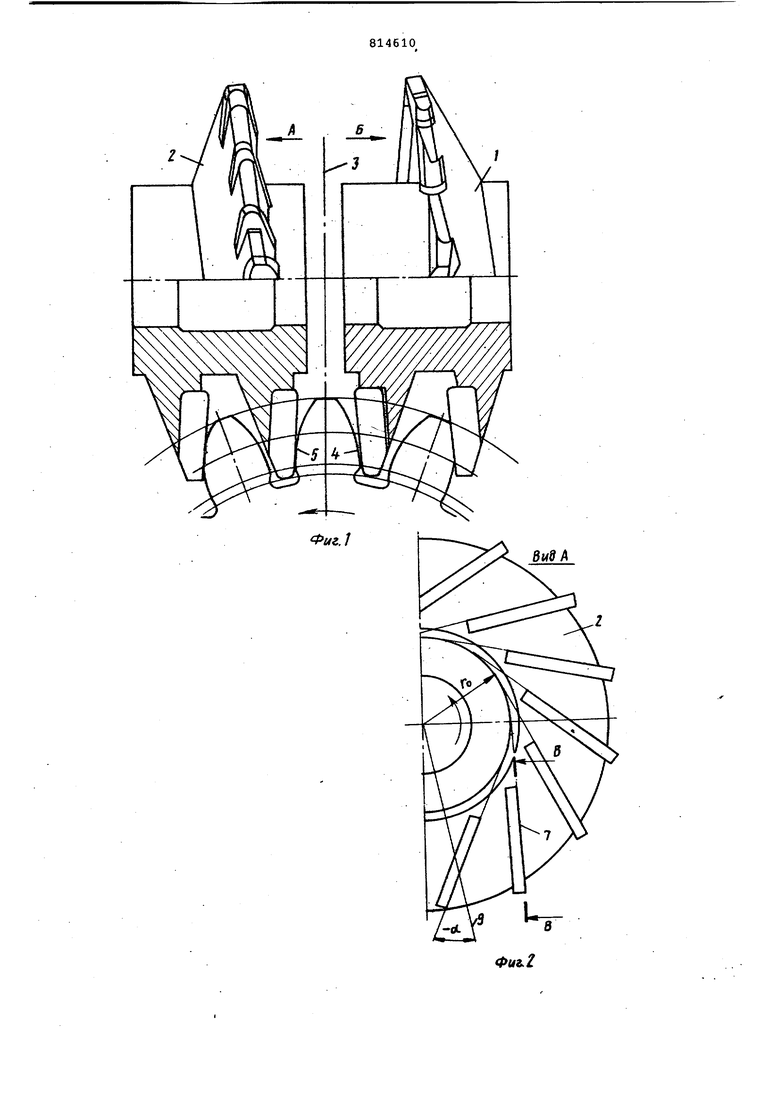
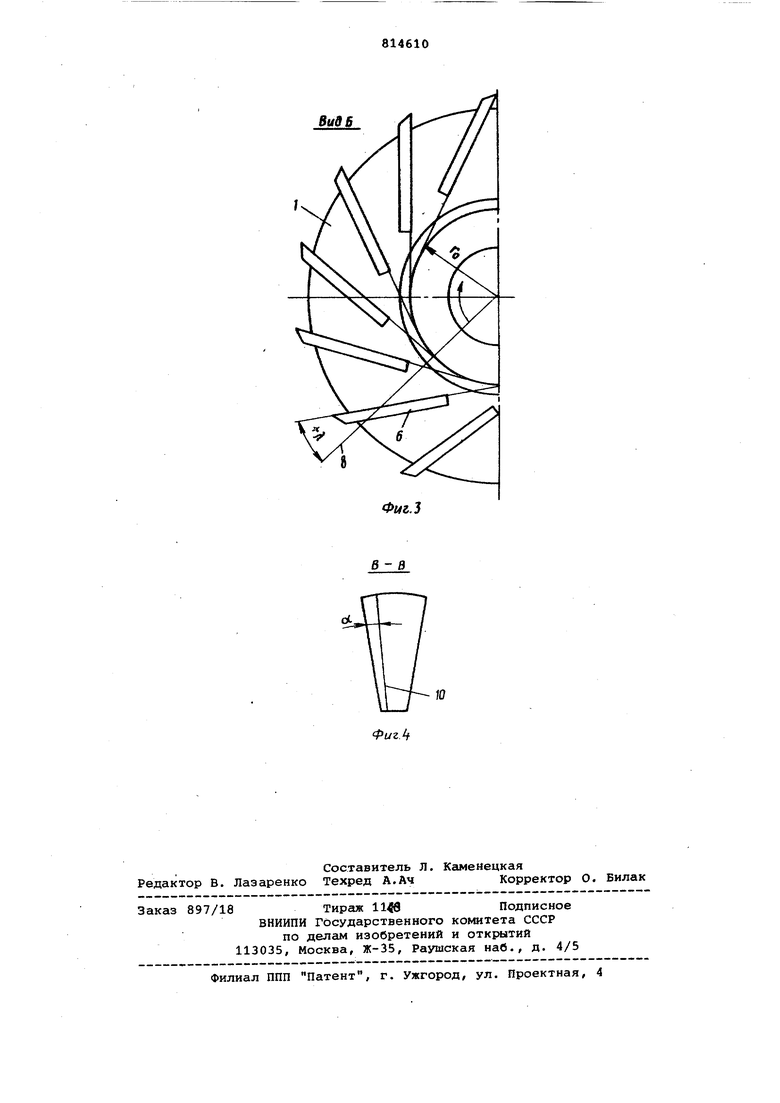
Изобретение относится к металлообработке. Известна-червячная фреза для нарезания зубьев цилиндрических зубчатых колес, содержащая две, устанавливаеьвле симметрично относительно межосевого перпендикуляра инструмента и изделия, полуфрезы обработки разноименных профилей зубьев колеса }. Недостатками этой червячной фрезы являются органическая погрешность профилирования зубьев колеса, вследствие расположения режущих кромок в осевых плоскостях по касательным к боковым поверхностям архимедова прои водящего червяка, а также невысокая стойкость инструмента при выполнении его твердосплавной режущей части, предназначенной для нарезания зубьев колес из труднообрабатываемых материалов . Целью изобретения является повышение точности обработки и стойкости твердосплавной режущей части. Поставленная цель достигается тем что режущие кромки фрезы расположены по касательным к основному цилиндру и боковым поверхностям эвольвенткого производящего червяка под положитесь углом X наклона к нормали вектора скорости резания на первой {входящей в зацепление с нарезаемьал колесом) полуфрезе и под отрицательным углом Я. на второй полуфрезе. На фиг. 1 показана червячная фре-, за, осевое сечение; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 вид по стрелке Б фиг. 1; на фиг. 4 разрез по В-В фиг. 2. Червяная фреза содержит первую 1 и вторую 2 полуфрезы, устанавливае в№ соосно и сшллетрично относительно межосеврго перпендикуляра 3 инструмента и изделия, для обработки разноименных профилей 4 и 5 зубьев колеса Режущие кромки 6 и 7 обеих полуфреэ расположены по касательным к. основному цилиндру радиуса Гд и боков1« поверхностям эвольвентного производящего червяка. На первой полуфрезе 1 режущие крсяякн 6 расположешл под положительный углом наклона я. к нормали 8 вектора скорости резания. На второй полуфрезе 2 режущие кромки 7 расположены под отрицательньм углом X наклона к нормали 9 вектора скорости резания. Угол of- наклона режущих кромок 6 и 7 к торцовой плоскости 10
червячной фрезы одинаковый у обеих иолуфрез и определяется зависимостью
где - модуль нормальный , мм;
W - угол подъема витков червячной фрезы;
TQ - радиус основного цилиндра производящего червяка , мм.
Червячная фреза работает следующим образом.
Первую V полуфрезу 1 устанавливают до межосевого перпендикуляра 3 (относительно направления вращения нарезаемого колеса), вторую полуфрезу 2 устанавливают симметрично за межосевым перпендикуляром 3; инструменту и изделию задают взаимосвязанные вращения и относительное прямолинейное перемещение вдоль оси нарезаемого колеса со скоростью подачи. Разноименные профили 4 и 5 зубьев нарезаемого колеса обрабатывают соответственно режущими кромками б и 7 полуфрез, расположенными под одинаковыми по величине, но противоположными по знаку, углами X наклона к нормали 8 и 9 векторов скорости резания. При этом перемещение точек контакта режущих кромок 6 полуфрезы 1 по правым профилям 4 зубьев осуществляется от ножки к головке, а перемещение точек контакта режущих кромок 7 полуфрезы 2 по левым профилям 5 зубьев осуществляется в противоположную сторону, от головки к ножке. Указанная разность в направлениях перемещения точек контакта режущих кромок инструмента с изделием в процессе резания обеспечивает уравновешивание радиальных составляющих сил резания, что в итоге способствует уменьшению деформации элементов системы СПИД и повышению точности обработки. Расположение режущих кромок касательно к основному цилиндру и боковым поверхностям эвольвентного производящего червяка исключает органическую погрешность профилирования, а плавный 5 вход и выход режущих кромок из обрабатываемого материала в процессе прерывистого резания, обеспечиваемый расположением режущих кромок под углами к нормали вектора скорости Q резания, отличными от нуля, способствует увеличению стойкости инструмента с твердосплавной режущей частью, подвергающегося в этих условиях резания адгезионно-усталостному изнашиванию.
Формула изобретения
Червячная фреза, содержащая две,
0 устанавливаемые симметрично относительно межосевого перпендикуляра инструмента и изделия, полуфрезы для обработки разноименных профилей зубьев колеса, отличающая5 с я тем, что, с целью повышения точности обработки и стойкости твердосплавной режущей части, режущие кромки фрезы расположены по касательным к основному цилиндру и боковым
. поверхностям эвольвентного производящего червяка под положительным углом Л наклона к нормали вектора скорости резания на первой (входящей в зацепление с нарезаемьви колесом) полуфрезе и под отрицательным углом
Л на второй полуфрезе.
Источники информации, принятые во внимание при экспертизе
1. Сидоренко А. К. Особенности изготовления крупномодульных колес.
0 М., Машиностроение, 1976, с.6-7 и 96-97, рис. 5 и 77.
Фиг.1
Вид А
В
Вид Б
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| Червячный инструмент | 1980 |
|
SU931334A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| Червячная фреза | 1987 |
|
SU1530353A1 |
| Способ обработки зубьев цилиндрических зубчатых колес | 1981 |
|
SU1096058A1 |
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Червячная фреза | 1974 |
|
SU680826A1 |