В существующих способах изготовления заготовок литых коленчатых валов из прямой болванки непродуктивно расходуется материал при их дальнейшей обработке и, кроме того, трудно избежать, чтобы центральная усадочная часть болванки, обладающая слабыми механическими качествами материала, не попала в тело вала. Для устранения последнего недостатка в предлагаемом способе применяются фасонные болванки, наружным очертаниям которых придается форма сложенных вместе коленчатых валов, чтобы, таким образом, получилось несколько заготовок для них после удаления центральной усадочной части болванки и разрезки ее вдоль оси.
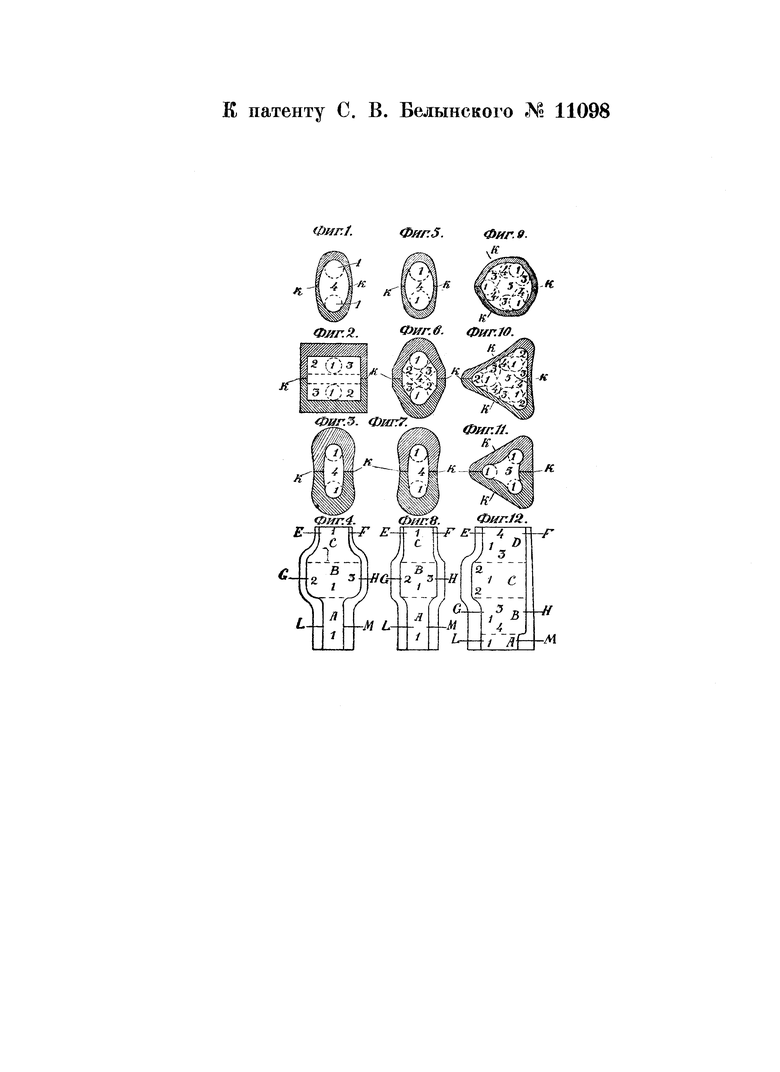
На чертеже фиг. 1, 5 и 9 изображены сечения по EF на фиг. 4, 8 и 12 изложниц для трех вариантов коленчатых валов; фиг. 2, 6 и 10 - то же, сечения по CH; фиг. 3, 7 и 11 - то же, сечения по LM; фиг. 4, 8 и 12 - то же, продольные виды по разъемам изложниц.
Сечениям болванок двух заготовок для валов с коленами, расположенными под углом 180° (фиг. 4), удобно придавать формы эллипса (фиг. 1 - 3) для цилиндрической части вала 1 и прямоугольника в местах расположения колен 2 и 3. Верхняя часть с эллипсоидной формы болванки делается большего сечения, чем нижняя А, с целью питания нижней А и средней В ее частей от усадки расплавленного металла в период его остывания. Заготовки для валов получаются, если разрезать болванку пополам по линии КК разъема изложницы. Сечениям болванок двух заготовок для валов с коленами, расположенными под углом в 90° (фиг. 8) удобно придавать в местах A и C так же, как и в первом случае эллипсоидную форму, а в месте В расположения колен 2 и 3 - восьмигранную форму. Заготовки для валов получаются путем предварительного высверливания центральной части 4 болванки и затем разрезка ее по линии КК разъема изложницы.
Сечения болванки для трех коленчатых валов с коленами, расположенными под углом 120° (фиг. с 9 по 12), имеет внизу - в месте А, соответствующем прямой части вала 1, - трехгранную форму сечения (фиг. 11), в местах же В, С и D соответствующих коленам (2, 3 и 4), комбинации форм сечения трехгранника с шестигранником, соотвественно расположению колен, как это изображено на фиг. 9, 10 и 12, при чем три заготовки для валов получаются путем удаления центральной части 5 и разрезки последней по сторонам трехгранника и по вершинам шестигранника (по линиям К, К, К).
Изложницы (фиг. 4, 8 и 12), предназначенные для отливки трех вариантов вышеописанных валов должны быть разъемными, с целью вытаскивания из них остывающих болванок. Толщины стенок изложниц в местах для выступающих частей болванок увеличены с целью отгона ликвационных мест металла к центральным местам болванок, А толщина стенок всей изложницы уменьшается от низа кверху с целью удаления вверх усадочной раковины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПОЛУЖИДКОЙ ПРОКАТКИ БОЛВАНОК | 1924 |
|
SU7411A1 |
| Устройство для центробежной отливки и прокатки труб и болванок | 1934 |
|
SU44007A1 |
| Способ ведения сифонной отливки спокойной стали | 1931 |
|
SU31585A1 |
| Устройство для непрерывного изготовления стальных заготовок непосредственно из жидкого металла | 1934 |
|
SU41133A1 |
| Устройство для вынимания полужидких болванок | 1930 |
|
SU33939A1 |
| СТЕРЖНИ И ФОРМЫ ДЛЯ СТАЛЬНЫХ БОЛВАНОК | 1934 |
|
SU46843A1 |
| Выбрасыватель болванок из изложницы | 1932 |
|
SU32101A1 |
| Прибыльная надставка | 1983 |
|
SU1222401A1 |
| ИЗЛОЖНИЦА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ КОЛЕНЧАТЫХ ВАЛОВ | 1932 |
|
SU36604A1 |
| Сердечник для отливки полых металлических предметов | 1915 |
|
SU2116A1 |
1. Способ изготовления литых коленчатых валов из наружных частей фасонной болванки, характеризующийся тем, что болванке для изготовления двух или более коленчатых валов придается форма по наружным очертаниям сложенных вместе валов и их колен и притом таким образом, что после удаления центральной, усадочной части болванки и разрезки ее вдоль оси получаются несколько заготовок для коленчатых валов.
2. Для осуществления способа, охарактеризованного в п. 1, - изложница для отливки болванки и сама болванка для двух коленчатых валов с коленами, расположенными под углом 180°, имеющие в местах, соответствующих прямой части вала, эллипсоидную форму, в местах же колен - прямоугольную форму сечения (фиг. 1 - 4).
3. Для осуществления способа, охарактеризованного в п. 1, изложница для отливки болванки и сама болванка для двух коленчатых валов с коленами, расположенными под углом 90°, имеющие в местах, соответствующих прямой части вала эллипсоидную форму, в местах же колен - восьмигранную форму сечения (фиг. 5 - 8).
4. Для осуществления способа, охарактеризованного в п. 1, - изложница для отливки болванки и сама болванка для трех коленчатых валов с коленами, расположенными над углом 120°, имеющие в местах, соответствующих прямой части вала, трехгранную форму сечения, в местах же колен - комбинацию форм трехгранной с шестигранной (фиг. 9 - 12).
5. Форма выполнения охарактеризованных в п.п. 1, 2, 3 и 4 изложниц для болванок, отличающаяся тем, что в выступающих частях болванок изложницы имеют увеличенную толщину стенки и, кроме того, толщина стенок их уменьшается по направлению от низа кверху.
