Изобретение относится к энергомашиностроению и может быть использовано при навивке теплообменников в атомной отрасли, а также в газовой, химической и других отраслях промышленности.
Известен способ изготовления теплообменника с витым трубным пучком путем навивки спиральных змеевиков, из которых образуются многозаходные слои, концентрично расположенные относительно коллектора, к камерам которого присоединяют соответствующие концы змеевиков каждого слоя, и растяжения их по оси коллектора до заданного шага (см. А.с. СССР №1007785, опубл. 30.03.1983).
Недостатком способа является невысокая технологичность и большая трудоемкость операций по растяжению и заводке труб в коллекторы.
Известен также способ изготовления змеевикового теплообменника путем навивки змеевиковых труб, установки на их концах выходной опорной решетки с последующим закреплением концов в трубных решетках и монтажом всей сборки в корпусе (см. А.с. СССР №1402785, опубл. 15.06.1988).
Недостатками этого способа являются отсутствие дистанционирования между соседними змеевиками труб одного ряда навивки, что требует повышенной точности при навивке труб и может привести к «сползанию» всех витков труб в одну сторону, как при навивке, так и при дальнейшей сборке, монтаже, эксплуатации, что приведет к ухудшению теплогидравлических характеристик теплообменника, малое проходное сечение через опорные решетки, а также расположение входной и выходной камеры по разные стороны от змеевиковой поверхности, что ограничивает применения данного способа изготовления для теплообменников погруженного типа, т.к. становится невозможным проведение обслуживания и выполнение ремонтных работ в нижней (погруженной) камере.
Как наиболее близкое по технической сущности и достигаемому результату данное техническое решение принято за прототип.
Задачей изобретения является повышение производительности и точности навивки при расширении номенклатуры навиваемых изделий.
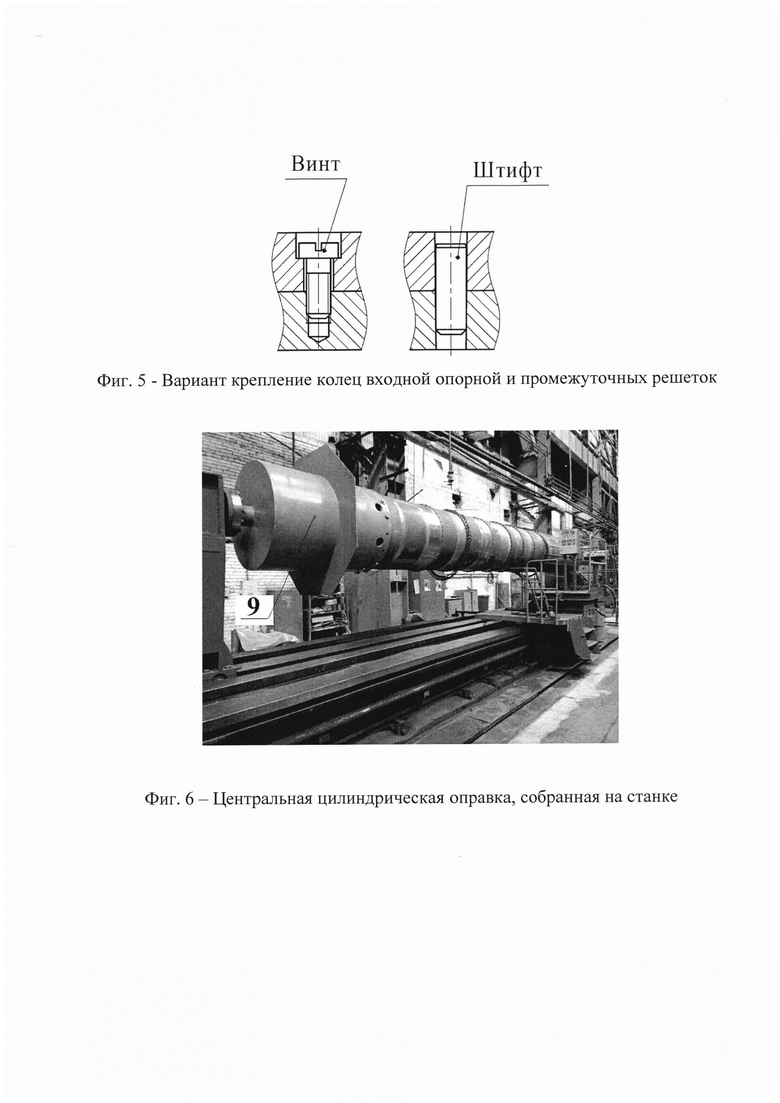
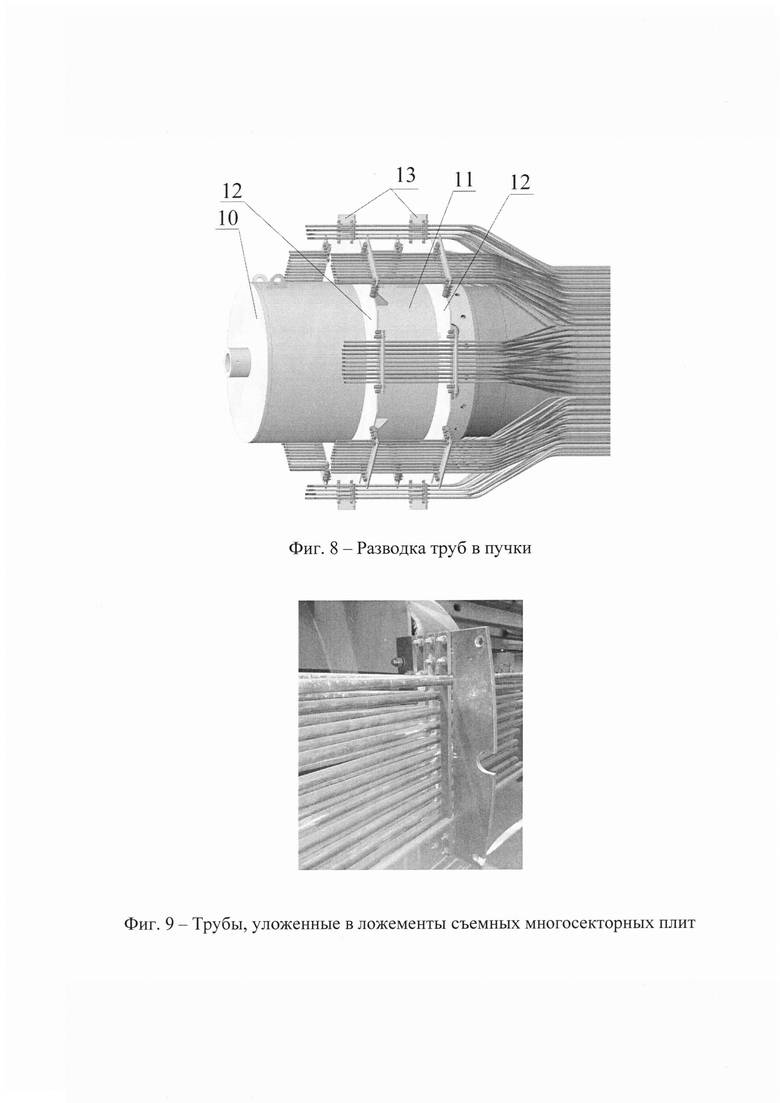
Решение указанной задачи достигается за счет того что в способе изготовления многослойного змеевикового теплообменника, включающем размещение опорной решетки на одном конце центральной цилиндрической оправки с выполненными отверстиями под концы труб, последовательной навивки рядов змеевиковых труб, установки выходной опорной решетки, выполненной составной из концентрических кольцевых элементов с размещением отверстий под выходные концы труб на окружностях разъемов, причем сборку выходной опорной решетки производят последовательно после навивки каждого ряда с последующим закреплением концов труб в трубных решетках, при этом труба заводится через все внутренние дистанционирующие решетки центральной цилиндрической оправки и изгибается с использованием трубогибочного устройства для последующей укладки трубы в ложементы входной опорной решетки, выполненные в форме полукольца, а входная опорная решетка выполнена составной из концентрических колец, затем труба временно закрепляется с помощью съемного фиксатора, после чего навивается на дистанционирующие гребенки, установленные на центральную цилиндрическую оправку вдоль ее оси с фиксированным шагом между витками и по завершении навивки конец трубы извлекается, подгибается трубогибочным устройством и укладывается в ложемент кольца выходной опорной решетки и ложементы промежуточных решеток, расположенных на заданном расстоянии друг от друга и формирующих прямолинейный участок трубы, при этом труба в выходной опорной решетке и в последней промежуточной решетке временно закрепляется с помощью съемного фиксатора и на выходе из последней промежуточной решетки конец трубы изгибается с использованием трубогибочного устройства и укладывается в расположенные соосно ложементы съемных многосекторных плит для фиксации межцентрового расстояния между трубами, соединенными разъемным крепежным соединением с многогранниками технологической оправки и имеющих фиксированный шаг между ложементами, которые формируют пучок прямолинейных труб в одной плоскости и с одинаковым шагом между трубами для последующей одновременной заводки всех труб пучка в трубную решетку, далее после навивки всех труб одного ряда на кольца входной опорной, выходной опорной и промежуточной решеток устанавливаются кольца последующего ряда, соединяемые между собой с помощью установки штифтов и винтов в заранее выполненные в соединяемых кольцах радиальные отверстия, после чего устанавливаются дистанционирующие гребенки, предназначенные для навивки последующего ряда, закрепляемые во входной и выходной опорных решетках, затем все съемные фиксаторы демонтируются и после завершения навивки всех труб трубного пучка выполняется заводка труб в трубные решетки с последующей подрезкой концов труб и приваркой труб к трубным решеткам, после чего все съемные многосекторные плиты демонтируются.
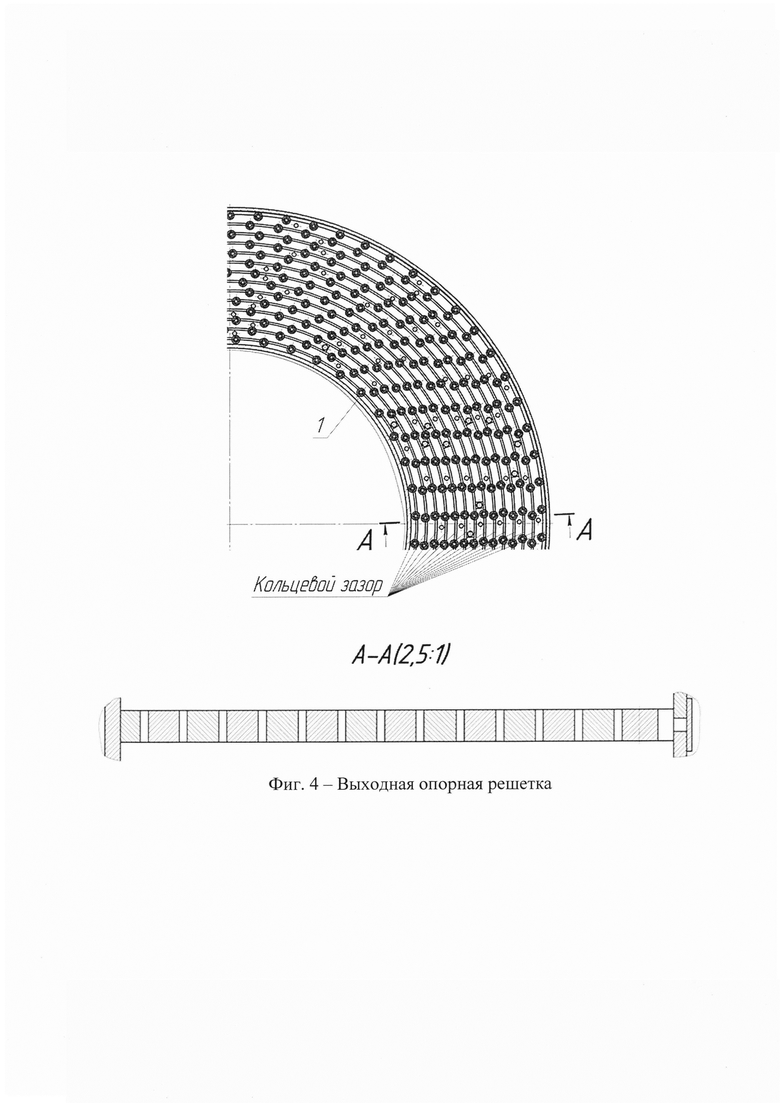
Концентрические кольца выходной опорной решетки собирают с кольцевым зазором, скрепляя между собой через приварку к направляющим втулкам, установленных в ложементах соседних концентричных колец.
В ложементах входной и выходной опорных решеток устанавливают направляющие втулки.
В качестве съемных фиксаторов используют хомуты, которые крепятся в сквозных отверстиях оправки с помощью болтов и гаек.
То, что выполняется гибка трубы для укладки в ложемент кольца входной опорной решетки, а труба временно закрепляется с помощью съемного фиксатора, который удерживает трубу при навивке, может быстро монтироваться и демонтироваться, повышает производительность труда за счет сокращения времени на фиксацию трубы.
Навивка трубы на установленные на центральную цилиндрическую оправку дистанционирующие гребенки, которые имеют ложементы для укладки труб, выполненные с заданным шагом, позволяет навивать трубы с высокими значениями точности радиальных и вертикальных шагов навивки без последующего «сползания» витков труб в одну сторону при навивке, сборке, монтаже и эксплуатации.
По завершении навивки конец трубы извлекается, подгибается и укладывается в ложемент кольца выходной опорной решетки и далее в ложементы промежуточных решеток, отгибается и укладывается в один из ложементов съемной многосекторной плиты, при этом расстояние между ложементами соответствует расстоянию между отверстиями в трубной решетке, что повышает точность сборки и позволяет одновременно завести все трубы, собранные в пучок, в трубные решетки, увеличивая производительность за счет сокращения времени на сборку трубного пучка, причем входная опорная решетка выполнена составной из концентрических колец.
Еще одним отличием является то, что кольца выходной опорной решетки собирают с кольцевым зазором, что позволяет повысить проходное сечение среды через решетку и уменьшить трудоемкость изготовления решеток за счет исключения из конструкции большого числа отверстий для прохода среды, сократить время на их изготовление и повысить производительность.
Изобретение иллюстрируется Фиг 1-8.
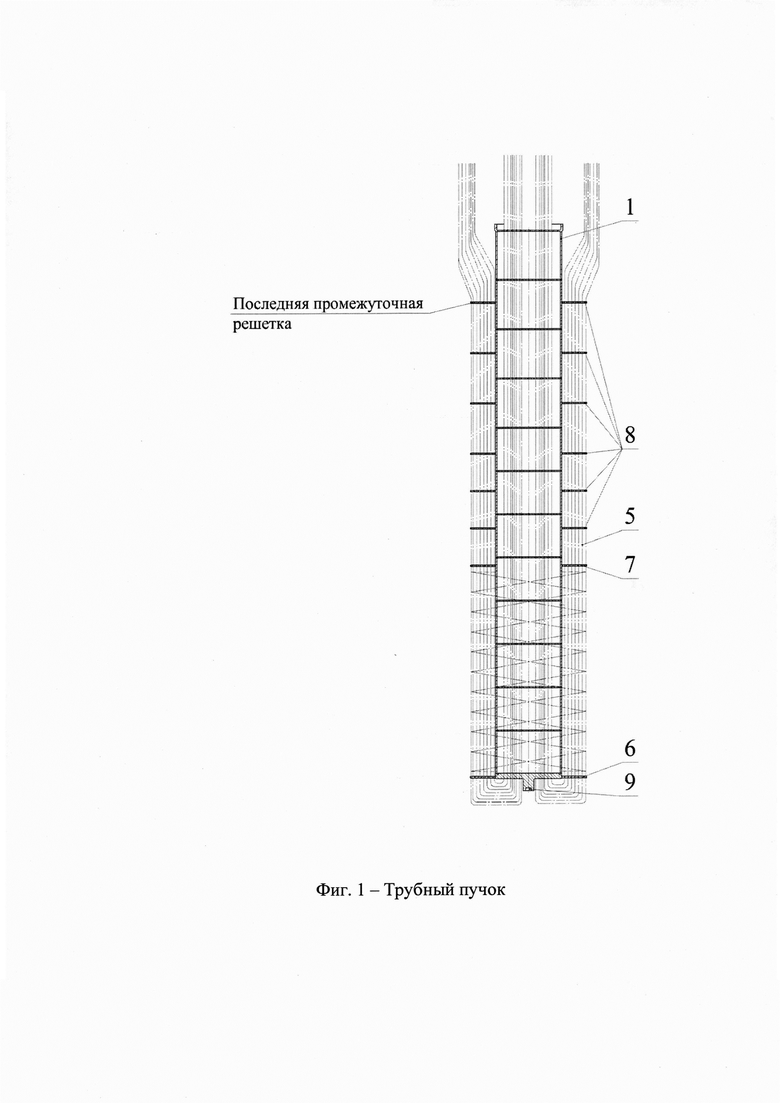
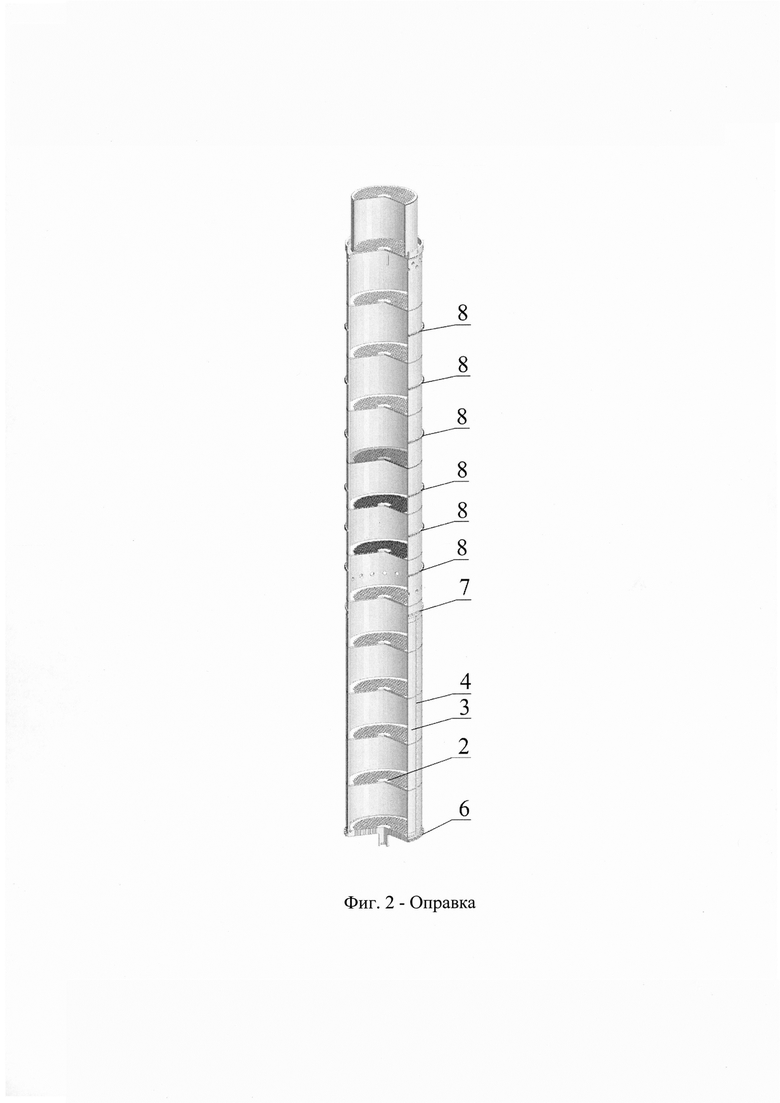
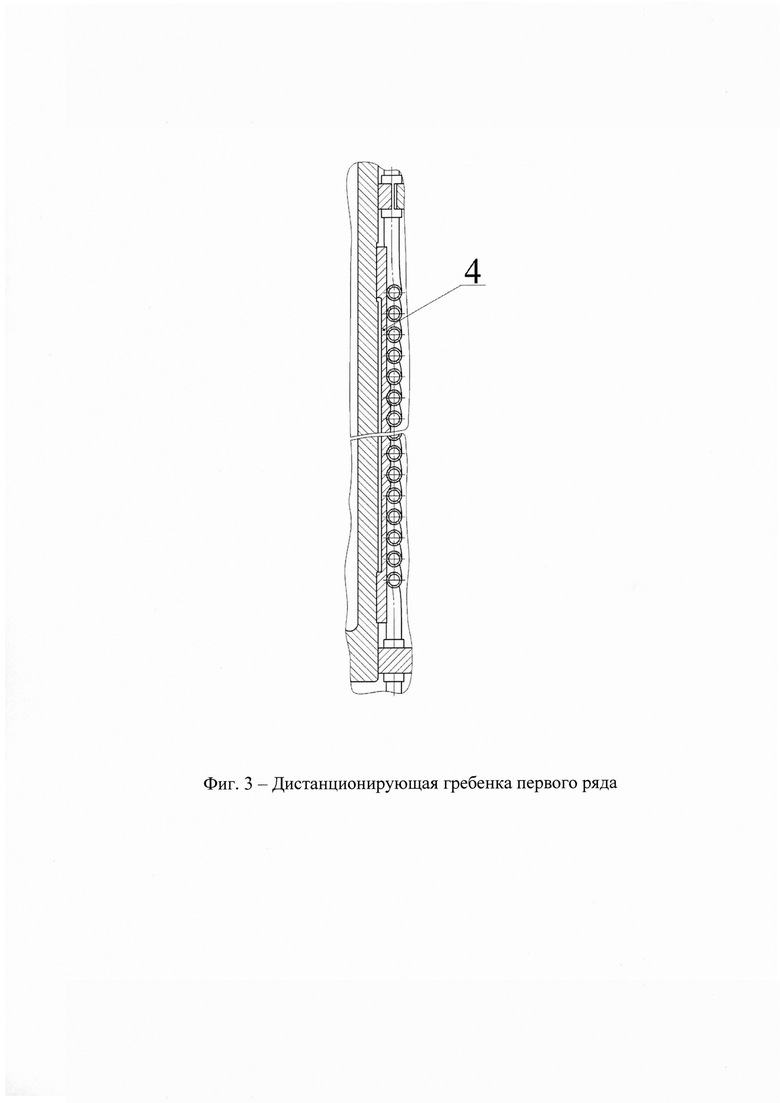
На фиг. 1 изображен трубный пучок теплообменника, изготовленный по изобретению; на фиг. 2 - оправка; на фиг. 3 - дистанционирующая гребенка первого ряда; на фиг. 4 - выходная опорная решетка; на фиг. 5 - вариант крепление колец входной опорной и промежуточных решеток; на фиг. 6 - технологическая оправка, собранная с оправкой на станке; на фиг. 7 - труба, уложенная в ложемент входной опорной решетки; на фиг. 8 - разводка труб в пучки; на фиг. 9 - трубы, уложенные в ложементы съемных многосекторных плит.
Трубный пучок содержит центральную цилиндрическую оправку 1, которая представляет собой жесткую пространственную конструкцию, состоящую из внутренних дистанционирующих решеток 2 одного либо нескольких типов, отличающихся, например, формой отверстий, обечаек 3, задающих шаг между дистанционирующими решетками 2. На оправку установлены дистанционирующие гребенки 4, которые имеют ложементы для укладки труб 5 и формирования винтовой поверхности, а так же имеют более толстую опорную часть по краям и утоненную часть, предназначенную для компенсации температурных напряжений труб, кольца первого ряда входной опорной решетки 6, выходной опорной решетки 7 и промежуточных решеток 8. Для закрепления оправки в задней бабке станка в конструкции крайней внутренней дистанционирующей решетки 2 оправки предусмотрена бобышка, имеющая конический паз 9. С противоположной стороны к оправке с помощью разъемного крепежного соединения крепится технологическая оправка 10, которая состоит из обечайки 11 и многогранников 12, при этом количество граней в многогранниках определяется количеством формируемых пучков труб. К каждой грани многогранника 12 с помощью разъемного крепежного соединения крепятся съемные многосекторные плиты 13 с выполненными в них с фиксированным шагом ложементами для последующей укладки труб с целью закрепления разведенных в пучки труб. Технологическая оправка имеет фланец для закрепления в передние бабки станка. Выходная опорная решетка 7 выполнена в виде сборки концентрических колец, собираемых с образованием кольцевых зазоров между ними, предназначенных для прохода среды. Применение кольцевых зазоров повышает проходное сечение среды через решетку и уменьшает трудоемкость изготовления за счет исключения из конструкции большого числа отверстий для прохода среды.
При изготовлении трубного пучка центральная цилиндрическая оправка 1 собирается с технологической оправкой 10 и устанавливается на токарно-винторезном станке. Трубу 5 заводят через все внутренние дистанционирующие решетки 2. После окончания заводки трубы, трубу 5 с использованием трубогибочного устройства отгибают для укладки в ложемент кольца входной опорной решетки 6. При этом гибы для укладки трубы в ложемент можно выполнить заранее до заводки трубы в оправку так и на месте навивки. Трубу в ложементе в виде полукруглого паза фиксируют посредством съемного фиксатора 14. Далее трубу 5 заводят в устройство, предназначенное для натяжения и направления теплообменных труб при навивке. Перемещая устройство вдоль направления навивки труба укладывается в ложементы дистанционирующих гребенок 4 и производится формирование витой части трубы. При этом для укладки труб в ложементы гребенок не требуется высокая точность и после навивки первой трубы ряда остальные трубы укладываются в соседние с навитой трубой ложементы в гребенках. Форма ложемента ограничивает возможность перемещения труб и не допускает «сползания» всех витков труб в одну сторону как при навивке, так и при дальнейшей сборке, монтаже, эксплуатации. По окончании навивки устройство останавливается, конец трубы 5 извлекается, подгибается с использованием трубогибочного устройства и укладывается в ложемент выходной опорной решетки 7 и далее в ложементы промежуточных решеток 8, при необходимости может устанавливаться направляющая втулка. Труба в выходной опорной решетке и последней промежуточной решетке временно закрепляется с помощью съемного фиксатора 14. Далее на выходе из последней промежуточной решетки конец трубы изгибается с использованием трубогибочного устройства и укладывается в один из ложементов съемных многосекторных плит 13. По окончании навивки всех труб 5 одного кольцевого ряда на кольца входной опорной 6, выходной опорной 7 и промежуточных решеток 8 устанавливают кольца последующего ряда, которые соединяются с использованием набора штифтов и винтов, устанавливаемых в заранее выполненные в соединяемых кольцах радиальные отверстия. В результате чего трубы уложены в замкнутых ложементах. Кольца выходной опорной решетки последующего ряда, устанавливаемые на кольца предыдущего ряда, образуют кольцевой зазор для прохода теплоносителя, без дополнительного выполнения отверстий для прохода теплоносителя. Устанавливаются гребенки для дистанционирования последующих рядов, которые закрепляются в отверстиях входных 6 и выходных опорных решеток 7, после чего съемные фиксаторы 14 демонтируются. После завершения навивки всех труб трубного пучка выполняется заводка труб в трубные решетки с последующей подрезкой концов труб и приваркой труб к трубным решеткам, после чего все съемные многосекторные плиты демонтируются.
Таким образом, задача изобретения - повышение производительности и точности навивки при расширении номенклатуры навиваемых изделий, полностью решена.
В результате применения данного способа изготовления получаются многослойные змеевиковые теплообменники с высокой точностью изготовления, отсутствием возможности «сползания» всех витков труб в одну сторону, повышенным значением проходного сечения через выходную опорную решетку, появляется возможность изготовления погружных теплообменников с расположением входной и выходной камер с одной стороны от змеевиковой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ЗМЕЕВИКОВОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2785433C1 |
| Способ изготовления змеевикового теплообменника | 1984 |
|
SU1402785A1 |
| Змеевиковый теплообменник | 1984 |
|
SU1372172A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО АППАРАТА, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО БЛОКА ТЕПЛООБМЕННОГО АППАРАТА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНЫХ И/ИЛИ ВЕРХНЕГО ТЕПЛООБМЕННЫХ БЛОКОВ ТЕПЛООБМЕННОГО АППАРАТА И СПОСОБ ИЗГОТОВЛЕНИЯ НИЖНЕГО ТЕПЛООБМЕННОГО БЛОКА ТЕПЛООБМЕННОГО АППАРАТА | 2004 |
|
RU2342239C2 |
| Витой теплообменник | 2023 |
|
RU2807843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО АППАРАТА, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО БЛОКА АППАРАТА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНЫХ И/ИЛИ ВЕРХНЕГО ТЕПЛООБМЕННОГО БЛОКА АППАРАТА, СПОСОБ ИЗГОТОВЛЕНИЯ НИЖНЕГО ТЕПЛООБМЕННОГО БЛОКА АППАРАТА, СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ПОДВОДА ИЛИ КОЛЛЕКТОРА ОТВОДА ВОЗДУХА ТЕПЛООБМЕННОГО БЛОКА АППАРАТА, ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННЫХ БЛОКОВ АППАРАТА, СТАПЕЛЬ ДЛЯ СБОРКИ ТЕПЛООБМЕННОГО БЛОКА АППАРАТА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ХРАНЕНИЯ ПРЕИМУЩЕСТВЕННО ЧЕТЫРЕХВЕТВЕВЫХ ИЗОГНУТЫХ ТРУБ АППАРАТА (ВАРИАНТЫ) | 2004 |
|
RU2344916C2 |
| Сборочный комплекс для изготовления витых теплообменников | 2019 |
|
RU2726859C1 |
| Способ сборки теплообменника | 1990 |
|
SU1763840A1 |
| ТЕХНОЛОГИЧЕСКИЙ ТЕПЛООБМЕННИК АТОМНОЙ ЭЛЕКТРОСТАНЦИИ | 2007 |
|
RU2354908C1 |
| ТЕПЛООБМЕННИК | 2008 |
|
RU2380636C1 |

Изобретение относится к энергомашиностроению и может быть использовано при навивке теплообменников в атомной отрасли, а также в газовой, химической и других отраслях промышленности. Способ изготовления многослойного змеевикового теплообменника включает размещение опорной решетки на одном конце центральной цилиндрической оправки с выполненными отверстиями под концы труб, последовательной навивки рядов змеевиковых труб, установки выходной опорной решетки, выполненной составной из концентрических кольцевых элементов с размещением отверстий под выходные концы труб на окружностях разъемов, сборку производят последовательно после навивки каждого ряда с последующим закреплением концов труб в трубных решетках, при этом ложементы входной опорной решетки выполнены в форме полукольца, а входная опорная решетка выполнена составной из концентрических колец, затем труба временно закрепляется с помощью съемного фиксатора, после чего навивается на дистанционирующие гребенки, установленные на центральную цилиндрическую оправку вдоль ее оси, по завершении навивки конец трубы извлекается, подгибается трубогибочным устройством и укладывается в ложемент кольца выходной опорной решетки и ложементы промежуточных решеток, при этом труба временно закрепляется с помощью съемного фиксатора и на выходе из последней промежуточной решетки конец трубы изгибается с использованием трубогибочного устройства и укладывается в расположенные соосно ложементы съемных многосекторных плит для фиксации межцентрового расстояния между трубами, соединенных разъемным крепежным соединением с многогранниками технологической оправки и имеющих фиксированный шаг между ложементами, далее все трубы пучка одновременно заводят в трубную решетку, далее устанавливаются кольца последующего ряда, после завершения навивки всех труб трубного пучка выполняется заводка труб в трубные решетки с последующей подрезкой концов труб и приваркой труб к трубным решеткам, после чего все съемные многосекторные плиты демонтируются. Технический результат – повышение точности изготовления. 3 з.п. ф-лы, 9 ил.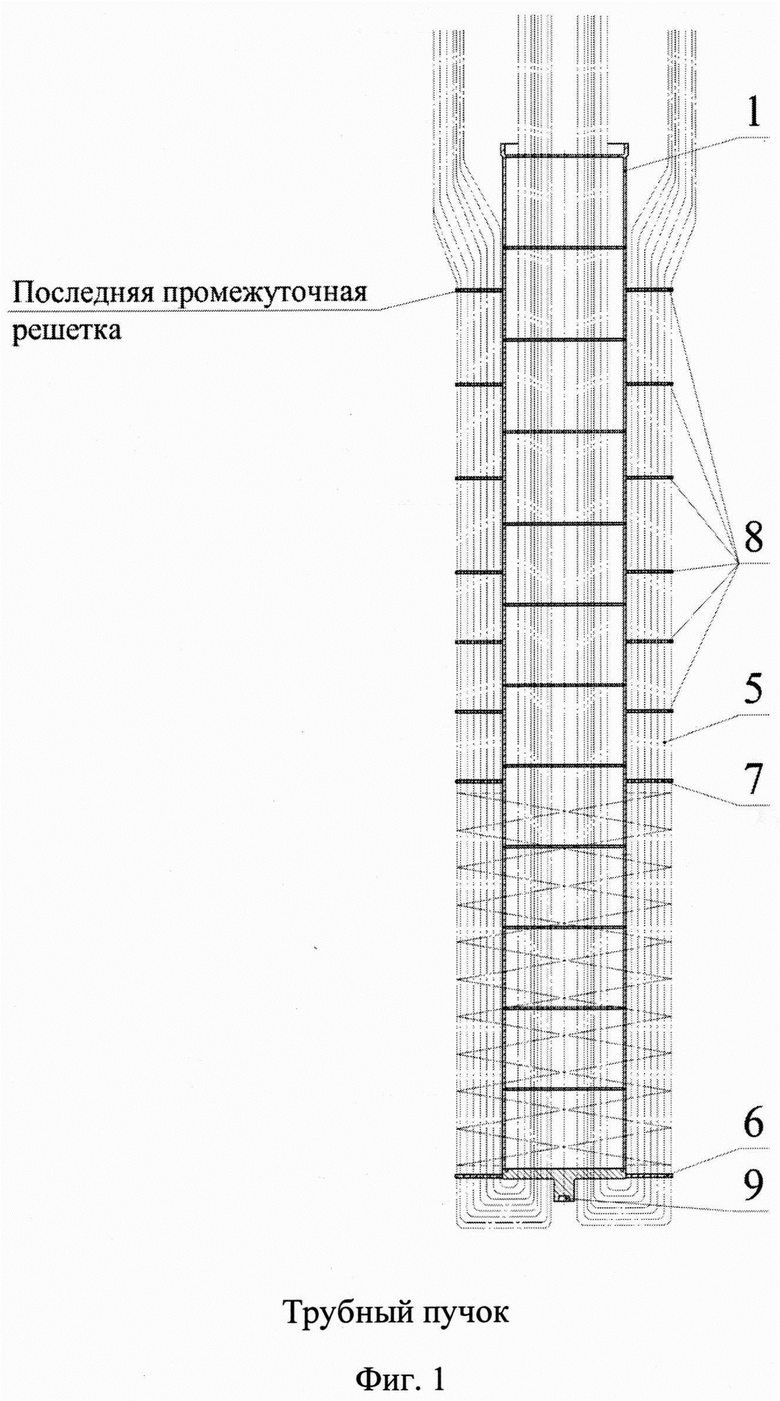
1. Способ изготовления многослойного змеевикового теплообменника, включающий размещение опорной решетки на одном конце центральной цилиндрической оправки с выполненными отверстиями под концы труб, последовательной навивки рядов змеевиковых труб, установки выходной опорной решетки, выполненной составной из концентрических кольцевых элементов с размещением отверстий под выходные концы труб на окружностях разъемов, причем сборку выходной опорной решетки производят последовательно после навивки каждого ряда с последующим закреплением концов труб в трубных решетках, отличающийся тем, что труба заводится через все внутренние дистанционирующие решетки центральной цилиндрической оправки и изгибается с использованием трубогибочного устройства для последующей укладки трубы в ложементы входной опорной решетки, выполненные в форме полукольца, а входная опорная решетка выполнена составной из концентрических колец, затем труба временно закрепляется с помощью съемного фиксатора, после чего навивается на дистанционирующие гребенки, установленные на центральную цилиндрическую оправку вдоль ее оси с фиксированным шагом между витками и по завершении навивки конец трубы извлекается, подгибается трубогибочным устройством и укладывается в ложемент кольца выходной опорной решетки и ложементы промежуточных решеток, расположенных на заданном расстоянии друг от друга и формирующих прямолинейный участок трубы, при этом труба в выходной опорной решетке и в последней промежуточной решетке временно закрепляется с помощью съемного фиксатора и на выходе из последней промежуточной решетки конец трубы изгибается с использованием трубогибочного устройства и укладывается в расположенные соосно ложементы съемных многосекторных плит для фиксации межцентрового расстояния между трубами, соединенными разъемным крепежным соединением с многогранниками технологической оправки и имеющих фиксированный шаг между ложементами, которые формируют пучок прямолинейных труб в одной плоскости и с одинаковым шагом между трубами для последующей одновременной заводки всех труб пучка в трубную решетку, далее после навивки всех труб одного ряда на кольца входной опорной, выходной опорной и промежуточной решеток устанавливаются кольца последующего ряда, соединяемые между собой с помощью установки штифтов и винтов в заранее выполненные в соединяемых кольцах радиальные отверстия, после чего устанавливаются дистанционирующие гребенки, предназначенные для навивки последующего ряда, закрепляемые во входной и выходной опорных решетках, затем все съемные фиксаторы демонтируются и после завершения навивки всех труб трубного пучка выполняется заводка труб в трубные решетки с последующей подрезкой концов труб и приваркой труб к трубным решеткам, после чего все съемные многосекторные плиты демонтируются.
2. Способ по п. 1, отличающийся тем, что концентрические кольца выходной опорной решетки собирают с кольцевым зазором, скрепляя между собой через приварку к направляющим втулкам, установленных в ложементах соседних концентричных колец.
3. Способ по п. 1, отличающийся тем, что в ложементах входной и выходной опорных решеток устанавливаются направляющие втулки.
4. Способ по п. 1, отличающийся тем, что в качестве съемных фиксаторов используют хомуты, которые крепятся в сквозных отверстиях оправки с помощью болтов и гаек.
| Способ изготовления многослойных теплообменников | 1981 |
|
SU965574A1 |
| Способ изготовления змеевикового теплообменника | 1984 |
|
SU1402785A1 |
| Способ изготовления теплообменника | 1980 |
|
SU1007785A1 |
| WO 2007076314 A2, 05.07.2007. | |||

