсоединения и закрепления разогретой арматур на выступающих упорах, затем наносят на эту арматуру последовательно подогретый до 45-50° С фиброцементный слой и нижний облицовочный щит с последующим дополнительным усилением элемента по сжатой грани путем наложения на последнюю металлопластового листа по слою полимерной мастики.
Причем на арматуру наносят фиброцемантный слой из полимерцементной мелкозернистой смеси с фибрированным микронаполнителем, а нижний облицовоный лист перед нанесением с внутренней стороны покрывают перфорированным асбестоцемент см.
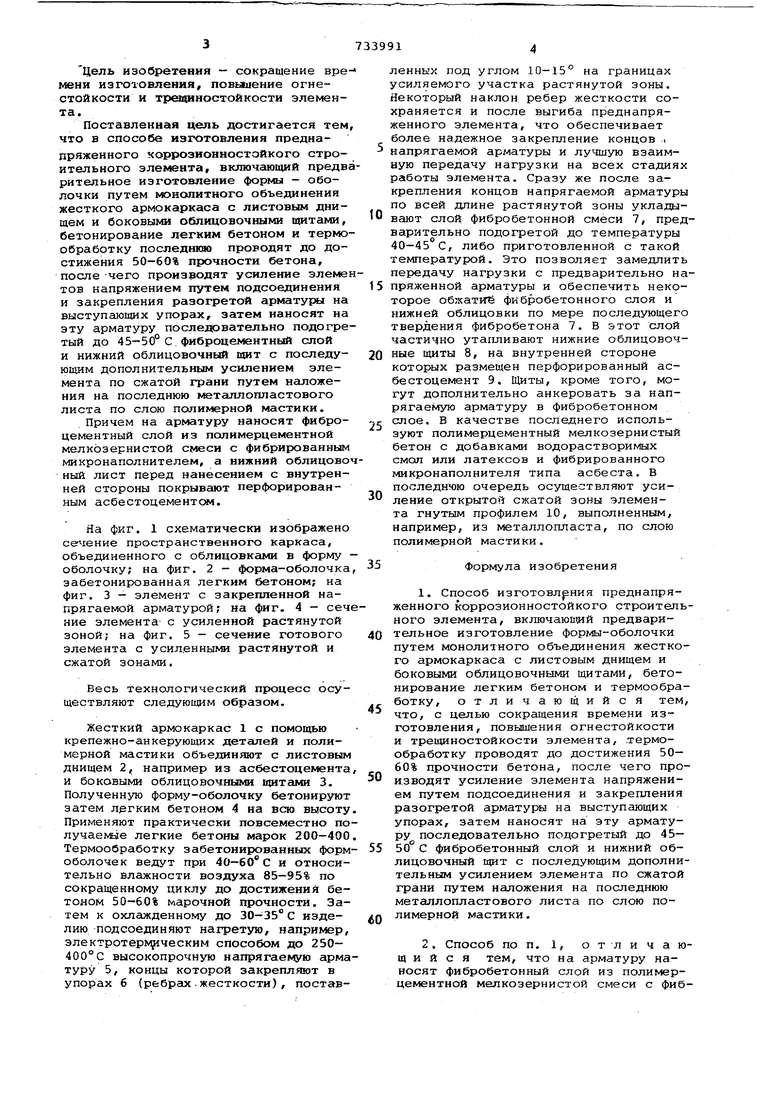
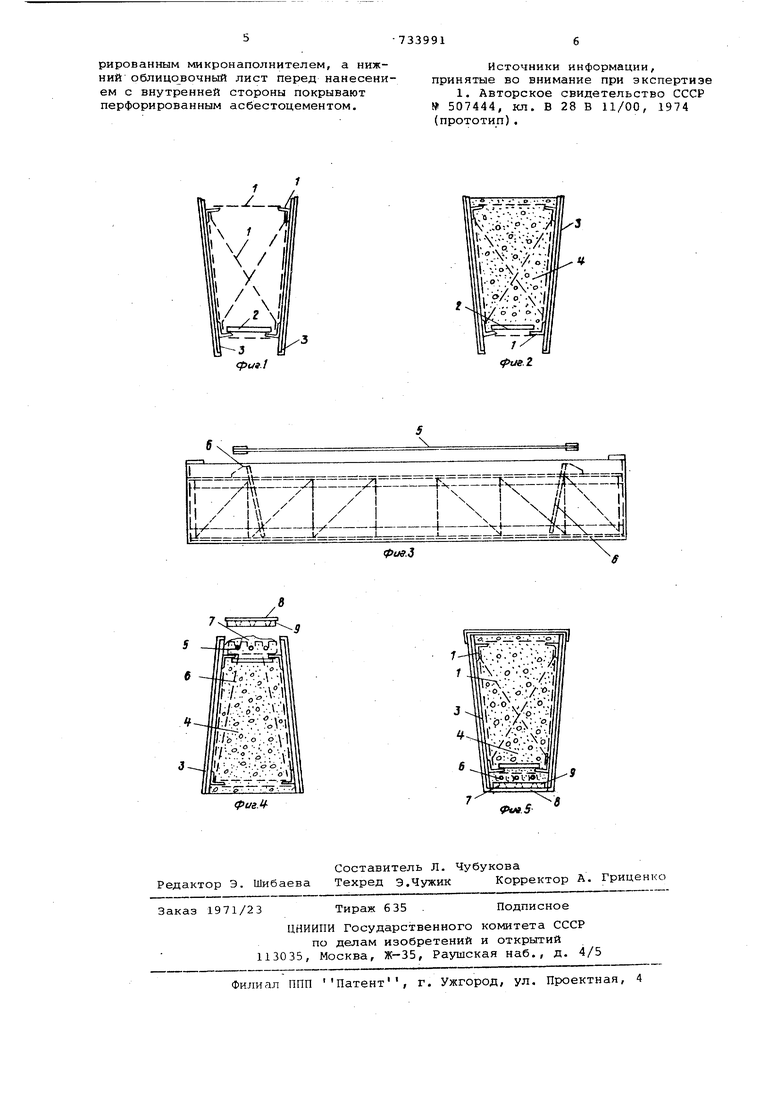
На фиг. 1 схематически изображено се 1ение пространственного каркаса, объединенного с облицовками в форму оболочку; на фиг. 2 - форма-оболочка забетонированная легким бетоном; на фиг. 3 - элемент с закрепленной напрягаемой арматурой; на фиг. 4 - сечние элемента с усиленной растянутой зоной; на фиг. 5 - сечение готового элемента с усиленными растянутой и сжатой зонами.
Весь технологический процесс осуществляют следующим образом.
Жесткий армокаркас 1 с помощью крепежно-анкерующих деталей и полимерной мастики объединяют с листовым днищем 2, например из асбестоцемента и боковыми облицовочными щитами 3. Полученную форму-оболочку бетонируют затем легким бетоном 4 на всю высоту Применяют практически повсеместно получаегф е легкие бетоны марок 200-400 Термообработку забетонированных формоболочек ведут при 40-60 С и относительно влажности воздуха 85-95% по сокращенному циклу до достижения бетоном 50-60% марочной прочности. Затем к охлажденному до С изделию подсоединяют нагретую, например, электротерь ческим способом до 250400°С высокопрочную напрягаемую арматуру 5, концы которой закрепляют в упорах 6 (ребрах.жесткости), поставленных под углом 10-15° на границах усиляемого участка растянутой зоны. Некоторый наклон ребер жесткости сохраняется и после выгиба преднапряженного элемента, что обеспечивает более надежное закрепление концов . напрягаемой арматуры и лучшую взаимную передачу нагрузки на всех стадиях работы элемента. Сразу же после закреп-пения концов напрягаемой арматуры по всей длине растянутой зоны укладывают слой фибробетонной смеси 7, предварительно подогретой до температуры 40-45 С, либо приготовленной с такой температурой. Это позволяет замедлить передачу нагрузки с предварительно напряженной арматуры и обеспечить некоторое обжатий фибробетонного слоя и нижней облицовки по мере последующего твердения фибробетона 7. В этот слой частично утапливают нижние облицовочные щиты 8, на внутренней стороне которых размещен перфорированный асбестоцемент 9. Щиты, кроме того, могут дополнительно анкеровать за напрягаемую арматуру в фибробетонном
слое. В качестве последнего используют полимерцементный мелкозернисты бетон с добавками водорастворимых смол или латексов и фибрированного микронаполнителя типа асбеста. В последнюю очередь осуществляют усиление открытой сжатой зоны элемента гнутым профилем 10, выполненным, например, из металлопласта, по слою полимерной мастики.
Формула изобретения
1.Способ изготовления преднапряженного коррозионностойкого строительного элемента, включающий предварительное изготовление формы-оболочки путем монолитного объединения жесткого армокаркаса с листовым днищем и боковыми облицовочными щитами, бетонирование легким бетоном и термообработку, отличающийся тем, что, с целью сокращения времени изготовления, повышения огнестойкости и трещиностойкости элемента, термообработку проводят до достижения 50- 60% прочности бетона, после чего производят усиление элемента напряжением путем подсоединения и закрепления разогретой арматуры на выступающих упорах, затем наносят на эту арматуру последовательно подогретый до 45-
5 50 С фибробетонный слой и нижний облицовочный щит с последующим дополнительным усилением элемента по сжатой грани путем наложения на последнюю металлопластового листа по слою поQ лимерной мастики.
2.Способ по п. 1, отличающийся тем, что на арматуру наносят фибробетонный слой из полимерцементной мелкозернистой смеси с фибрированным микронаполнителем, а нижний облицовочный лист перед нанесением с внутренней стороны покрывают перфорированным асбестоцементом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 507444, кл. В 28 В 11/00, 1974 (прототип),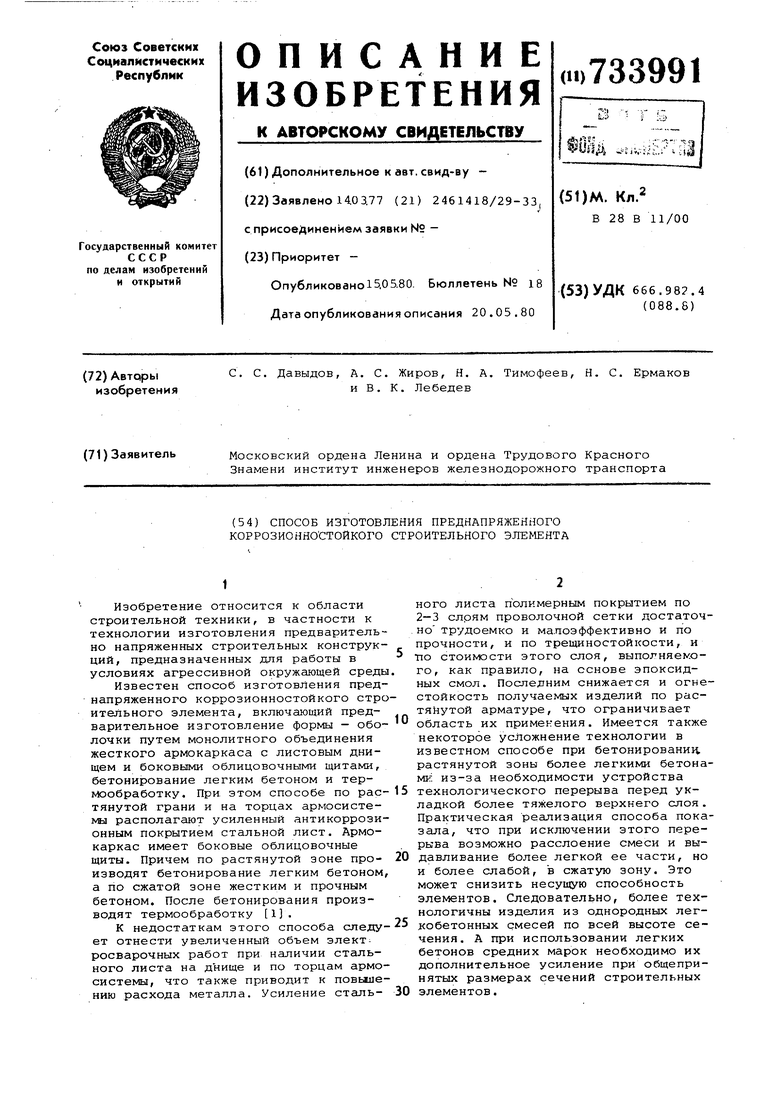
| название | год | авторы | номер документа |
|---|---|---|---|
| Строительный элемент | 1977 |
|
SU642446A1 |
| Способ изготовления предварительно напряженных строительных конструкций | 1982 |
|
SU1106661A1 |
| Строительный элемент | 1982 |
|
SU1135880A1 |
| Способ изготовления коррозионностойких строительных элементов | 1974 |
|
SU507445A1 |
| Строительный элемент | 1973 |
|
SU509698A1 |
| Способ изготовления слоистых строительных изделий | 1982 |
|
SU1060599A1 |
| СЛОИСТАЯ ПЛИТА НИЗКИХ СВОДОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2184195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2481946C2 |
| Коррозионностойкий строительный элемент | 1979 |
|
SU857390A1 |
| СПОСОБ ВОЗВЕДЕНИЯ КАРКАСА ЗДАНИЯ | 1993 |
|
RU2032047C1 |
.
ш
Э«г
...(
: -°: 4
/о„. о .ч
ifv oj
