Предметом изобретения является устройство для изготовления глубоко залегающих пазов и окон с применением для этой цели способа обработки металлов, сплавов и других токопроводяпщх материалов по авт. св. JMb 70010 и использованием качающего рычага, несущего на одном конце электрод-инструмент.
. Согласно изобретению, с целью увеличения жесткости рычага при обработке отверстир на больших глубинах канала, опора рычага помещена внутри вводимой в канал трубы.
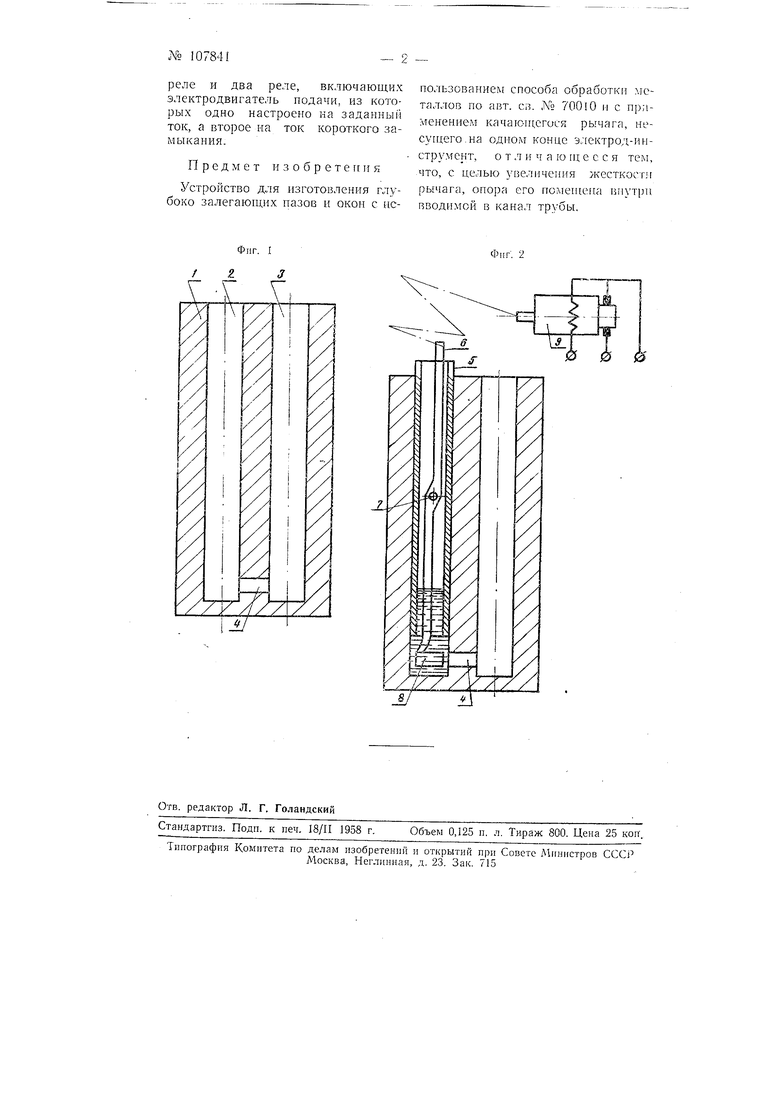
Пример применения устройства по изобретению приведен на фиг. 1 (разрез детали) и на фиг. 2 (устройство для изготовления глубоко залегающего соединительного окна детали).
В корпусе 1 имеются два глубоких отверстия 2 и 3, которые необходимо соединить внизу окном 4 (фиг. 1). Для проол1вки такого отверстия способом обработки металлов по авт. СЕ. № 70010 в отверстие 2 вводится трубка 5, через которую пропущен рычаг 6, подвешенный внутри трубки 5 на оси 7, изготовленной из изоляционного материала. К нижней части рычага 6 прикреплен медный электрод 8, который присоединяется к плюсу генератора импульсов, а блок 1 - к минусу. В отверстие 2 заливается масло. Рычагу 6 сообщается движение подачи (медленный поворот относительно оси 7) от электродвигателя 9 через редуктор и рычажную передачу (на чертеже не показаны). При сближении электрода 8 с корпусом 1 между ними начнутся электрические разряды, обусловливаюп-,ие съем металла с детали и электрод прощьет окно 4.
Для осуп1,ествления автоматической подачи электрода 8 имеется трехпозиционный регулятор подачи, содержащий два промежуточных двухобмоточных поляризованных
реле и два реле, включающих электродвигатель подачи, из которых одно наетроено на заданный ток, а второе на ток короткого замыкания.
Предмет и з о б р е т е rt и я
Устройство для изготовления глубоко залегаюидах пазов и окоп с использованием способа обработки металлов по авт. СП. ,№ 70010 и с применением качаю-Н1,егося рычага, иесугцего-на одиом конце э; ектрод-иистрултент, о т л и ч а ю гие е с я тем, что, с целью увеличения жесткости рычага, оиора его помеикиа litiyTpu вводимой в канал трубы.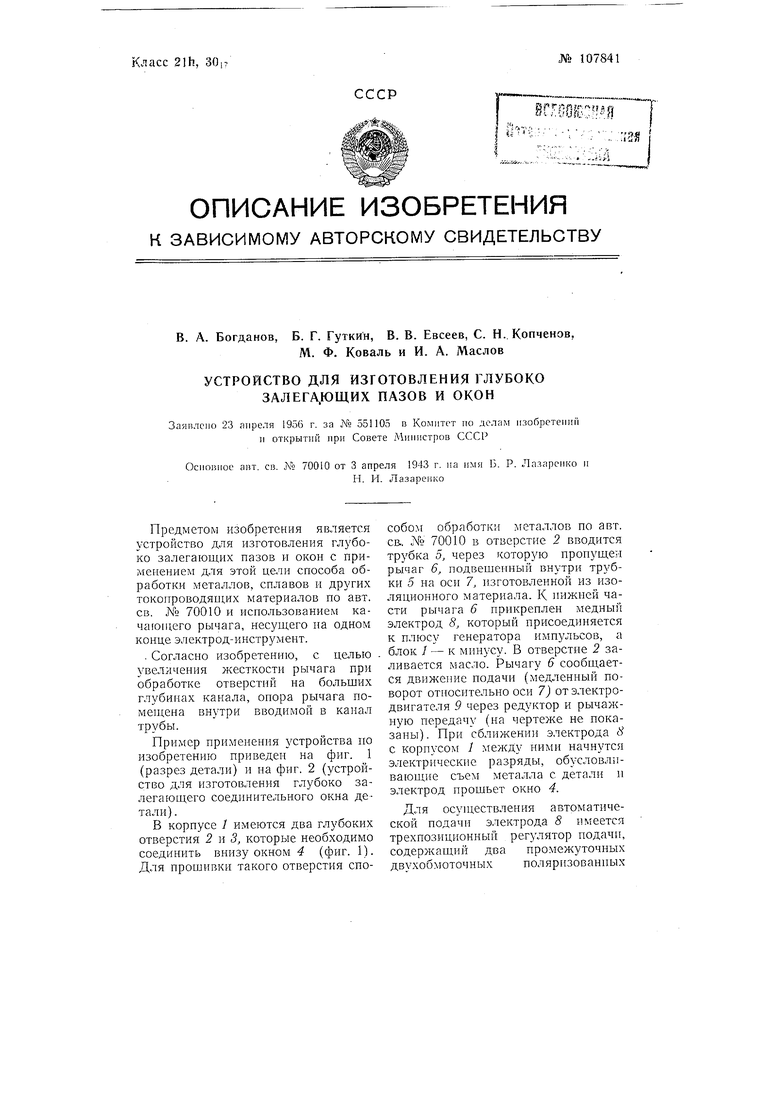
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионного прошивания глубокозалегающих пазов | 1957 |
|
SU110863A2 |
| Устройство для подачи электрода-инструмента в электроэрозионных станках для прошивания глубоких отверстий | 1958 |
|
SU121016A1 |
| Инструмент для электроконтактной обработки металлов | 1958 |
|
SU125727A1 |
| Устройство для переключения режима работы электроэрозионного станка | 1960 |
|
SU142143A1 |
| Устройство для электроэрозионной обработки глубоких щелей и отверстий | 1954 |
|
SU102768A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ КАНАЛОВ НАПРАВЛЯЮЩИХ ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1998 |
|
RU2152090C1 |
| Способ прокатки металла непосредственно из жидкого состояния | 1938 |
|
SU58148A2 |
| ГАЗОДИНАМИЧЕСКИЙ CO-ЛАЗЕР | 1999 |
|
RU2169976C2 |
| ТРАВМАТОЛОГИЧЕСКИЙ СТОЛ-НОСИЛКИ | 2000 |
|
RU2212873C2 |
/ .J
VA Vi
I
