Изобретение относится к машиностроению, а именно, к контролю профиля зубьев червячных фрез, предназначенных для нарезания деталей с эвольвентным профилем зубьев и зубчатых колес. Известен способ контроля профиля зубьев сложных профилей, например эвольвентных, заключающийся в том, что перемещают Щуп измерительного преобразователя вдоль режущей кромки фрезы или по профилю зуба зубчатого колеса и по отклонению щупа судят о погрешности профиля 1 ). Недостатком указанного способа является сложность и большая стоимость приборов и аппаратуры для его осуществления. Наиболее близким к изобретению по технической сущности является способ контроля сложных профилей зубьев, заключающийся в том, что наносят тонкий равномерньм слой красителя на рабочую поверхность измерительного элемента, вводят его в контакт с контролируемым профилем, и по следу па слое красителя судят о качестве проф1-тя L2JНедостатком известного способа яв ляется ограниченная возможность его использования для контроля червячных фрез, предназначенных для нарезания деталей с эвольвентным профилем зубь ев . Цель изобретения - расширение тех нологических возможностей при контро червячных фрез, предназначенных для нарезания деталей с эвольвентным про филем зубьев. Эта цель достигается тем, что согласно способу контроля сложных проф лей зубьев, закхпючающемуся в том, чт наносят тонкий равномерный слой красителя на рабочую поверхность измери тельного элемента, вводят его в контакт с контролируемым профилем, и по следу на слое красителя судят о к честве профиля, в качестве измерител ного элемента используют плоскую пла тину перед введением в контакт с кон ролируемым профилем, устанавливают пластину под углом к оси контролируе мой фрезы, равным основному углу под ема винтовой линии, и после введения в контакт с профилем перемещают плас тину вдоль оси, а контролируемую фре зу поворачивают на угол, в пределах которого с пластиной контактирует только один зуб фрезы. На фиг.1 изображена схема способа на примере контроля профиля зубьев червячной фрезы с увеличенными отрицательными передними углами у вершин зубьев; на фиг.2 - вид А на фиг.1j на фиг.З - вид Б на фиг.1; на фиг.А схема контакта плоскости с исходной инструментальной поверхностью (ИИП) контролируемой червячной фрезы; на фиг.З - вид В на фиг.4; на фиг.6 фрагмент сечения Г-Г на фиг.4 (места контакта плоскости с ИИП червячной фрезы); на фиг.7 - фрагмент таблицы, в которой систематизированы все возможные виды пятна контакта на пластине при контроле червячных фрез с различным характером погрешностей профиля; на фиг.8 - окончание таблицы фиг.7. Способ осуществляется следующим образом. Профиль зубьев червячной фрезы 1 (фиг.1-3) контролируется при помощи плоской пластины 2, которая наклонена к оси контролируемого инструмента на основной угол 1,, подъема винтовой ЛИНИИ червячной фрезы и контактирует с контролируемой режущей кромкой. На пластину 2 нанесен тонкий равномерный слой красителя, в качестве которого может быть использована турунбулева синь, растворимая в воде модификация берлинской лазури, голландская сажа и др. Пластина 2 перемещается по стрелке f вдоль оси червячной фрезы 1согласованно с поворотом последней по стрелке tu вокруг своей оси на угол, в пределах которого пластина 2контактирует только с одним зубом. Такая кинематика способа контроля просто осуществляется, например, на токарно-затыловочном станке, на котором червячная фреза затылуется, при неизменности настройки гитары резьб. Последнее приводит к тому, что при контроле профиля зубьев червячной фрезы пластина 2 перемещается вдоль оси инструмента 1 идентично затыловочному инструменту (шлифовальному кругу), что позволяет полностью исключить влияние на точность контроля профиля погрешности шага червячной фрезы. Если затылование произвеено с некоторой погрешностью осевого шага, то из-за неизменности настойки гитары резьб станка идентичная огрешность шага будет воспроизведеа и при контроле профиля. Таким бразом, полностью исключается влияние на точность контроля профиля погрешности осевого шага,
В зависимости от того, какая сторона профиля зубьев (правая или левая) какой червячной фрезы ( право или левозаходной) контролируется, контакт плоской пластины с ИИП червячной фрезы будет происходить по пятну, средней линией которого будет либо прямая 3, либо прямая 4. Обе зти прямые касаются с противоположных сторон к основному цилиндру диаметром t3g, контролируемого инструмента. Для случая, показанного на фиг.1 3 пятно контакта пластины 2 с контролируемой режущей кромкой червячной фрезы 1 располагается симметрично прямой 3 (фиг.2).
Винтовая поверхность 5 (фиг.А) является эвольвентной винтовой поверностью боковой стороны профиля витков ИШ точной червячной фрезы. Если боковые профилирующие режущие кромки зубьев червячной фрезы не принадлежат поверхности 5, то это будет причиной появления погрешностей профиля зубьев инструмента. Поскольку при повороте червячной фрезы 1 на некоторый угол в процессе ее контроля плоская пластина 2 перемещается относительно оси инструмента, то боковая профилирующая режущая кромка точной червячной фрезы опишет относительно пластины 2 эвольвентную винтовую поверхность 5. Если же червячная фреза имеет погрешности профиля зубьев, то эта винтовая поверхность не будет эвольвентной, что приведет к изменению характера контакта реальной ИИП с плоскостью. Поэтому сущность способа контроля профиля зубьев червячных фрез заключается в определении точности профиля зубьев червячной фрезы по степени соответствия поверхности, описываемой боковыми профилирукицими режущими кромками в их движении относительно пластины 2 (реальной ИИП), эвольвентной винтовой поверхности (теоретической или идеальной ИИП), т.е. по сути контроль профиля зубьев червячных фрез сводится к определению степени соответствия пятна контакта плоскости с реальной ИИП пятну контакта плоскост с идеальной ШП.
Эвольвентная винтовая повер хность обладает тем свойством, что контактирует с плоскостью по прямой линии линии 3 (фиг.5). На фиг.5 показана
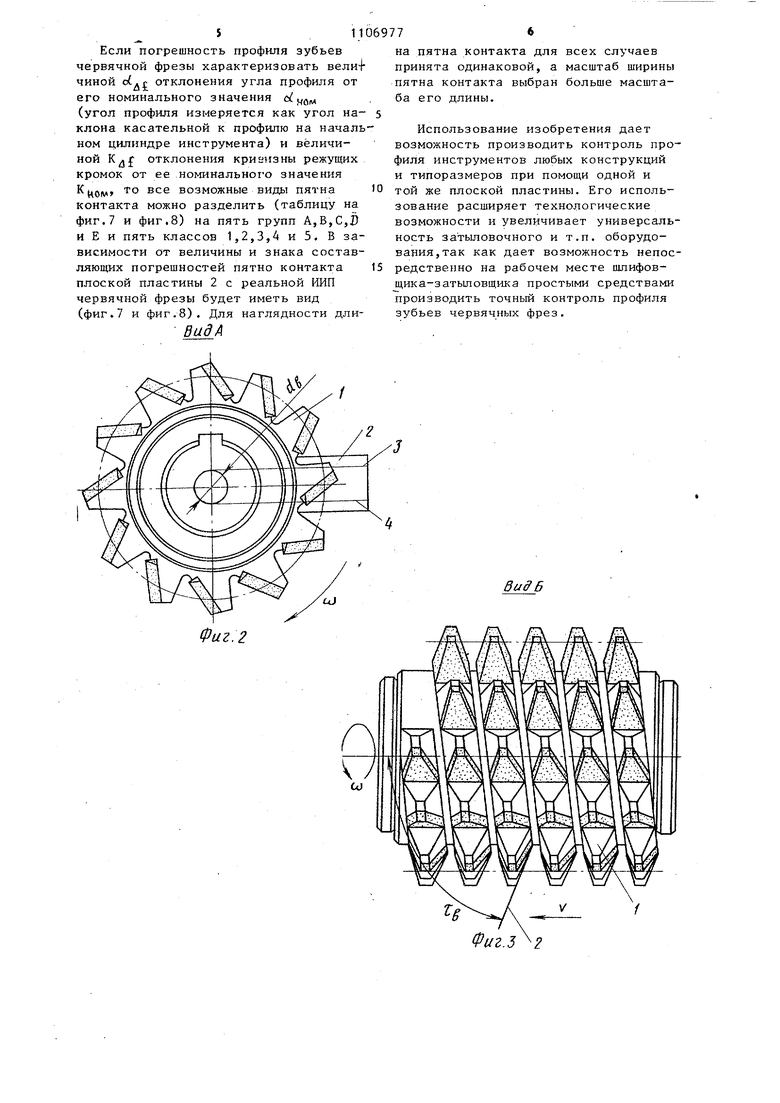
только часть пластины 2 - тот ее учас-ток, который находится в окрестности линии 3 симметрии пятна контакта. Если же плоскость 2 заглубить в поверхность 5 (фиг.4) на некоторую величину Т, соизмеримую с вероятной величиной погрешности профиля зубьев, то пятно контакта, плоскости 2 с поверхностью 5 будет иметь прямоугольную форму. Если же из-за погрешности профиля зубьев поверхность, описанная боковой режущей кромкой в ее движении относительно плоскости 2,не будет эвольвентной, то пятно контакта плоскости 2 с такой поверхностью (с реальной ИИП) не будет прямоугольным, а будет иметь криволинейные границы. В этом случае по форме пятна контакта можно определить наличие погрешностей профиля зубьев
0 червячной фрезы (фиг.6). Для точных червячных фрез глубина Т (фиг.6) одинакова по длине пятна контакта, поэтому его ширина я также будет постоянной по величине, а пятно контакта
5 будет иметь прямоугольную форму. Если же червячная фреза имеет погрешности профиля зубьев uf (фиг.6), то в зависимости от величины и направления этой погрешности изменится и ширина
0 реального пятна контакта, оно приобретает криволинейные очертания. По степени соответствия реального Контакта его идеальной diopMe может быть установлено находится ли погреш5 ность профиля зубьев червячной фрезы в пределах допуска или нет. Предельно допустимые отклонения формы реаль ного пятна контакта могут быть установлены экспериментальным путем, для
0 каждых конкретных условий производства.
Для облегчения контроля профиля зубьев червячной фрезы на пластину 2 (фиг.6) может быть нанесено два
5 слоя красителя контрастных цветов: нижний слой 6 - более толстый, будет предохранять пластину 2 от возможных повреждений при нарушении технологии контроля, а верхний слой 0 7 - более тонкий, соизмеримьш по толщине с величиной допускаемых погрешностей профиля, будет служить непосредственно для контроля. Подбор контрастных цветов красителя облегчает 55 определение формы пятна контакта и его размеров, так как нижний слой 6 будет способствовать проявлению формы пятна контакта в более тонком верхнем слое 7.
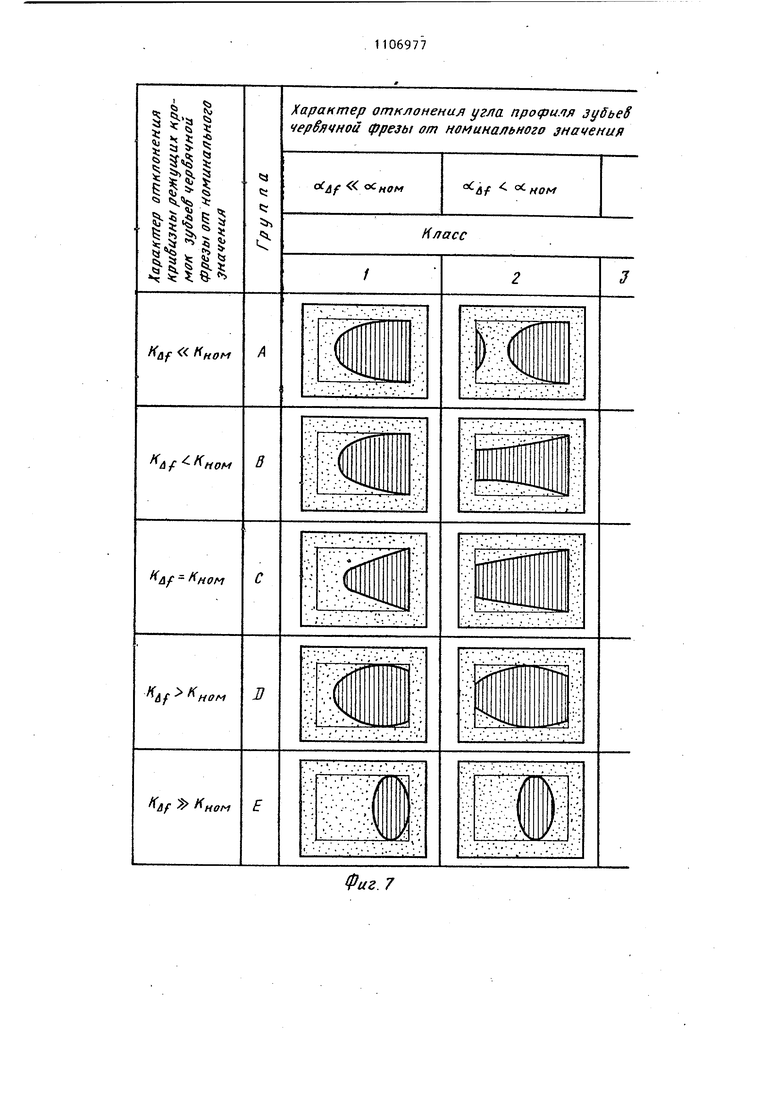
Если погрешность профиля зубьев червячной фрезы характеризовать вели-jчиной о(дг отклонения угла профиля от его номинального значения с(. Q (угол профиля измеряется как угол наклона касательной к профилю на начальном цилиндре инструмента) и величиной отклонения кривизны режущих кромок от ее номинальног-о значения tAOw - возможные виды пятна контакта можно разделить (таблицу на фиг. 7 и фиг.8) на пять групп А,В,С,1) и Е и пять классов 1,2,3,4 и 5, В зависимости от величины и знака составляющих погрешностей пятно контакта плоской пластины 2 с реальной ИИП червячной фрезы будет иметь вид (фиг.7 и фиг.8). Для наглядности длиВид А
на пятна контакта для всех случаев принята одинаковой, а масштаб ширины пятна контакта выбран больше масштаба его длины.
Использование изобретения дает возможность производить контроль профиля инструментов любых конструкций и типоразмеров при помощи одной и той же плоской пластины. Его использование расширяет технологические возможности и увеличивает универсальность затьшовочного и т.п. оборудования, так как дает возможность непосредственно на рабочем месте шлифовщика-затыловщика простыми средствами производить точный контроль профиля зубьев червячных фрез.
Фиг:2
В
Ipuz.ff
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2442678C1 |
| Червячный инструмент | 1980 |
|
SU931334A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2040376C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2011 |
|
RU2467840C1 |
| Червячная фреза | 1979 |
|
SU814610A1 |
| Способ изготовления червячной передачи | 1979 |
|
SU837636A1 |
| Способ нарезания червячного колеса | 1980 |
|
SU952480A1 |


СПОСОБ КОНТРОЛЯ СЛОЖНЫХ ПРОФИЛЕЙ ЗУБЬЕВ, заключающийся в том, что наносят тонкий равномерньй слой красителя на рабочую поверхность измерительного элемента, вводя его в контакт с контролируемым профилем. и по следу на слое красителя судят о качестве профиля, отличающийся тем, что, с целью расширения технологических возможностей при контроле червячных фрез, предназначенных для нарезания деталей с звольвентным профилем зубьев, в качестве измерительного элемента используют плоскую пластину перед введением в контакт с контролируемым профилем, устанавливают пластину под углом к оси контролируемой фрезы, равным основному углу подъема винтовой линии, и после введения в контакт с профилем перемещают пластину вдоль оси,а контролируемую фрезу поворачивают на угол, в пределах которого с пластиной (Л .контактирует только один зуб фрезы. О5 СО vj Фиг /
Фиг. 7
Характер отклонения угла про(рилл цервлчной фрезы от наминального змаченил
НОМ
f л и с с
/)/
&f нам
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Марков А.Л | |||
| Измерение зубчатых колес | |||
| Л., Машиностроение, 1977, с | |||
| Заслонка для русской печи | 1919 |
|
SU145A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Производство зубчатых колес | |||
| Справочник под.ред.Б.А.Тайца, М., Машиностроение, 1975 (прототип). | |||
