Известны устройства для переключения работы электроэрозионного станка при внедрении инструмента на заданную глубину. Однако надежность и точность таких устройств недостаточна.
Онисываемое устройство для повышения надежности и точности работы выполнено по бесконтактной счетно-решающей с.хеме на тиратронах с холодным катодом.
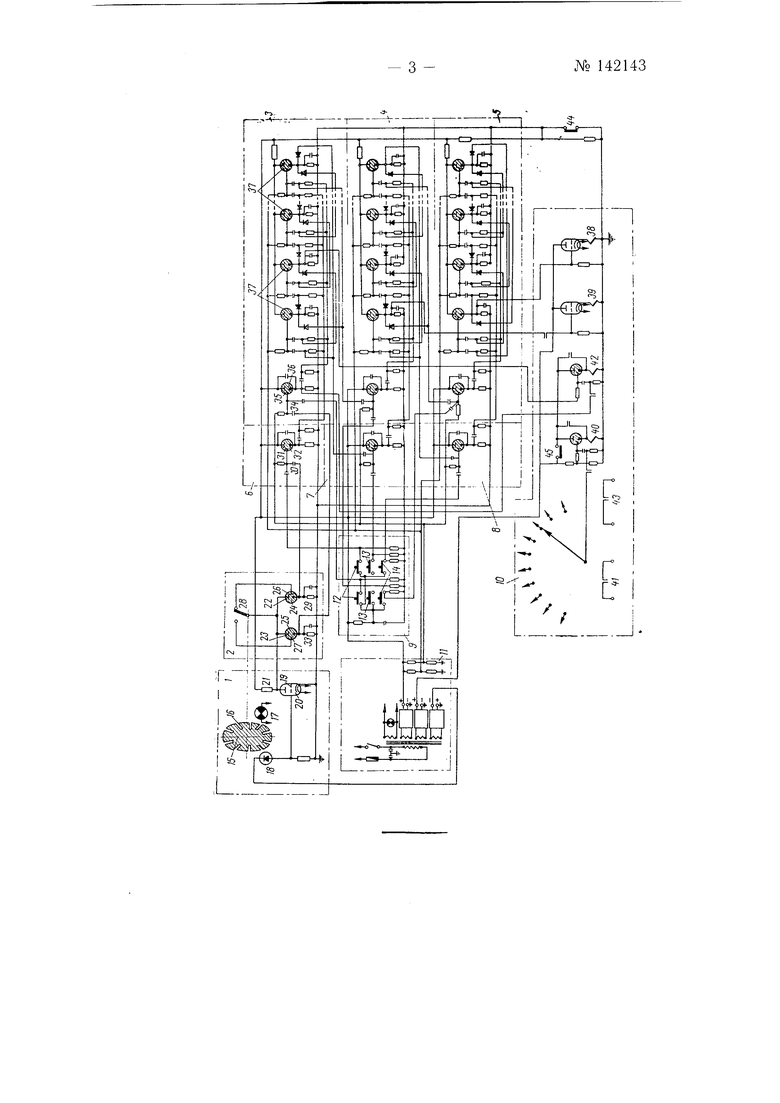
На чертеже изображена схема устройства.
Устройство для переключения режима работы электроэрозионного станка состоит из датчика 1, блока 2 формирования имнульсов, кольцевых электронных десятичных сумматоров 3, 4 п 5 с формирователями б, 7 и 8 имнульсов сложения и вычитания, отсчитывающих соответственно десятые доли миллиметров, миллиметры и десятки миллиметров, блока 9 установки заданного перемещения щпинделя станка, блока 10 исполнения и блока 11 питания.
ПерелТ. началом работы станка при помощи кнопок 72, /,5 п М, на сумматорах 3, 4 и 5 устанавливаются соответствующие числовые значения согласно технологическому процессу, после чего станок начинает .работать. При перемещении шпппделя происходит вращение диска 15 датчика 1, имеющего прорези 16, причем линейному перемещению шпинделя па определенную величину, папример, на 0,1 мм, соответствует поворот диска /5 на угол между двумя соседними прорезями 16. Луч света от лампы 17, проходя сквозь прорези 16 диска 75, попадает на фотодиод 18, внутренпее сопротивление которого в момент освещенности падает до минимальной величины. Таким образом, на сетку 19 усилительного триода 20 через каждые 0,1 мм линейного перемещения щпинделя поступают импульсы от фотодиода 18, управляющие анодным током триода 20 и вызывающие падение напряжения па сопротивлении 21,
№ I42143 ..- 2 с которОГо-Жш Льсы па.дения напряжения поступают па аноды 22 и 23 тиратронов 1#, Иа.5 2. На пусковые аноды 26 и 27 этих тиратронов 24 и 5указаннБ1ё имнульсы поступают через переключатель 2, распред.е4лэдН|й1 fix в зависимости от направления вращения диска /5, т. е. от по,адо л.и отвода шпинделя, несущего инструмент-электрод, к обрабаТыбаёмому изделию. Если шпиндель перемещается к изделию, то синхронно с импульсами в анодной цепи, амплитуда напряжения которых выще напряжения поджига, возникает и исчезает тлеющий разряд в тиратроне 24, а прямоугольные импульсы положительного напряжения, возникающие за счет падения напряжения на сонротивленпи 29, снимаются через конденсатор 30 на пусковой анод 31 тиратрона 32 сложения сумматора 3. При движении ппинделя от изделия тлеющий разряд возникает в тиратроне 25, а прямоугольные импульсы снимаются с сопротивления 33 через конденсатор 34 на пусковой анод 35 тиратрона 36 вычитания сумматора 3Поступление импульсов от датчика / через формирователь 6 в сумматор 3 приводит к перемещению в нем па соответствующее количество единиц вправо тлеющего разряда в тиратронах 37 в том случае, еслч зти импульсы прощли через тиратрон 32 сложения, и влево, если импульсы прошли через тиратрон 36 вычитания. Процессы в сумматорах 4 и 5 протекают аналогичным образом, причем в формирователь 7 сумматора 4 положительные импульсы подаются от тиратрона (32, а в формирователь 8 сумматора 5 - от тиратрона 36.
По мере ввода инструмента электрода в изделие, установленное па сумматорах число, соответствующее глубине ввода, уменьшается, так как при этом происходит формирование импульсов вычитания. К нулю последовательно приходят десятки и единицы миллиметров, а затем и десятые доли их. При приходе к нулю сумматора 5 срабатывает реле 38, в .результате чего при приходе к нулю сумматора 4 срабатывают реле 39 и 40, причем контакт 41 которого включает устройство для переключения режима обработки. В момент срабатывания тиратрона 36 вычитания, в результате чего к нулю приходит и сумматор 3, реле 42 своим контактом 43 включает устройство, прекращающее процесс обработки и возвращающее щпиндель с инструментом-электродом в исходное положение. Вручную установка сумматора 3, 4 v 5 на нуль производится при помощи кнопки 44, а возврат шпинделя в исходное положение при помощи кнопки 45.
Описываемое устройство позволяет автоматизировать управление работой электроэрозионного стапка, изменять на определенной глубине режим обработки с грубого на точный и учитывать износ ннструментаэлектрода.
Предмет изобретения
Устройство для переключения режима работы электроэрозионного станка-при внедрении инструмента на заданную глубину, отличающееся тем, что, с целью повышения надежности и точности работы, оно выполнено по бесконтактной счетно-решающей схеме на тиратронах с холодным катодом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионного прошивания глубокозалегающих пазов | 1957 |
|
SU110863A2 |
| Инструмент для электроконтактной обработки металлов | 1958 |
|
SU125727A1 |
| Устройство для подачи электрода-инструмента в электроэрозионных станках для прошивания глубоких отверстий | 1958 |
|
SU121016A1 |
| Устройство для изготовления глубоко залегающих пазов и окон | 1956 |
|
SU107841A2 |