Изобретение относится к оборудованию для производства клееных деревянных строительных конструкций и может быть использовано в деревообрабатывающей промышленности.
Известна линия для производства заготовок для клееных конструкций, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами загрузочное устройство, станок для поперечного раскроя пиломатериалов, разделительное устройство и участки для сращивания пиломатериалов по длине 1.
Известна также линия изготовления заготовок из пиломатериалов для клееных конструкций, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами загрузочные устройства, станки для поперечного раскроя пиломатериалов и участки для сращивания отрезков пиломатериалов по длине 2.
Недостатком известных линий является низкий полезный выход заготовок вследствие того, что для сращивания используются отрезки только кратных длин, а отрезки не кратных длин и отрезки с дефектами бракуются.
Цель изобретения - повыщение полезного выхода заготовок.
Цель достигается тем, что линия изго товления заготовок из пиломатериалов для клееных конструкций, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами загрузочные устройства, станки для поперечного раскроя пиломатериалов и участки для сращивания отрезков пиломатериалов по длине, снабжена устройством для отбора и сортировки по длинам заготовок, не имеющих дефектов, и участком для переработки некондиционных отрезков, причем устройство для отбора и сортировки заготовок поперечным конвейером связано с транспортным средством упомянутых станков для поперечного раскроя пиломатериалов, а участок переработки некондиционных отрезков - с транспортным средством тех же станков для поперечного раскроя и с одним из участков сращивания отрезков пиломатериалов по длине.
Станки для поперечного раскроя пиломатериалов снабжены задатчиками длин отрезаемых заготовок, выполненными, например, в виде мерных упоров.
Участок переработки некондиционных отрезков выполнен в виде установленных по ходу технологического процесса и связанных между собой транспортными средствами станков дЛя продольного резания, станков для поперечного раскроя и сортировочных конвейеров.
На фиг. 1 схематически изображена линия, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 г- разрез В-В на фиг. 1. 5 Линия изготовления заготовок для клееных конструкций содержит загрузочные устройства, каждое из которых состоит из . приемного рольганга 1, наклонного лифта 2 с поперечным конвейером 3 для разборки
Q поступающих на линию щтабелей пиломатериалов и пощтучной подачи их в обработку, распределительное устройство, выполненное в виде продольных конвейеров 4 и 5 и расположенного между ними поперечного конвейера 6 для подачи пиломатериалов к станкам для поперечного раскроя 7. На выходе станков 7 установлены продольные конвейеры 8, которые могут быть выполнены в виде приводных рольгангов. Продольные конвейеры 4 и 5 могут быть выполнены в виде рольгангов, а. поперечные конвейеры 6 - в виде приводных цепных контуров с упорами. Рольганги 5 и 8 расположены в одной горизонтальной плоскости.
Под рольгангами 8 установлены выполненный, например, в виде цепных контуров, поперечный конвейер 9, для распределения отрезков пиломатериалов к соответствующим участкам Г и Д для сращивания их по длине и поперечный конвейер 10 с механизмом поштучной выдачи 11 для передачи заготовок, не имеющих дефектов на устройство для отбора и сортировки их по длинам, состоящее из сортировочного продольного конвейера 12, накопителей 13 и конвейера 14 для выноса пакетов заготовок от накопителей 13. Механизм пощтучной выдачи 11 может быть выполнен в виде наклонного цепного конвейера с упорами, выход которого расположен выше продольного конвейера 12, который, как и конвейер 14, может быть выполнен в виде приводного рольганга.
Каждый из участков Г и D для сращивания по длине отрезков пиломатериалов состоит из узла 15 для зарезки шипов и нанесения на них клея, устройства 16 для сращивания отрезков в непрерывную ленту с предварительной опрессовкой шипового соединения, торцовочного станка 17 для раскроя непрерывной ленты на заготовки, устройства 18 для окончательной опрессовки шиповых соединений и чистовой торцовки заготовок, за которым установлены пакетоукладчик 19 и выносной рольганг 20.
Между участком сращивания заготовок Г и выходом поперечного конвейера 9 установлен продольный конвейер 21, параллельно которому установлен другой продольный конвейер 22, связывающий посредством конвейеров 23 и 24 конвейер 9 с участком для переработки некондиционных отрезков. Участок для переработки
некондиционных отрезков состоит из подъемного стола 25, двух, смещенных по ходу технологического процесса и предназначенных для продольного раскроя, некондиционных отрезков станков 26. Торцовочные станки 27 связаны со станками 26 с помощью системы продольных и поперечных конвейеров 28-31, из. которых конвейеры 28 и 30 выполнены роликовыми, а 29 и 31 - цепными с упорами. За торцовоЧными станками 27 установлены выносные конвейеры 32. Ниже уровня конвейеров 32 расположе-. ны сортировочные конвейеры 33, количество которых соответствует количеству установленных на участке переработки некондиционных отрезков торцовочных станков 27. Каждый из сортировочных конвейеров 33 снабжен на выходе механизмом 34 для поштучной выдачи отрезков на продольный конвейер 35, выполненный в виде приводного рольганга, который связан с участком D сращивания заготовок по длине. Механизм 34 может быть выполнен в виде соосно установленных приводных дисков с лопастями.
На конвейерах 32 установлены сталкиватели (не показаны) для передачи отрезков на сортировочные конвейеры 33.
Станки поперечного раскроя пиломатериалов 7 снабжены задатчиками длин отрезаемых отрезков, выполненными, например, в виде мерных упоров 36, установленных вдоль рольгангов 8 на заданном расстоянии один от другого.
Поперечный конвейер 9 связан с продольными конвейерами 21 и 22 посредством наклонного цепного конвейера 37 с разделителем потока заготовок, который может быть выполнен в виде щиберов 38.
Над каждым из накопителей 11 установлены поворотные рычаги 39 для формирования на них пакетов из отсортированных заготовок, а для съема заготовок с конвейера 13 установлены сталкиватели 40.
Линия работает следующим образом.
Штабели пиломатериалов подаются приемным рольгангом 1 в зону наклонного лифта 2, который совместно с поперечным конвейером 3 обеспечивает разборку щтабеля и пощтучную выдачу пиломатериалов на продольный конвейер 4, с которого пиломатериалы поочередно распределяются к станкам 7. На станках 7 производится поперечный раскрой как на мерные, не требующие склеивания по длине и не имеющие дефектов заготовки, так и на немерные отрезки пиломатериалов, подлежащие склеиванию, после поперечной вырезки у них дефектов (механические повреждения, трещины, гниль, сколы и т. п.). Раскрой на мерные заготовки осуществляется по мерным упорам 36.
После раскроя мерные заготовки сбрасываются с рольгангов 8 на поперечный
цепной конвейер 10 и с него механизмом 11 поштучной выдачи передаются на сортировочный конвейер 12, сталкиватели 40 передают заготовки на поворотные рычаги 39 того ИЛИ иного накопителя 13, на которых формируются пакеты отсортированных по длинам заготовок. Затем рычаги 39 перекладывают пакеты на конвейер 14, который передает их на дальнейшую обработку в соответствии с технологическим процессом.
После станков 7 немерные отрезки пиломатериалов одной группы ширин, в том числе те, из которых были вырезаны участки с дефектами, а также те, которые остались после раскроя на мерные заготовки, сбрасываются с рольгангов 8 на конвейер 9 и с помощью конвейера 21 направляются на участок Г сращивания отрезков пиломатериалов по длине.
Отрезки пиломатериалов с дефектами в виде боковых сколов и обзолов, расположенных в непосредственной близости от боковых кромок, конвейерами 9 и 22 подаются на участок переработки некондиционных отрезков, а далее на участок D сращивания по длине, причем при перемещении отрезков от конвейера 9 к столу 25 на одном из конвейеров 22-24 осуществляется формирование пакетов указанных отрезков. Передача заготовок с конвейера 9 на два параллельно расположенных конвейера 21 и 22 осуществляется посредством конвейера 37 и щиберов 38, причем оператор визуально оценивает качество заготовок и подает команду на подъем или опускание щиберов 38 (при поднятых щиберах заготовки поступают на конвейер 22, при опущенных - на конвейер 21).
На участке переработки некондиционных отрезков пиломатериалов с подъемного стола 25 отрезки, имеющие дефекты с одной стороны, поштучно поступают к первому по ходу технологического потока станку 26 для продольного резания, а отрезки, имеющие дефекты с двух сторон, от станка первого направляются к второму. После вырезки дефектов и раскроя по ширине на станках 26 отрезки пиломатериалов направляются через систему конвейеров 28 31 к торцовочным станкам 27, а далее на секции сортировочного конвейера 33, где производится сортировка и накопление отрезков по группам ширин. Затем отрезки механизмом поштучной выдачи 34 передаются на продольный конвейер 35 и далее на участок D сращивания отрезков по длине.
На каждом участке Г и D сращивания по длине производится посредством узла 15 нарезка на торцах отрезков шипов и нанесение на них коея, а затем посредством узла 16 осуществляется соединение отрезков в непрерывную ленту с предварительной опрессовкой шиповых соединений, а далее раскрой ленты на станке 17 на заготовки определенной длины, после чего каждая заготовка проходит через узел 18, где производится окончательная опрессовка имеющихся в заготовке шиповых соединений.
Готовые заготовки пакетоукладчиком 19 формируются в транспортные пакеты, которые рольгангом 20 передаются с линии на последующее оборудование, обеспечивающее формирование из них клееных конструкций.
Использование изобретения позволяет повысить полезный выход заготовок для производства клееных конструкций.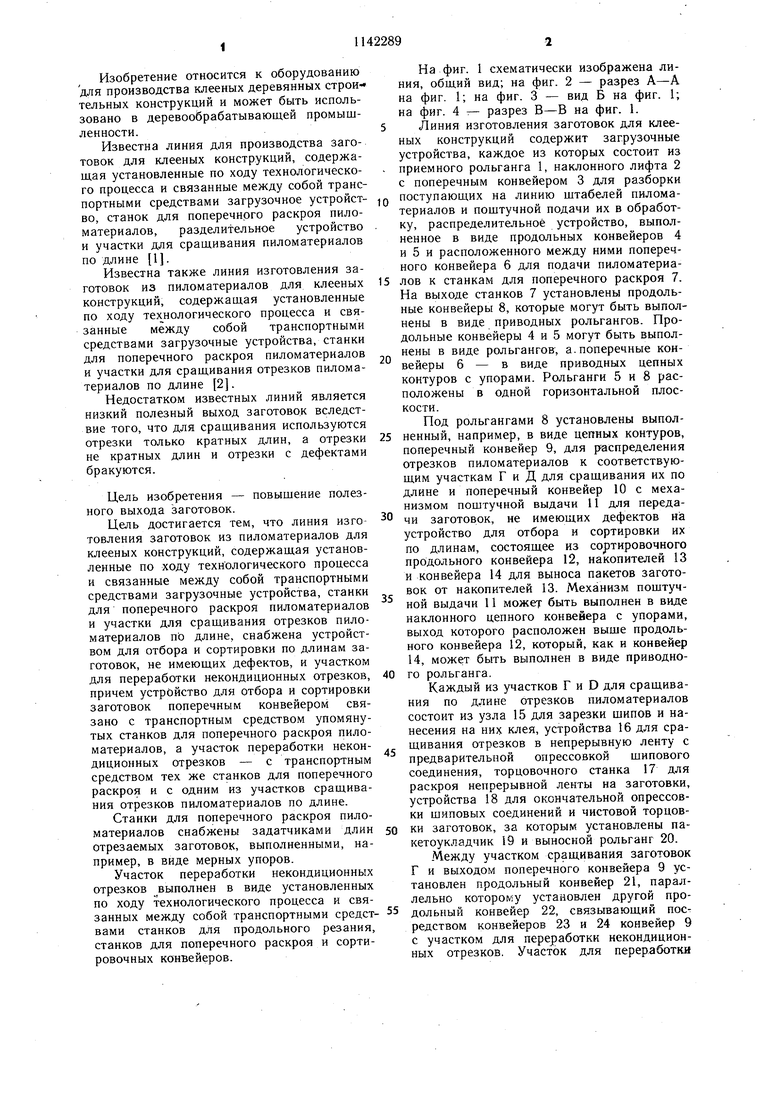


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕНОЙ ПИЛОПРОДУКЦИИ | 2002 |
|
RU2214907C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕРЕВЯННЫХ КЛЕЕНЫХ КОНСТРУКЦИЙ И ПИЛОПРОДУКЦИИ | 2008 |
|
RU2383434C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ СБОРНЫХ НЕСУЩИХ КОНСТРУКЦИЙ | 2021 |
|
RU2771270C1 |
| Линия раскроя пиломатериалов на заготовки | 1988 |
|
SU1558672A1 |
| Способ изготовления деталей деревянной тары | 1990 |
|
SU1727989A1 |
| ТОРЦОВОЧНО-СОРТИРОВОЧНЫЙ АГРЕГАТ | 1971 |
|
SU309810A1 |
| Способ изготовления клееных деревянных конструкций со слоями разной длины | 1981 |
|
SU1108013A1 |
| Линия сортировки деревянных заготовок | 2016 |
|
RU2661851C2 |
| Способ раскроя обрезных пиломатериалов | 1982 |
|
SU1074713A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ДЕФЕКТНЫХ УЧАСТКОВ ПИЛОПРОДУКЦИИ | 2009 |
|
RU2398675C1 |
1. ЛИНИЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ПИЛОМАТЕРИАЛОВ ДЛЯ КЛЕЕНЫХ КОНСТРУКЦИЙ, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами загрузочные устройства, станки для поперечного- раскроя пиломатериалов и участки для сращивания отрезков пиломатериалов по длине, отличающаяся тем, что, с целью повышения полезного выхода заготовок, линия снабжена устройством для отбора и сортировки по длинам заготовок, не имеющих дефектов, и участком для переработки некондиционных отрезков, причем устройство для отбора и сортировки заготовок поперечным конвейером связано с транспортным средством упомянутых станков для поперечного раскроя пиломатериалов, а участок переработки некондиционных отрезков - с транспортным средством тех же станков для поперечного раскроя и с одним из участков, сращивания отрезков пиломатериалов по длине. 2.Линия по п. 1, отличающаяся тем, что станки для поперечного раскроя снабжены задатчиками длин отрезаемых заготовок, выполненными, например, в виде мерных упоров. 3.Линия по п. 1, отличающаяся тем, что участок для переработки некондиционных отрезков выполнен в виде установленных по ходу технологического процесса и связанных между собой транспортными средствами станков для продольного резания, станков для поперечного раскроя и сортировочных конвейеров.
26 28 29 40 12 28 33 26 11 (puz.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сахаров М | |||
| Д | |||
| Автоматизация дереворбрабатывающего производства | |||
| М., «Высшая школа, 1977, с | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
| Рогульчатое веретено | 1922 |
|
SU142A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ковальчук Л | |||
| М | |||
| Производство деревянных клееных конструкций | |||
| М., «Лесная промышленность, 1979, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
