Изобретение относится к области машиностроения, а именно к червячно-модульным фрезам, и может быть использовано для нарезания цилиндрических зубчатых колес.
Известна червячно-модульная фреза на основе архимедова червяка для нарезания цилиндрических зубчатых колес, содержащая зубья с двумя боковыми и одной вершинной режущими кромками в плоскости передней поверхности зуба, причем при переднем угле зуба, равном нулю, боковые режущие кромки являются прямыми линиями, а при положительном или отрицательном переднем угле зуба - кривыми линиями, не являющимися дугами окружностей (см. Кожевников Д.В., Гречишников В.А., Кирсанов С.В., Кокарев В.И., Схиртладзе А.Г. Режущий инструмент: Учебник для вузов / Под редакцией С.В.Кирсанова. 2-е изд. доп. - М.: Машиностроение, 2005. - 528 с.).
К причине, препятствующей достижению указанного ниже технического результата при использовании известной червячно-модульной фрезы на основе архимедова червяка, относится то, что нарезанные ею цилиндрические зубчатые колеса имеют сравнительно низкую точность профиля боковых сторон зубьев. Точным профилем боковых сторон зубьев цилиндрического колеса является профиль, выполненный по эвольвенте, соответствующей заданным параметрам зубчатого колеса (см. Кожевников Д.В., Гречишников В.А., Кирсанов С.В., Кокарев В.И., Схиртладзе А.Г. Режущий инструмент: Учебник для вузов / Под редакцией С.В.Кирсанова. 2-е изд. доп. - М.: Машиностроение, 2005. - 528 с.).
Известно, что для получения точного профиля боковых сторон зубьев цилиндрических колес используются червячно-модульные фрезы на основе эвольвентного червяка, профиль боковых сторон которого существенно отличается от профиля боковых сторон архимедова червяка (см. Кожевников Д.В., Гречишников В.А., Кирсанов С.В., Кокарев В.И., Схиртладзе А.Г. Режущий инструмент: Учебник для вузов / Под редакцией С.В.Кирсанова. 2-е изд. доп. - М.: Машиностроение, 2005. - 528 с.). По этой причине точность профиля боковых сторон зубьев цилиндрических колес, нарезанных червячно-модульными фрезами на основе архимедова червяка, существенно ниже точности профиля боковых сторон зубьев цилиндрических колес, нарезанных червячно-модульными фрезами на основе эвольвентного червяка.
Наиболее близким по технической сущности к заявленному изобретению по совокупности признаков является червячно-модульная фреза на основе эвольвентного червяка для нарезания цилиндрических зубчатых колес, содержащая зубья с двумя боковыми и одной вершинной режущими кромками в плоскости передней поверхности зуба (см. Кожевников Д.В., Гречишников В.А., Кирсанов С.В., Кокарев В.И., Схиртладзе А.Г. Режущий инструмент: Учебник для вузов / Под редакцией С.В.Кирсанова. 2-е изд. доп. - М.: Машиностроение, 2005. - 528 с.) и принятая за прототип.
К причине, препятствующей достижению указанного ниже технического результата при использовании известной червячно-модульной фрезы на основе эвольвентного червяка, принятой за прототип, относится то, что боковые режущие кромки зубьев этой фрезы представляют собой нетехнологичные кривые, так как для их изготовления требуется использование специальных копиров сложного профиля, соответствующего этим кривым, и специальных контрольных приспособлений (см. Родин П.Р. Технология изготовления зуборезного инструмента / П.Р.Родин, В.И.Климов, С.Б.Якубсон. - К.: Техника, 1982. - 208 с.).
Сущность изобретения заключается в следующем. Выполнение боковых режущих кромок зубьев червячно-модульной фрезы по дугам окружностей позволяет в максимальной степени приблизить их профиль к требуемому профилю боковых режущих кромок зубьев червячно-модульной фрезы на основе эвольвентного червяка при условии обеспечения технологичности изготовления боковых режущих кромок. Боковые режущие кромки зубьев червячно-модульной фрезы на основе эвольвентного червяка, выполненные по дугам окружностей, существенно снижают трудоемкость изготовления копиров и не требует специальных контрольных приспособлений. Так как боковые режущие кромки, выполненные по дугам окружностей, максимально приближены к теоретически требуемому профилю зубьев червячно-модульной фрезы, то точность профиля зубьев цилиндрических колес, нарезанных предлагаемой червячно-модульной фрезой, получается высокой.
Технический результат - повышение технологичности конструкции червячно-модульной фрезы на основе эвольвентного червяка без снижения точности профиля зубьев нарезаемых цилиндрических колес.
Указанный технический результат достигается тем, что известная червячно-модульная фреза на основе эвольвентного червяка для нарезания цилиндрических зубчатых колес содержит зубья с двумя боковыми и одной вершинной режущими кромками в плоскости передней поверхности зуба.
Особенность заключается в том, что боковые режущие кромки выполнены по дугам окружностей, расположенными так, что для каждой дуги окружности величина среднего арифметического расстояния от ее точек до линии пересечения соответствующей боковой стороны эвольвентного червяка с плоскостью передней поверхности зуба, проходящей через точку пересечения дуги окружности и делительного цилиндра фрезы, имеет минимальное значение.
На чертеже изображен вид на переднюю поверхность зуба червячно-модульной фрезы.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Предлагаемая червячно-модульная фреза на основе эвольвентного червяка для нарезания цилиндрических зубчатых колес содержит зубья с двумя боковыми 1, 2 и одной вершинной 3 режущими кромками в плоскости передней поверхности зуба (см. фиг.). Боковые режущие кромки 1 и 2 выполнены по дугам окружностей, расположенными так, что для каждой дуги окружности величина среднего арифметического расстояния ΔLi от ее i-х точек до линии пересечения соответствующей боковой стороны эвольвентного червяка 4 и 5 с плоскостью передней поверхности зуба, проходящей через точки 6 или 7 пересечения дуги окружности 1 или 2 с делительным цилиндром фрезы 8, имеет минимальное значение.
Работа предлагаемой червячно-модульной фрезы для нарезания цилиндрических зубчатых колес осуществляется следующим образом.
При работе червячно-модульной фрезы боковые режущие кромки 1 и 2 ее зубьев, срезая слой металла во впадине зубьев обрабатываемого цилиндрического зубчатого колеса, одновременно осуществляют профилирование боковых сторон зубьев колеса. Так как боковые режущие кромки зубьев червячно-модульной фрезы 1 и 2 выполнены по дугам окружностей, максимально приближены к теоретически требуемому профилю зубьев червячно-модульной фрезы, то точность профиля зубьев цилиндрических колес нарезаемых, предлагаемой червячно-модульной фрезой, получается высокой при обеспечении технологичности конструкции фрезы (дуга окружности является более технологичной кривой, чем теоретически требуемый профиль боковых сторон зубьев фрезы).
С целью оценки влияния профиля боковых режущих кромок зубьев червячно-модульных фрез на точность профиля зубьев нарезаемых цилиндрических колес методом имитационного компьютерного моделирования с использованием верифицированного программного продукта (см. Свидетельство №2008612202 РФ о государственной регистрации программы на ЭВМ. Подпрограмма для моделирования процесса зубофрезерования червячной фрезой в рабочей среде пакета Unigraphics NX4.0 / B.B.Демидов, А.В.Попович; УЛГТУ. - 2008) проведено исследование для трех вариантов профиля боковых сторон зубьев фрезы при разном значении положительного переднего угла (табл.1) и разной степени переточенности фрезы (табл.2): вариант А - профиль боковых режущих кромок зуба червячно-модульной фрезы на основе архимедова червяка; вариант В - профиль боковых режущих кромок зуба червячно-модульной фрезы на основе эвольвентного червяка; С - профиль боковых режущих кромок зуба червячно-модульной фрезы на основе эвольвентного червяка, выполненный по дугам окружностей.
В данном исследовании определяли следующие параметры точности профиля зуба колеса, предусмотренные стандартом (см. ГОСТ 1643-81 «Передачи зубчатые цилиндрические. Допуски. - Издательство стандартов, 1989. - 68 с.»): погрешность профиля боковой стороны зуба колеса ffr и отклонение шага зацепления fpbr. Результаты исследования представлены в табл.1 и 2.
Из данных, приведенных в табл.1, следует, что наибольшая практически одинаковая точность профиля боковых сторон зубьев цилиндрического колеса получена для вариантов В и С, а наименьшая - для варианта А. Таким образом, выполнение боковых режущих кромок зуба червячно-модульной фрезы по дугам окружностей обеспечивает при разных значениях переднего угла высокую точность профиля боковых сторон зубьев цилиндрического колеса.
Из данных, приведенных в табл.2, следует, что, как и по данным табл.1, наибольшая практически одинаковая точность профиля боковых сторон зубьев цилиндрического колеса получена для вариантов В и С, а наименьшая - для варианта А. Таким образом, выполнение боковых режущих кромок зуба червячно-модульной фрезы по дугам окружностей обеспечивает при разной степени переточенности фрезы высокую точность профиля боковых сторон зубьев цилиндрического колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2416498C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2414335C1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2011 |
|
RU2467840C1 |
| ФРЕЗА | 1998 |
|
RU2131796C1 |
| Червячная фреза | 1979 |
|
SU814610A1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
Фреза содержит зубья с двумя боковыми и одной вершинной режущими кромками в плоскости передней поверхности зуба. Для снижения трудоемкости изготовления боковые режущие кромки выполнены по дугам окружностей, расположенным так, что для каждой дуги окружности величина среднего арифметического расстояния от ее точек до линии пересечения соответствующей боковой стороны эвольвентного червяка с плоскостью передней поверхности зуба, проходящей через точку пересечения дуги окружности и делительного цилиндра фрезы, имеет минимальное значение. 2 табл., 1 ил.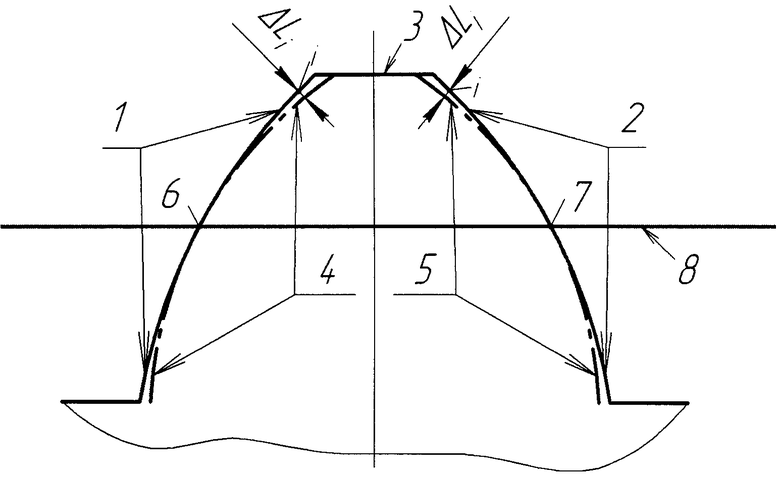
Червячно-модульная фреза на основе эвольвентного червяка для нарезания цилиндрических зубчатых колес, содержащая зубья с двумя боковыми и одной вершинной режущими кромками в плоскости передней поверхности зуба, отличающаяся тем, что боковые режущие кромки выполнены по дугам окружностей, расположенным так, что для каждой дуги окружности величина среднего арифметического расстояния от ее точек до линии пересечения соответствующей боковой стороны эвольвентного червяка с плоскостью передней поверхности зуба, проходящей через точку пересечения дуги окружности и делительного цилиндра фрезы, имеет минимальное значение.
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ | 2000 |
|
RU2161171C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 0 |
|
SU195840A1 |
| Сборная червячная фреза | 1983 |
|
SU1093446A1 |
| Червячная фреза | 1986 |
|
SU1366329A1 |
| US 4850155 A, 25.07.1989. | |||

