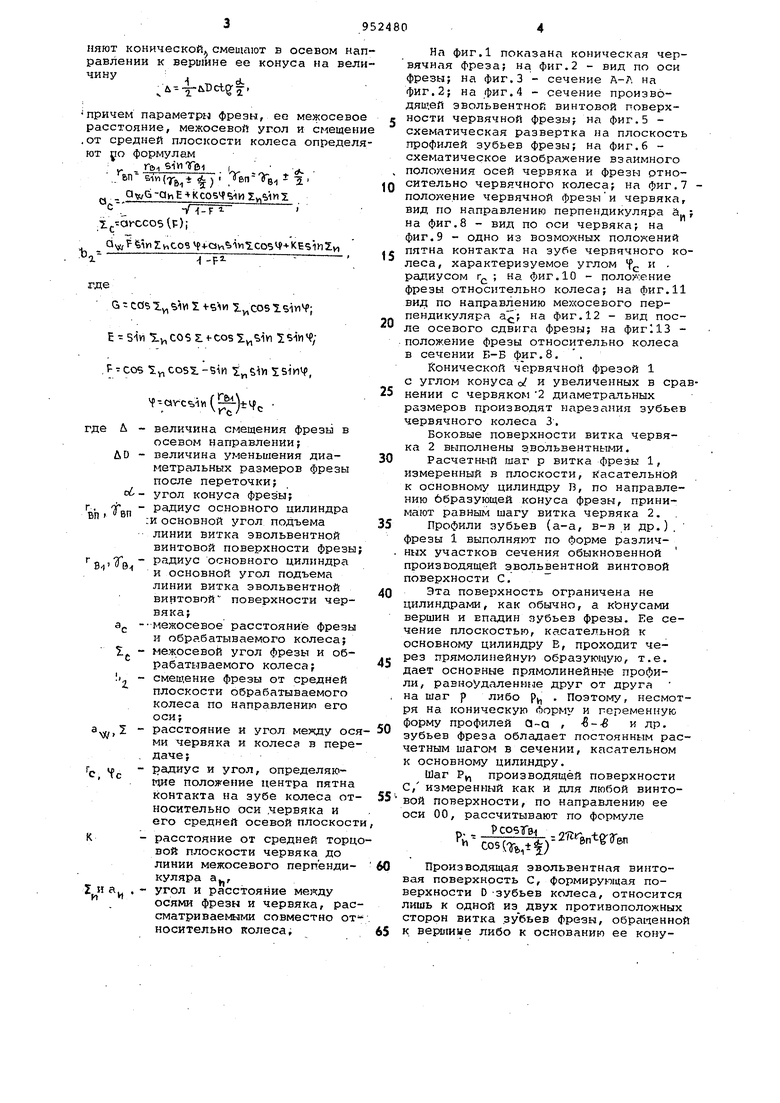
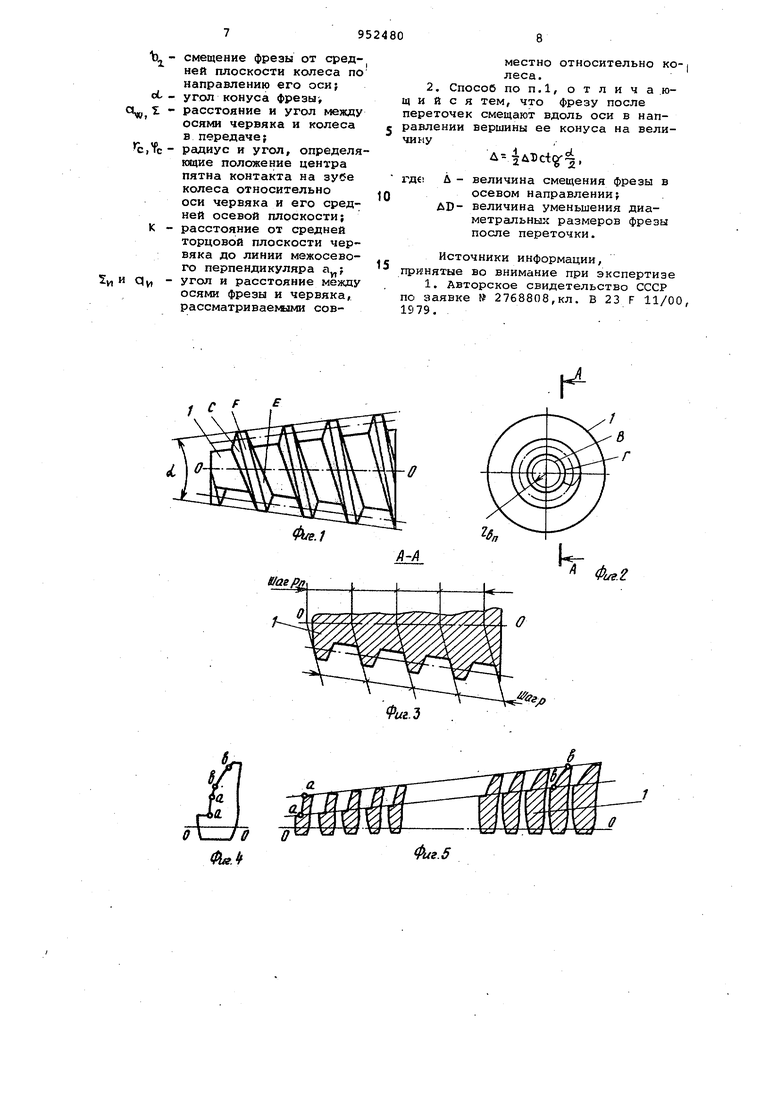
Изобретение относится к обработке зубчатых колес и в частности червячных колес передач с локализованным пятном контакта. Известен способ изготовления червячных колес передач с локализованным пятном контакта, по которому червяк изготавливают эвольвентным, а нарезание зубьев червячного колеса выполняют цилиндрической червячной фрезой увеливенных в сравнении с червяком диаметральных размеров. Шаг фрезы равен шагу витка червяка, профили ее зубьев выполнены по форме сечения эвольвентной винтовой поверх ности. Толщина зубьев фрезы меньше, чем толщина витка червяка. Нареза-, ние выполняют за два прохода фрезы при положении относительно колеса в каждом из проходов ином, чем положение червяка в передаче, и период.;ческой корректировке этого положения после переточек зубьев. По мере переточек зубьев фрезы угол между ее осью и осью колеса не ,изменяют, а уменьшают лишь межосевое расстояние и величину смещения фрезы от межосевого перпендикуляра. Это обеспечивает сохранение постоянного передаточного отношения в червячной передаче l. Недостаток этого способа состоит в том, что по мере последовательных переточек зубьев фрезы, уменьшающих ее диаметральные размеры, и корректировке ее положения форма поверхности зуба колеса постепенно приближается к форме поверхности зуба обыкновенной и нелокализованной червячной передачи , т.е. уменьшается расчетная степень локализации контакта. Это повышает чувствительность передачи к разного рода погрешностям, что приводит к нестабильности положени.ч начального контакта, а в итоге - к нестабильности эксплуатационник свойств изготавливаемых червячных передач. Целью изобретения является снижение погрешностей колеса после переточек фрезы и повышение точности локализованного контакта в червячной передаче . Поставленная цель достигается , что после первого прохода переворачивают колесо, производят его доворот до требуемой толщины зуба.и выполняют второй проход, при котором 1;арезают противоположные стороны зубьев, после переточек фрезу, которую выполняют конической,, сметают в осевом н равлении к вершине ее конуса на ве чину ---bnctQfj. причем параметра фрезы, ее межосев расстояние, межосевой угол и смеще ,от средней плоскости колеса опреде ют ро формулам J-uiSlH Тй1 - , ... /V- - л. ч. - t) 2 ay/G-a iE -Kco54sinz,e, с -ЛГТг- ij.-afcco5lF)i (,f wInCoe p4:aH ivi cosM +KE5i)ilvi G. cos 1. Vivi t tSAM ISiviV; E-S-in Tv,co5in-cosl iivi is-inH ; , P - C09 „ COS5. -sin 151ПЧ1, -aY-cc.i,() . где A величина смещения фрезы в осевом направлении; UD величина уменьшения диаметральных размеров фрезы после переточки; угол конуса фрезы; БП . радиус основного цилиндра и основной угол подъема линии витка эвольвентной винтовой поверхности фрез Bi3 Si радиус основного цилиндра и основной угол подъема линии витка эвольвентной винтовой поверхности чер вяка; межосевое расстояние фрез и обрабатываемого колеса; межосевой угол фрезы и об рабатываемого колеса; смещение фрезы от средней плоскости обрабатываемого колеса по направлению его оси; W расстояние и угол между о ми червяка и колеса в пер даче; радиус и угол, определяюгтие положение центра пятн контакта на зубе колеса о носительно оси .червяка и его средней осевой плоскос расстояние от средней тор вой плоскости червяка до линии межосевого перпенди куляра а, Z H a . угол и расстояние между Ki и осями фрезы и червяка, ра сматриваемыгда совместно о носительно колеса; На фиг.1 показана коническая червячная фреза; на фиг.2 - вид по оси фрезы; на фиг.З - сечение А-Л на фиг.2; на фиг.4 - сечение производяш.ей эвольвентной винтовой поверхности червячной фрезы; на фиг.5 схематическая развертка на плоскость профилей зубьев фрезы; на фиг.6 схематическое изображение взаимного полочения осей червяка и фрезы относительно червячного колеса; на фиг.7 положение червячной фрезыи червяка, вид по направлению перпендикуляра а„; на фиг.8 - вид по оси червяка; на фиг.9 - одно из возможных положений пятна контакта на зубе червячного колеса, характеризуемое углом f и . радиусом г, ; на фиг. 10 - положение фрезы относительно колеса; на фиг.11 вид по направлению межосевого перпендикуляра на фиг.12 - вид после осевого сдвига фрезы; на фиг . 13 положение фрезы относительно колеса в сечении Б-Б фиг.8. . Конической червячной фрезой 1 с углом конуса of и увеличенных в сравнении с червяком 2 диаметральных размеров производят нарезания зубьев червячного колеса 3. Боковые поверхности витка червяка 2 выполнены э.вольвентными. Расчетный шаг р витка фрезы 1, измеренный в плоскости, Касательной к основному цилиндру В, по направлению ббразующей конуса фрезы, принимают равным шагу витка червяка 2. Профили зубьев (а-а, в-в и др.). фрезы 1 выполняют по форме различных участков сечения обыкновенной производящей эвольвентной винтовой поверхности С. Эта поверхность ограничена не цилиндрами, как обычно, а кЬнусами вершин и впадин зубьев фрезы. Ее сечение плоскостью, касательной к основному цилиндру В, проходит через прямолинейную образующую, т.е. дает основные прямолинейные профили, равноудаленные друг от друга на шаг р либо р, . Поэтому, несмотря на коническую йорму и переменную форму профилей а-а , --в и др. зубьев фреза обладает постоянным расчетным шагом в сечении, касательном к основному цилиндру. Шаг Р производящей поверхности С, измеренный как и для любой винтовой поверхности, по направлению ее оси 00, рассчитывают по формуле D. - PccsTBi .,уу Производящая эвольвентная винтовая поверхность С, формирующая поверхности D -зубьев колеса, относится лишь к одной из двух противоположных сторон витка зубьев фрезы, обращенной к вершине либо к основанию ее конуса. В рассматриваемом примере - это сторона,обращенная к вершине конуса,Про.тивоположная сторона,т.е. сторона Е, является нерабочей. Форма поверхности Б может быть выбрана, например из условия наиболее простого изготовления либо любого другого условия, исключающего вероятность подрез поверхностей зубьев колеса, сформированных производящей поверхностью С. В частности, толшлны зубьев фрезы на ее делительном конусе должны быть меньшими толщины витка червяка на его делительном диаметре. -Если в качестве производящей при нимают сторону витка зубьев фрезы, обращенную к вериине ее конуса, т.е. .как в рассматриваемом примере, то в приведенных расчетных зависимостях при угле берут знак минус. Если же в качестве производящей принимают сторону, обрахченную к основанию кону са, при угле oL берут знак плюс. Положение зуба на витке фрезы согласно с положением производящей поверхности: если, производящая поверхность обращена к вершине конуса, то передняя грань F зуба фрезы такке должна быть обращена по направлению витка к вершине конуса фрезы. Если же производящая поверхность обращена к основанию конуса, то пере няя грань зуба также должна быть обращена по направлению витка к осно ванию конуса фрезы. Для обработки зубьев колеса 3 фрезу 1 устанавливают в положение, которое характеризуется расстоянием аи и углом Ху, между осями 00 и 1 и червяка 2 фиг.б-8), Зна фрезы и 2.Ц рассчитывают по фор чения а мулам a,) При выполнении первого прохода iac4ii4yrf i .-fc-jc- .«. .-i.- ----.,-sf :„о;;° льГ,.Гая°- п Г «,,™ ттч1л ли-лнияТЯЯЬНО ClbOD- рительно. Чтобы окончательно сфор мировать вторую сторону, выполняют второй проход. ,Цля этого, не изменя значениР. 5с и - после первого прохода отводят фрезу в нерабочую зону, переворачивают колесо 3, выставляют его доворотом на некоторый угол вокруг оси 0 для получения требуемой толщины зуба и производят повторную подачу врезания фрезы до межосевого расстояния а. Значение угла доворота определяют, например, путем пробного нарезания и замерами получаемой толщины зуба колеса После затупления зубьев фрезы и переточек выполняют компенсирующий изменение ее диаметральных размеров сдвиг k фрезы вдоль .оси 00 по направлению к вершине ее конуса. По сравнению с известным способ позволяет повысить точность лок лизованного контакта, т.е. сохраняются неизменньгми степень отвода поверхностей червячной передачи и положение пятна контакта при обработке не только новоЛ фрезой; но и фрезой многократно перетачиваемой. Формула изобретения 1. Способ нарезания червячного ко леса передачи с локализованным пятном контакта, содержащей эвольвентный червяк, червячной фрезой увеличенных в сравнении с червяком диаметральных размеров и с профилями зубьев, выполненными по форме сечения производящей эвольвентной винтовой поверхности, за два прохода при положении оси. фрезы относительно колеса ином. Чем в передаче с использованием переточек фрезы после ее рзноса, отличающийся тем, что, с целью снижения пргрешностей колеса и повышения точности локализованного контакта, при первом проходе нарезают один из профилей зубьев червячного колеса, после чего колесо переворачивают на 180 вокруг оси. перпендикулярной к оси его вращения, « производят его поворот, затем выполняют второй проход, при котором нарезают противоположные профили зубьев, причем фрезу выполняют конич&су.оъ., а ее геометрические параметры и параметры положения ее оси - межрсевое расстояние, межосево угол и смещение от средней плоскости колеса определяют по формулам Bn - Sin irs ± ) Эвп ТБ1 - -J -, QwC3-civ,gi-Kcos4sin hSinZS,-oreco CP) f - - -,- - °.т...в..1со.кн...„ 1 г G) - COS lyiSHu 1 «-Sl h Т у, COS XCOS S S1И Ч Е. 51и Zy, Sy,5iyi2:sin f F-COSij COS IL-SIM У„%1П Isinf M--ci -Lc,iM (Ге„|у-) где г j - радиус основного цилинд ра и основной угол подъема битка производящей эвольвентной винто вой поверхности фрезы} Вх.Тв радиус основного цилинд ра и основной угол подъема линии витка эвольвентной винтовой поверхности червяка; Oic межосевое расстояние фрезы и обрабатываемого колесас- межосевой угол фрезы и рбрабатываеж)го колеса
Ъ, - смещение фрезы от средней плоскости колеса по направлению его оси;
ct- - угол конуса фрезы, Z - расстояние и угол между осями червяка и колеса в передаче}
t.Hc - радиус и угол, определяющие положение центра пятна контакта на зубе колеса относительно оси червяка и его средней осевой плоскости;
К - расстояние от средней торцовой плоскости червяка до линии межосевого перпендикуляра q, - угол и расстояние между осями фрезы и червяка, рассматриваемыми совместно относительно колеса.
2. Способ по П.1, отлича .ющ и и с я тем, что фрезу после переточек смещают вдоль оси в направлении вершины ее конуса на величину
. 1
A--tuDct(g,
L Т
величина смещения фрезы в
осевом направлении; величина уменьшения диаметральных размеров фрезы после переточки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 2768808,кл. В 23 F 11/00, 1979,

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления червячной передачи | 1979 |
|
SU837636A1 |
| Червячный инструмент | 1980 |
|
SU931334A1 |
| Способ обработки зубьев червячного колеса | 1979 |
|
SU856696A1 |
| ОРТОГОНАЛЬНАЯ ДВУХМОДУЛЬНАЯ ЧЕРВЯЧНАЯ ПЕРЕДАЧА | 1999 |
|
RU2159370C2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Сборная червячная фреза для обработки глобоидных червячных колес | 1972 |
|
SU547302A1 |
| ОРТОГОНАЛЬНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА А.Н.МАРКОВА | 1995 |
|
RU2087775C1 |
| БЕЗЗАЗОРНАЯ ЧЕРВЯЧНАЯ ПЕРЕДАЧА И СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ ЧЕРВЯЧНОГО КОЛЕСА БЕЗЗАЗОРНОЙ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ | 2005 |
|
RU2291337C1 |
| Способ получения сопряженной ортогональной червячной передачи | 1978 |
|
SU832867A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ ЧЕРВЯЧНОГО КОЛЕ( ПЕРЕДАЧИ С ЦИЛИНДРИЧЕСКИМ ЧЕРВЯКОМПЛТЕНТЬ'О-тгхнпчгс!:дйБИБЛИОТЕКА.10 | 1969 |
|
SU251353A1 |

Фиг. 5
Фие.в
