n Oogo охо оШсШ оЙоЯсШ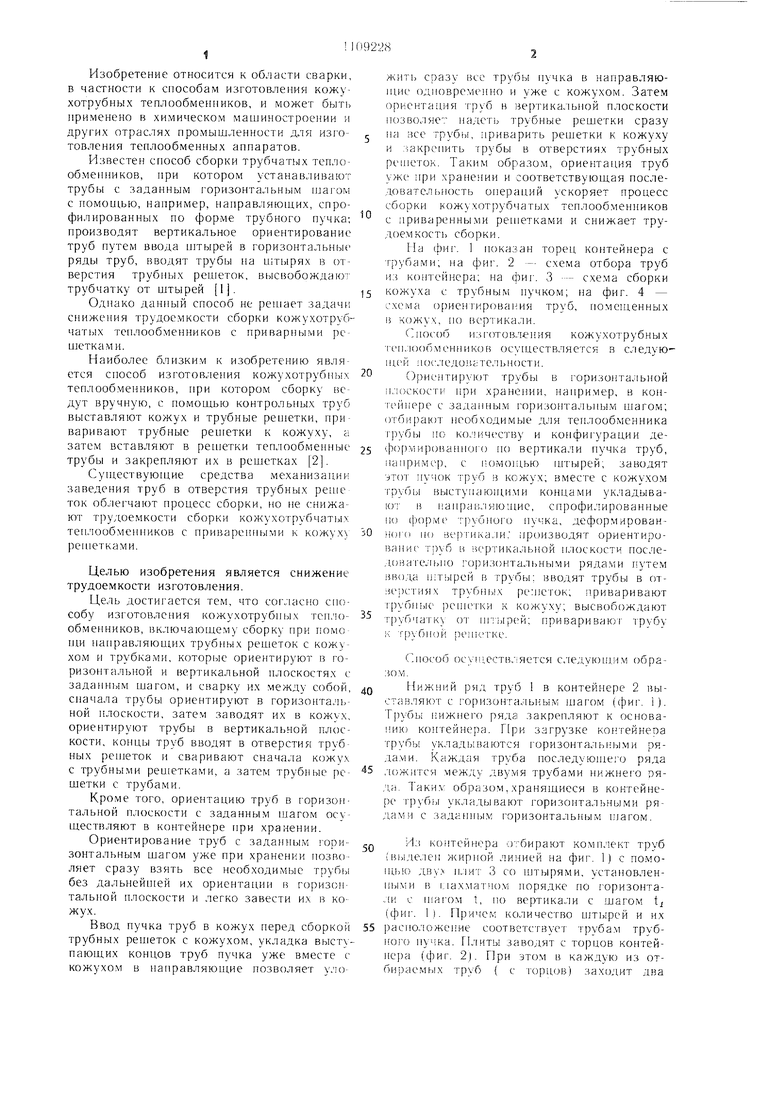
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки трубчатых теплообменников | 1976 |
|
SU604610A1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК | 2013 |
|
RU2543094C1 |
| Устройство для сборки прямолинейных трубных пучков | 1976 |
|
SU650700A1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК | 2023 |
|
RU2822724C1 |
| СПОСОБ СБОРКИ КОЖУХОТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2284889C1 |
| Вертикальный трубчатый теплообменник с псевдоожиженным слоем сферических частиц | 2020 |
|
RU2740376C1 |
| Способ изготовления многослойного змеевикового теплообменника | 2019 |
|
RU2730779C1 |
| Стенд для сборки трубных пучков секций аппаратов воздушного охлаждения | 1984 |
|
SU1234150A1 |
| КОЖУХОТРУБЧАТЫЙ ТЕПЛООБМЕННИК | 2001 |
|
RU2190816C1 |
| Кожухотрубчатый теплообменник | 1982 |
|
SU1132139A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХОТРУБНЫХ ТЕПЛООБМЕННИКОВ, включаюш.ий сборку при помоши паправляюш,их трубных решеток с кожухом и трубами, которые ориентируют в горизонтальной и вертикальной плоскостях с заданным шагом, и сварку их между собой. отличающийся тем, что, с целью снижения трудоемкости изготовления, сначала труб1 1 ориентируют в горизонтальной плоскости, затем заводят их в кожух, ориентируют трубы в вертикальной плоскости, концы труб вводят в отверстия трубных решеток и сваривают сначала кожух с трубными решетками и затем трубные решетки с трубами. 2. Способ по п. , отличающийся тем, что ориентацию труб в горизонтальной плоскости с заданным шагом осуществляют в контейнере при хранении.
.1
Изобретение относится к области сварки, в частности к способам изготовления кожу хотрубных теплообменников, и может быть применено в химическом машиностроении и других отраслях нромышленности для изготовления теплообменных аппаратов.
Известен способ сборки трубчатых теплообменников, при котором устанав.швают трубы с задаппым горизонтальным н:агом с помощью, например, направляюпщх, спрофилированных по форме трубного пучка; производят вертикальное ориентирование труб путем ввода ппырей в горизонтальные ряды труб, вводят трубы iia )фях в отверстия трубных решеток, высвобождаю трубчатку от штырей 1.
Одпако даппый способ не задачи снижения трудоемкости сборки кожухотрубчатых те 1лообменников с приварными решетками.
Наиболее близким к изобретению является С1юсоб изготов.пения кожухотрубн)1х теплооб.менников, при котором сборку ведут вручную, с помошью контрольных труб выставляют кожух и трубные реп1етки, при варивают трубные реп1етки к кожуху, а затем вставляют в решетки теплообменные трубы и закрепляют их в решетках |2.
Сун1.ествуюп;ие средства механизации заведения труб в отверстия трубных penie ток облегчают процесс сборки, но не снижают трудоемкости сборки кожухотрубчатых теплообменников с при15аре1 П51ми к кожуху решетками.
Целью изобретения является снижение трудоемкости изготовления.
Цель достигается тем, что согласно способу изготовления кожухотрубных теплообменников, Бключаюшему сборку при помо щи направляюпи1х трубных решеток с кожухо.м и трубка.ми, которые ориентируют в горизонтальной и вертикальной плоскостях с заданным шагом, и сварку их между собой, сначала трубы ориентируют в горизонта,льной плоскости, затем заводят их в кожух, ориентируют трубы в вертикальной плоскости, концы труб вводят в отверстия трубных ренюток и сваривают снача.га кожух с трубными решетками, а затем труб}1ые решетки с трубами.
Кроме того, ориентацию труб в горизонтальной плоскости с заданным njaroM осуществляют в контейнере при хранении.
Ориентирование труб с заданным горизонтальным шагом уже при хранении нозволяет сразу взять все необходимые трубь без дальнейп1ей их ориентации в горизонтальной плоскости и легко завести их в кожух.
Ввод пучка труб в кожух перед сборкой трубных penieTOK с кожухом, укладка выступающих концов труб пучка уже вместе с кожухом в направляюп1,ие позволяет уложить сразу все трубы пучка в направляющие одновременно и уже с кожухом. Затем ориентация -сруб в вертикальной плоскоети 11()зво;1яе7 падеть трубные решетки сразу па все трубы, приварить решетки к кожуху и .--закрепить трубы в отверстиях трубных решеток. Таким образом, орие 1тация труб уже при хранении и соответствующая последрватель 1ость операций ускоряет процесс сборки кожухотрубчатых теплооб.менников с 1риварепны.чи решетками и снижает трудоемкость сборки.
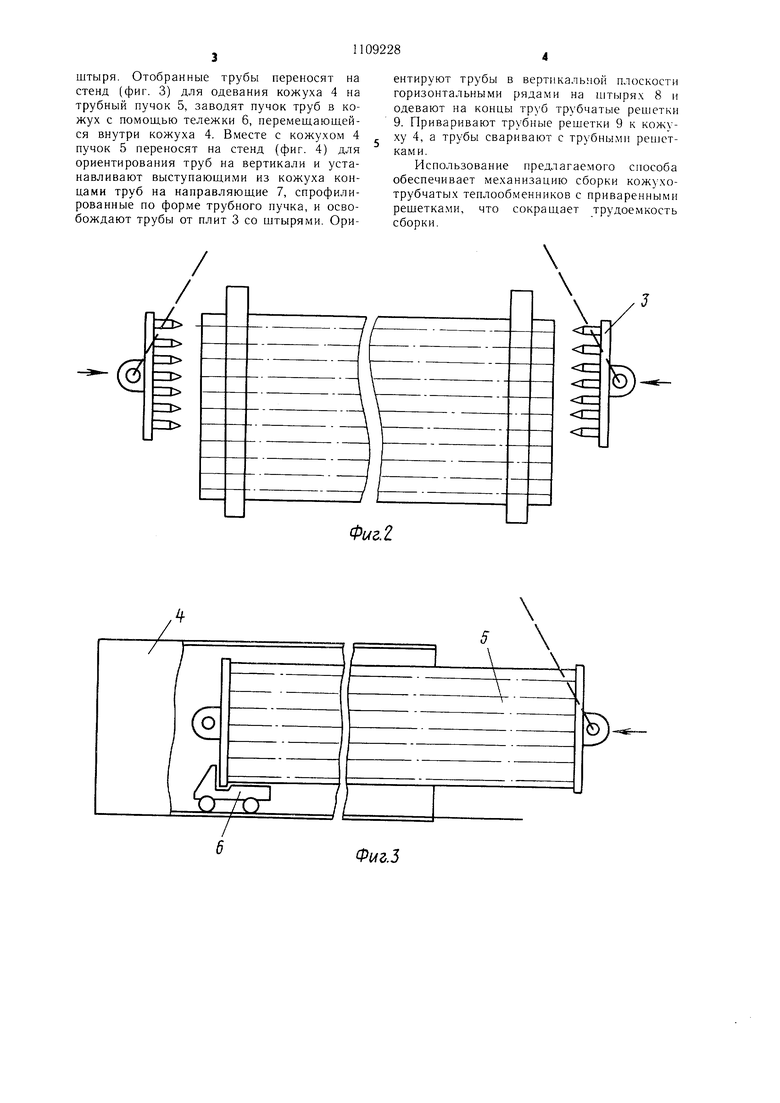
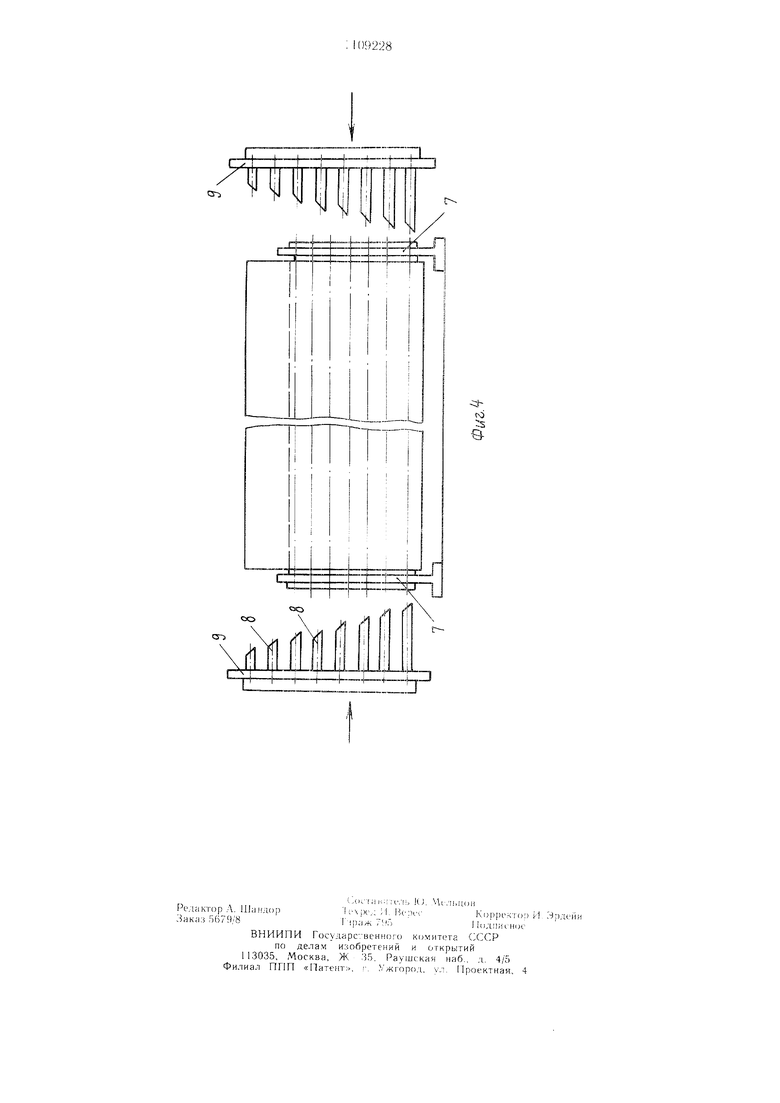
На фиг. 1 показан торец контейнера с труба.ми; на фи1 2 - схема отбора труб из KOHTeiiHepa; на фиг. 3 -- схе.ма сборки кожуха с трубным нучком; па фиг. 4 - схема о)иен гирования труб, номепгенных в кожух, по Кфтикали.
(л юс об из1()товлеиия кожухотрубных теп.юобменников осушеетвляется в ел еду аос.1едоп;:тельности.
Ориентируют трубы в горизонтальной плоскости при хранении, например, в конTiMiiiepe с заданны.м горизонтальным тагом; отбирают необходимые для теплообменника грубы по количес)ву и конфи урации деф())мировапного по вертикали пучка труб, например, с 1:0мо1цью пггырей; заводят этот иучсж труб в кожух; вместе с кожухом высту 1аюи1,ими концами укладывают в 11апраи.1яю1цие, спрофилированные по (Ьорме ;рубного пучка, деформированного но ве). производят ориентиро 5ание труб н вертикальной плоскости последовате;ц по горизонтальными рядами HB().:i,a ппырей в трубы; вводят трубы в от;{е1)стиях трубн|,1х ре:неток; п риваривают T)v6Hbic- iKMiieTKH к кожуху; высвобождают т)убчатку от пплрей; привариваю-т трубу
Нижний ряд труб 1 в контейпере 2 выставляют с горпзонта..;|ьным шагом (()иг. 1). Грубы нижнего ряда закрепляют к основанию контейнера. При загрузке ко1ггейнеоа трубь укладываются горизопталыыми рядами. Каждая труба последуюше1-о ряда .1ОЖ1ГГСЯ меж;1у двумя трубами нижнего ря/ui- Такиу образом, храняшиеся в контейнере 1-рубы укладывают горизонтальными ря.дами с задапш 1м горизонтальным niaroM.
Из контейнера сггбирают комплект труб (выде.пен жирпой линией на фиг. 1) с по.мопи ю дву. п. 3 со П1тырями, устаповленными в махматно.м порядке по горизонта.ли с niaiOM 1, по вертика,ли с шагом tj (фиг. 1). Причем количество п тырей и их рас1 оложе11ие соответствует труба.м трубпогс . Плиты заводят с торцов контейнера (фиг. 2). При этом в каждую из отбираемых труб ( с торцов) заходит два
штыря. Отобранные трубы переносят на стенд (фиг. 3) для одевания кожуха 4 на трубный пучок 5, заводят пучок труб в кожух с помощью тележки 6, перемещающейся внутри кожуха 4. Вместе с кожухом 4 пучок 5 переносят на стенд (фиг. 4) для ориентирования труб на вертикали и устанавливают выступающими из кожуха концами труб на направляющие 7, спрофилированные по форме трубного пучка, и освобождают трубы от плит 3 со штырями. Ориентируют трубы в вертикальной плоскости горизонтальными рядами на штыря.х 8 и одевают на концы труб трубчатые решетки 9. Приваривают трубные решетки 9 к кожуху 4, а трубы сваривают с трубными решетками.
Использование предлагаемого способа обеспечивает механизацию сборки кожухотрубчатых теплообменников с приваренными решетками, что сокращает трудоемкость сборки.
Фид.З
:z:±::±ztb
j t)
:s Q
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ сборки трубчатых теплообменников | 1976 |
|
SU604610A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Никифоров А | |||
| Д | |||
| и др | |||
| Типовые технологические процессы изготовления аппаратов для химических производств | |||
| /Ц., «Машиностроение, 1979, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
