111 Изобретение относится к способам сварки плавлением и может быть использовано при изготовлении сварных конструкций в различных отраслях промьшшенности из титановых, медных сплавов и сталей и их сплавов, склонных к заращиванию дефектов. Известен способ сварки соединений при котором прямолинейные кромки стыкуют с обеспечением совмещения плоскостей детали и на сварочную ванную воздействунуг принудительно давлением газа СП. Однако после сварки в сварном шве образуются дефекты, ухудшающие его прочностные и эксплуатационные харак теристики. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ сварки плавлением, при котором наклонные к плоскости детали кромки собирают без зазора в стык со смещением плоскостей деталей относительно друг друга в сторону меньшего угла наклона стыка, процесс проплавления ведут на режимах резки, а давление производят в зоне стыка на кромки по нормали к поверхности деталей до совмещения их С21 Однако при этом соединение кромок происходит фактически в твердо-жидком состоянии, при котором возникают дефекты в виде пор, плен, несплавлений кромок. Эти дефекты снижают прочность соедиУ1ения. Фактически этот процесс приближается к стыковой контактной сварке методом оплавления. При этом процессе, чем больше ширина реза, тем труднее обеспечить качество соединения из-за возникающих трудностей поджатия кромок до образования соеди нения. Целью изобретения является повышение качества и прочности сварного соединения путем обеспечения заращипания дефектов шва. Эта цель достигается тем, что согласно способу сварки плавлением, при котором свариваемые детали собирают без зазора в стык, выполненный наклонный к их поверхностям со смещением их кромок относительно одна другой в сторону меньшего угла наклона стыка, проплавляют и сдавливают стык путем приложения давления по нормали к поверхности деталей, свариваемые детали собирают со смещением, равными 1,8-2,2 максимально возможного размера дефекта шва, а после сварки сдавливанием сваренные детали нагревают до температуры сверхпластичности металла шва и нагрузку прикладывают на участке шириной, равной сумме ны течения шва и двух толщин свариваемых деталей. Кроме того, угол наклона стыка к плоскости деталей выбирают равным 7080 . На чертеже изображена схема осуществления способа. На плоских деталях 1 и 2 выполняют наклонно к их плоскости стык. Величину угла наклона о, выбирают в пределах 70-80. В этом случае достигается наибольшая прочность соединения. При меньших углах возникают трудности выполнения шва при сварке. Детали 1 и 2, собирают со смещением 3 меж,с(,у их плоскостями, сдвигая одну деталь 1 относительно другой в сторону меньшего угла наклона о(Величину смещения h задают 1,8-2,2 максимального возможного размера дефекта 4, так, при смещении менее 1,8 размера дефекта не происходит ззлечивания пор и других дефектов потому, что недостаточна величина деформации. Указанная величина необходима для снятия всего дефекта и создания условий для рассасывания примесей газов, плен вокруг дефекта. При достаточной деформации и соответствующей температуре происходит диффузия газовых примесей и рассасывание окислов, находящихся вокруг дефектов, по металлу шва, что приводит к их равномерному распределению. При величине большей 2,2 диаметра требуется прикладывать большие величины усилий, что также невозможно изза появления трещин. После сварки реальные сварные соединения ответственных изделий проходят контроль рентгеновской дефектоскопией. Дефекты в металле сварных швов фиксируются на пленке, которая является.документом качества и хранится. Дефекты: можно замерить и сосчитать их количество. При дуговой сварке в зависимости от режимов сварки, толшдн свариваемых материалов встречаются дефекты в виде скоплений цепочек и единичные. Размеры и виды дефектов сведены в табл.1 и 2. Этими таблицами можно пользоваться для практических целей, а именно брать величину уступа для сборки. По способности и склонности к заращиванию дефектов металлы можно поставить в ряд: титановые сплавы, медные сплавы, сталь и их сплавы. Сварку осуществляют плавлением на режимах, обеспечивающих максимальный коэффициент наплавки. При.этом сохраняют смещение кромок деталей относительно друг друга креплением их в процессе сборки. Затем сваренные детали нагревают в электропечи или ТВЧ с общим разогре вом всего соединения по толщине детали. Нагрев осуществляют до температуры сверхпластичности(940-1200°С). При меньщей температуре не происходит диффузионного сращивания дефектов. Нагретые детали нагружают, создавая давление на прессе или прокаткой на шов по ширине зоны Ь , равной сумме длины сечения шва i и двух толщин свариваемого металла (cf) , T.e.(f, Величина нагрузки Р определяется по формуле .вт , где F - площадь сечения шва, м , QT напряжения при температуре сверхпластичности. При приложении нагрузки Р на шири не зоны требуются большие усилия, а при происходит смятие кромок, что крайне нежелатель но. В приложенной нагрузке Р по ширине, равной & (f не происходит смятия деталей 1 и 2, а наблюдается деформация металла до совмещения кро мок. Такое приложение нагрузки эконо мически целесообразно и весьма выгод но отличается от других способов. Для опробования данного способа проводили дополнительные эксперименты по выбору уступа под сборку и угла наклона сварного шва к плоскости нагружения. При этом используют способы сварки вольфрамовым электродом с присадочным металлом и плавящимся электродом. Для сварки применяют титановые сплавы ОТ4 и ВТ23 толщиной 20 мм как средние толщины и длиной 300 мм. Собраны образцы под сварку с различными уступами,равными 1 ,2, 1,5, 1,8,2,0, 2,2, 2,5 диаметра дефекта (поры ( 2,0 мм получены при сварке неплавящимся электродом с присадочным металлом и плавящимся электродом). Поры вызваны искусственно, т.е. применяют присадочную проволоку без специальной технологической подготовки поверхности. Сварку вы1 олняют с присадочным металлом ОТ4 и СПТ-2, диаметром проволоки 2 мм на режимах, обеспечивающих максимальный коэффициент наплавки . Режимы сварки иеплавящимся электродом с присадочным металлом: величина сварочного тока 190-200 А, скорость сварки 14 м/ч, скорость подачи проволоки 30-40 м/ч, напряжение дуги 9-10 В, расход защитного газа 78. л/мин, число проходов - 5. Режимы сварки плавящимся электродом: величина сварочного тока 400А, скорость сварки 20 м/ч, напряжение на дуге 28-ЗОВ, скорость подачи присадочной проволоки 80-90 м/ч, диаметр присадочной проволоки 2 мм, число проходов - 3. Расход защитного газа: в горелку 25 л/мин, в подвижную камеру 10 л/мин. После сварки проводят рентгеновское просвечивание сварных пластин, результаты просвечивания приведены в табл.1. В сварных соединениях получены поры диаметром 0,1-2,0 мм. При сварке плавящимся электродом мелкая пористость отсутствует, а крупная присутствует в меньшем количестве. После сварки пластины нагревают до 940-980С, выдерживают 1 ч в печи с обычной атмосферой. Нагретые пластины устанавливают под пресс типа ПСУ-500 и прикладывают давление через специальные прокладки с расчетной шириной А . Давление прикладывают с целью получения монолитности металла сварного шва и возможности сращивания (ликвидации) дефектов сварки , Нагрузку Р определяк т по формуле р f 1 г- г . где F - площадь приложения нагрузки, (З - прочность металла при 940 С. Нагрузку прикладывают, исходя из условия несмятия детали до совмещения кромок, т.е. ликвидации уступа. Ширина приложения нагрузки подсчитывается по формуле 2.2d, где 1 - сечение шва по осевой линии (для толщины 20 мм равно 28 мм). Длина L для расчета прикладываемой нагрузки равна длине сварной пластины - 300 мм. Тогда общая площадь при ложения нагрузки определяется для двух материалов. F -ftx6 (e-f2)xL(28+2 20) см Для титанового сплава ВТ23 нагрузка равна -8/4x700 58,8 т; f 28-300 8400 см. Для титанового сплава ОТ4 нагрузка равна Р FC 84x200 16,8 т. Для сплава ВТ23 G 940° кгс/мм йт 940С 2 кгс/см Для сплава ОТ4 при выдержке 10 с. При приложении расчетных нагрузок получают совмещение кромок и плоскостность деталей. После остьшания детали пррводят рентгеновскую дефектоскопию и металлографические исследований На основании рентгеновского просвечинанияобнаружены и отмечены дефекты для металлографических исследований. При уступах t, 8-2,2 0r icijc поры рентгеновским просвечиванием дефектов в сварном соединении не оинаружены. Анализ образцов, выполненных с различными уступами, показывает что при уступах, равных 1,2 и 1,5т(ху диаметра поры не происходило полного диффузион}юго залечивания их, а также полного сращивания максимальных дефектов сварки. Поры сплющены, видны на металлографических образцах остатки дефектов в виде темных вытянутых пятен и полосок. В этом случае не произошло рассасывания дефектов и газовых примесей. Металлографические исследования сварных соединений, выполненных с уступами 1,8-2,2|yyjj пор показывают деформированный металл сварного шва, Трещин, темных пятен и полосок не наблюдают. При металлографическом исследовании образцов, вьтолненных с уступом, равным 2,5frtci диаметра пор, наблюдались трещины в области дефектов свариз-за сравнит-ельно большой деформации. Таким образом, уступ 1,8-2, пор является оптимальным для сборки соединений под сварку. Вторая часть работы по проведению экспериментов посвящена выбору опгимального угла наклона сварного шва (Ы). Сварены пластины из титановых сплавов ОТ4 и ВТ 23 той же толищны (20 мм) со следующими углами наклона: 45, 60, 70, 80, 90 ° и уступом 3,6 мм. Сварку сплава ОТ4 проводят с присадочным металлом ОТ4, а сплава ВТ 23 - с СПТ-2. Технологию сварки способа осуществляют традиционным способом в нижнем положении электрода. Режимы сварки приведены выше для неплавящегося электрода. После сварки пластины подвергают нагреву при 940 С и выдерживают в печи 1 ч. Затем нагружают на прессе по указанной методике до совмещения свариваемых кромок. Проводят рентгеновскую дефектоскопию сварных .соединений. Анализ пленок показал отсутствие дефектов сварки. Сварные пластины разрезают на образцы для механических испытаний и металлографических исследований. Результаты механических испытаний сварных соединений из титановых сплавов приведены в табл.2. Анализ полученных данных показал, что угол наклона OL 1юединений влияет на прочность. При углах наклона 45, 60 прочность соединений самая низкая. При углах наклона Ы 70-80° наблюдается самая высокая прочность для указанных сплавов титана, особенно это заметно для сплава ВТ 23, как более высокопрочного. В этом случае наблюдается скачок, т.е. более резкое увеличение прочности,с 85 кгс/мм до 112 кгс/мм, что весьма важно в производстве сварных конструкций, Таким образом, угол наклона cL , уступ 1,8-2, пор и щирина б 1 + 2сГ позволяют получить высокое качество шва. Поры и несплавления в металле сварного шва отсутствуют, наблюдается плотньй деформированный метаЛл. Предлагаемый способ прост и не требует специальных затрат, позволяет шире внедрять конструкции из титановых сплавов, медных и других обладающих склонностью к заращиванию дафактов.
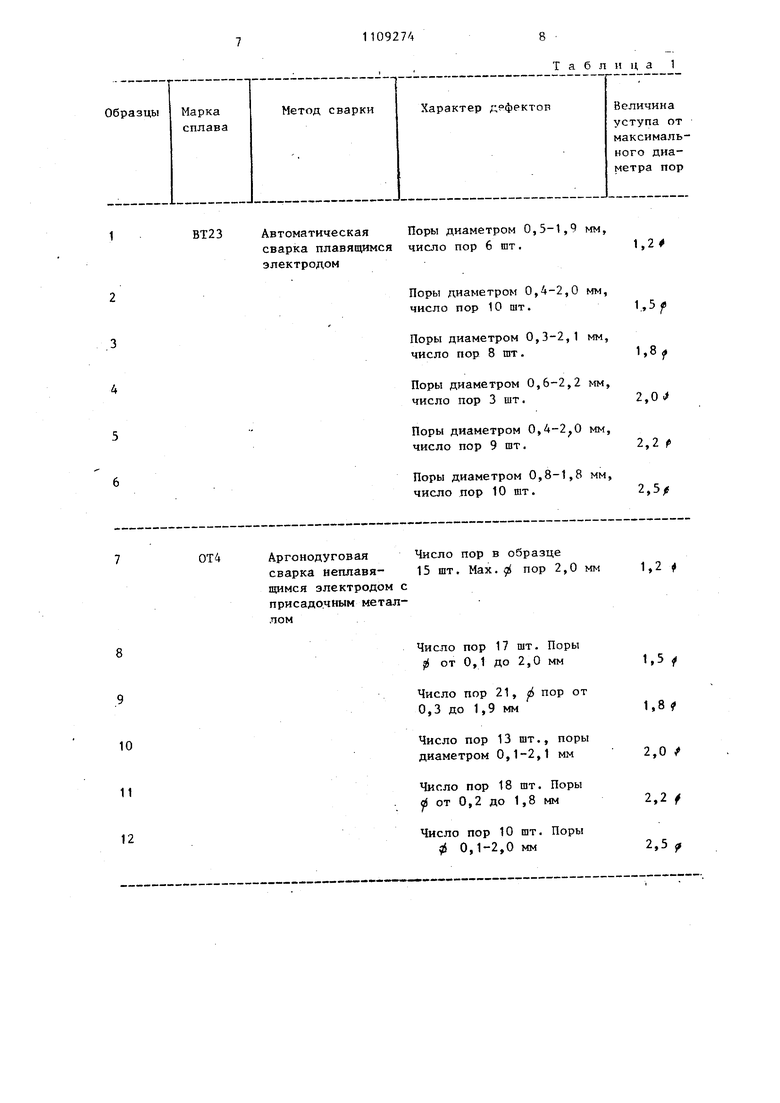
Марка
Метод сварки
Образцы сплава
Таблица 1
дефектов
Величина уступа от максимального диаметра пор

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ ШТАМПОВАННЫХ ПОЛУПАТРУБКОВ | 2008 |
|
RU2410220C2 |
| Способ односторонней стыковой электродуговой сварки | 1977 |
|
SU727362A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| Способ электронно-лучевой сварки деталей | 2018 |
|
RU2681067C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРНОГО ШВА | 2002 |
|
RU2232069C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ сварки плавлением высоколегированных высокопрочных титановых сплавов | 1980 |
|
SU904937A1 |
t. СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ, при котором свариваемые детали собирают без зазора встык, вьтолненный наклонным к их поверхностям, со смещением их кромок относительно одна другой в сторону меньшего угла наклона стыка, проплавляют и сдавливают стык путем приложения дaftлeнv я по нормали к поверхности деталей, отличающийся тем, что, с целью повышения качества и прочности сварного соединения путем обеспечения заращивания дефектов шва, свариваемые детали собирают со смещением, равным 1,8-2,2 максимально возможного размера дефекта шва,, а после сварки перед сдавливанием сваренные детали нагревают до температуры сверхпластичности металла шва и нагрузку прикладывают на участке шириной, равной сумме длины сечения шва и двух толщин свариваемых деталей. 2. Способ ПОП.1, отличающийся тем, что угол наклона сты(Л ка к плоскости деталей выбирают равным 70-80.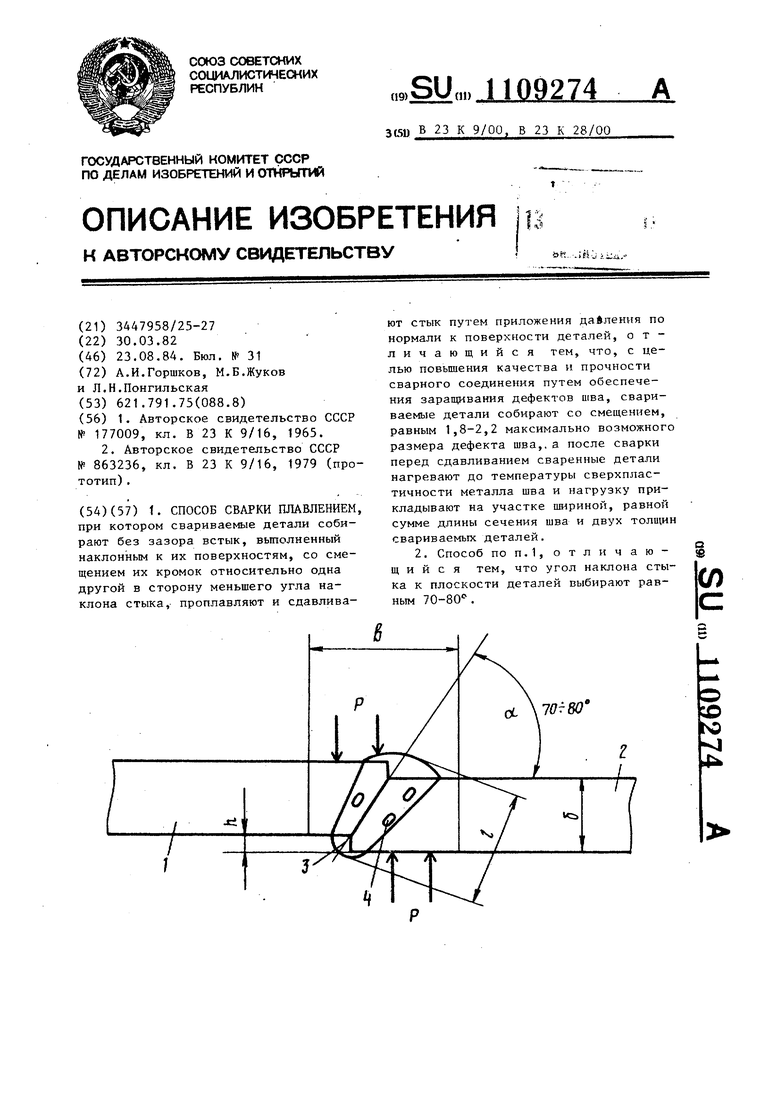
ВТ23 Автоматическая сварка плавящим электродом 7ОТ4 Аргонодуговая сварка неплавящимся электродо присадо.чным мет лом 8 9 10 11 12 Поры диаметром 0,5-1,9 мм, число пор 6 шт. Поры диаметром 0,4-2,0 мм, число пор 10 шт. Поры диаметром 0,3-2,1 мм, число пор 8 шт.1 8 Поры диаметром 0,6-2,2 мм, число пор 3 шт.2,0 1# Поры диаметром 0, мм, число пор 9 шт.2,2 Поры диаметром 0,8-1,8 мм, число пор 10 шт.2,5 Число пор в образце 15 шт. Мах. 9 пор 2,0 м # Число пор 17 шт. Поры 0 от О,1 до 2,0 мм Число пор 21, пор от 0,3 до 1,9 мм1,8 Число пор 13 шт., поры диаметром 0,1-2,1мм 2,0# Число пор 18 шт. Поры от 0,2 до 1,8 мм 2,2 Число пор 10 шт. Поры ф 0,1-2,0 мм2,5 f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU177009A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ сварки плавлением | 1979 |
|
SU863236A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
