Изобретение относится к уплотнительной технике и может быть использовано для контроля колец трения при серийном изготовлении торцовых уплотнений.
Известен способ контроля колец пары трения, при котором проверяется шероховатость поверхностей с помощью профилометра-профилографа или сравнением с эталонной поверхностью заданной шероховатости, а с помощью пластин проверяется плоскостность поверхностей трения колец по числу интерференционных полос света на поверхностях колец 1.
Недостатками данного способа являются его сложность, наличие высокоточных приборов для проверки и, в связи с этим, высокая стоимость и большое количество времени для проверки каждого кольца трения. При массовом выпуске уплотнений имеется возможность проверять только отдельныекольца из партии.
Способ не учитывает изменения формы колец при рабочей нагрузке, что уменьшает надежность контроля колец трения.
Известны способы контроля пар трения торцовых уплотнений путем опрессования на стенде жидкой средой 2.
Недостатком известного способа контроля является невозможность точного определения характера дефектов пары трения, от которых зависят герметичность и работоспособность уплотнения.
Цель изобретения - упрощение и повыщение надежности контроля колец трения торцового уплотнения.
Указанная цель достигается тем, что согласно способу контроля колец трения торцового уплотнения путем опрессования на стенде жидкой средой, при опрессовании кольца трения смещают относительно друг друга в радиальном направлении, и поворачивают одно из колец трения вокруг своей оси на 360°, затем повторяют несколько раз операции смешения и поворота, располагая вектор последующего смешения под углом к предыдущему.
При отсутствии утечки через пару трения при радиальных смещениях колец относительно друг друга и поворотах одного из колец вокруг своей оси на 360° делается заключение о правильной установке колец трения торцовых уплотнений, допустимой неплоскостности, волнистости, шероховатости поверхности трения, отсутствии дефектов на поверхности трения.
При утечках различного характера определяется наличие видимых и невидимых дефектов (раковин, сколов) на одном из колец в определенном месте кольца, отклонения от допустимых значений шероховатости, плоскостности, волнистости поверхностей колец. Определенные утечки выявят наличие конфузорности или диффузорности поверхностей трения.
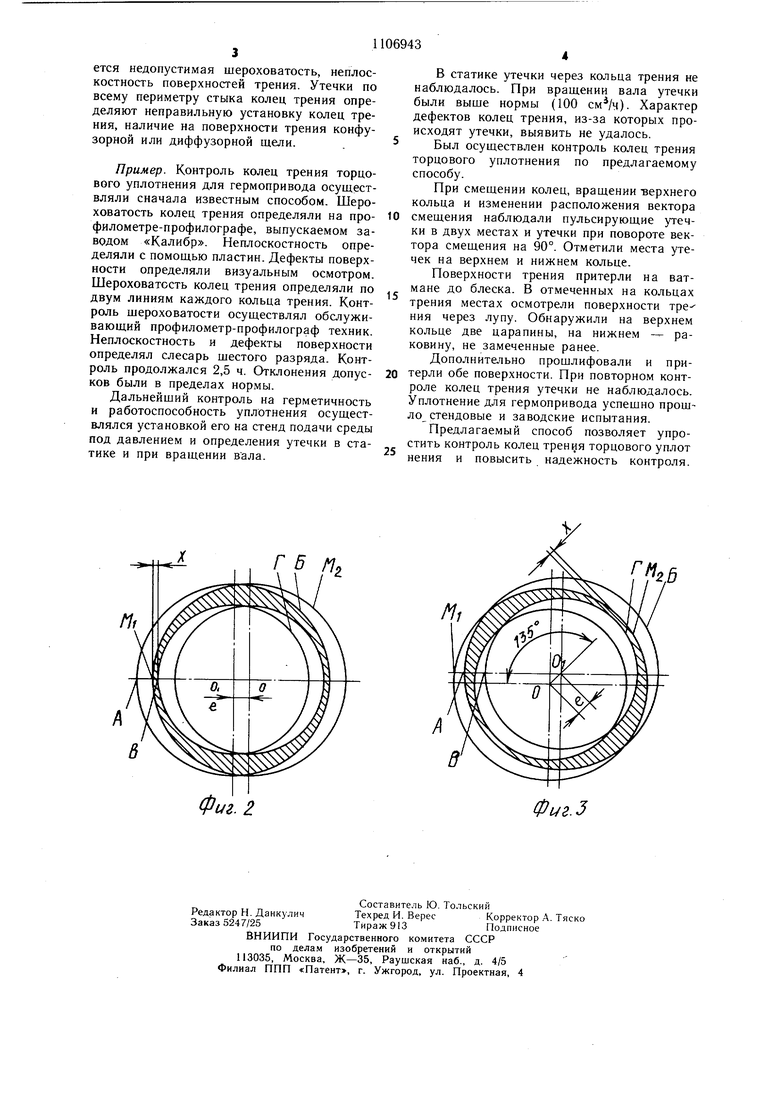
На фиг. 1 показана схема смещения колец при их контроле; на фиг. 2 - перекрытие исследуемых поверхностей трения при смещении по радиусу, лежащему на горизонтальной оси; на фиг. 3 - перекрытие исследуемых поверхностей трения при смещении под углом 135° к предыдущему.
В корпусе 1 стенда установлено кольцо 2 с внутренней выточкой, выполненной с эксцентриситетом t , Во внутренней выточке
кольца 2 установлена обойма 3, в которой установлено кольцо 4 трения. На валу 5 стенда установлено кольцо 6 трения. На валу 5 закреплен стопор 7, в котором установлены упругие элементы 8.
Кольца трения смещены в радиальном направлении на величину е. При смещении колец трения касания поверхностей трения колец 4 и 6 изменяется, причем X - минимальная ширина пояска касания поверхностей, точки А и Б - точки на наружной
кромке поверхности трения кольца 4, точки В и Г - точки на внутренней кромке поверхности трения кольца 4; точки Е - точка на наружной кромке поверхности трения кольца 6, которое поворачивают вокруг
своей оси.
Герметизация кольца 6 трения по валу 5 стенда, а кольца 4 - по обойме 3 осуществляется вторичными уплотнениями, причем О - центр верхнего кольца трения, Ojt - центр нижнего кольца трения.
Способ осуществляют следующим образом.
Смещают кольца 4 и 6 трения относительно друг друга в радиальном направлении на величину е. Заполняют стенд средой с рабочим давлением Р. Затем поворачивают кольцо трения 6 вместе с валом стенда вокруг своей оси на 360°. Повторяют операции смещения и поворота, располагая вектор последующего смещения под углом к предыдущему. Наблюдают наличие и характер утечек.
Уменьшенная поверхность соприкосновения позволяет точно определить наличие и место дефектов на поверхности трения или неправильную установку колец. При отсутствии утечки при смещениях и проворотах
делается вывод о нормальной установке колец и допустимых шероховатости, неплоскостности, волнистости поверхностей. При чередующихся утечках, синхронных с поворотом вала, делается вывод о наличии
пор, раковин, царапин на поверхности верхнего кольца трения, поворачивающегося вокруг своей оси, в месте наблюдения утечек. При чередующихся утечках, возникающих и пропадающих при изменении положения вектора смещения, можно определить место расположения раковин, царапин и т.д. на нижнем кольце трения. При постоянных утечках в месте минимального перекрытия поверхностей трения определяется недопустимая шероховатость, неплоскостность поверхностей трения. Утечки по всему периметру стыка колец трения определяют неправильную установку колец трения, наличие на поверхности трения конфузорной или диффузорной щели.
Пример. Контроль колец трения торцового уплотнения для гермопривода осуществляли сначала известным способом. Шероховатость колец трения определяли на профилометре-профилографе, выпускаемом заводом «Калибр. Неплоскостность определяли с помощью пластин. Дефекты поверхности определяли визуальным осмотром. Шероховатость колец трения определяли по двум линиям каждого кольца трения. Контроль шероховатости осуществлял обслуживающий профилометр-профилограф техник. Неплоскостность и дефекты поверхности определял слесарь шестого разряда. Контроль продолжался 2,5 ч. Отклонения допусков были в пределах нормы.
Дальнейший контроль на герметичность и работоспособность уплотнения осуществлялся установкой его на стенд подачи среды под давлением и определения утечки в статике и при вращении вала.
В статике утечки через кольца трения не наблюдалось. При вращении вала утечки были выше нормы (100 ). Характер дефектов колец трения, из-за которых происходят утечки, выявить не удалось. Был осуществлен контроль колец трения торцового уплотнения по предлагаемому способу.
При смещении колец, вращении верхнего кольца и изменении расположения вектора смещения наблюдали пульсирующие утечки в двух местах и утечки при повороте вектора смещения на 90°. Отметили места утечек на верхнем и нижнем кольце.
Поверхности трения притерли на ватмане до блеска. В отмеченных на кольцах трения местах осмотрели поверхности трения через лупу. Обнаружили на верхнем кольце две царапины, на нижнем - раковину, не замеченные ранее.
Дополнительно прощлифовали и притерли обе поверхности. При повторном контроле колец трения утечки не наблюдалось. Уплотнение для гермопривода успещно прошло стендовые и заводские испытания.
Предлагаемый способ позволяет упростить контроль колец трения торцового уплот нения и повысить надежность контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ защиты уплотнительных поверхностей колец трения торцовых уплотнений | 1990 |
|
SU1760218A1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ КОЛЕЦ ИМПУЛЬСНЫХ ТОРЦЕВЫХ УПЛОТНЕНИЙ | 2015 |
|
RU2631439C2 |
| Способ контроля качества поверхности диэлектриков | 1988 |
|
SU1619012A1 |
| Способ получения торцовых уплотнений | 1986 |
|
SU1475774A1 |
| Торцовое уплотнение вращающегося вала | 1987 |
|
SU1483150A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ НАРУЖНОЙ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2392583C1 |
| БЫСТРОСЪЕМНАЯ ГОЛОВКА ДЛЯ ИСПЫТАНИЙ И ПРИРАБОТКИ ТОРЦОВЫХ УПЛОТНЕНИЙ | 1991 |
|
RU2073807C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Элемент пары трения торцового уплотнения | 2018 |
|
RU2690287C1 |
| СТЕНД ДЛЯ КОНТРОЛЯ ПРОФИЛОМЕТРА | 1991 |
|
RU2086908C1 |
СПОСОБ КОНТРОЛЯ КОЛЕЦ ТРЕНИЯ ТОРЦОВОГО УЦЛОТНЕНИЯ путем опрессования на стенде жидкой средой, отличающийся тем, что, с целью упрощения и повышения надежности контроля, при опрессовании кольца трения смещают относительно друг друга в радиальном направлении и поворачивают одно из колец трения вокруг своей оси на 360°, затем повторяют несколько раз операции смещения и поворота, располагая вектор последующего смещения под углом к предыдущему. (Л О5 СО СА:) Фиг.1
Г б f1.
в
фиг. 2
(.6
S
.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Голубев А | |||
| И | |||
| Торцовые уплотнения вращающихся валов | |||
| М., «Машиностроение, 1974, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Майер Э | |||
| Торцовые уплотнения | |||
| М., «Машиностроение, 1978, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
