При сифонной отливке спокойной стали нередко применяют изложницы с так называемой теплой прибылью, или с теплой головкой из .огнеупорной массы. Применяющиеся до настоящего времени теплые головки делают открытыми сверху. Открытые сверху головки имеют тот недостаток, что прибыльная часть болванки остывает через верхнюю открытую поверхность, а это питание осевой рыхлости сверху прибыли.
Есть еще следующий существенный недостаток открытых сверху тепловых головок при сифонной отливке спокойной стали. Когда сталь во всех изложницах дойдет до надлежащей высоты, то разливной штопор закрывают; при этом нередко не уезжают на следующий поддон сифонной установки, но начинают малу-по-малу подпитывать образующуюся усадку в только что отлитых болванках, путем доливки небольших стали в центральный литник, т.-е. несколько раз с известными промежутками открывают и закрывают штопор. Эту операцию ведут с такими промежутками между закрытием и открытием штопора и добавляют так немного металла , в центральный литник, чтобы образовавшаяся на поверхности болванок корочка не была прорвана давлением свеже подливаемого через центральный литник металла. Но при операции подпитывания корка металла на практике прорывается, довольно часто, и подпитывание идет неудовлетворительно. Для образования более прочной корки иногда прибегают к заливанию поверхности болванки небольшим количеством воды; но эта операция уменьшает .полезное действие теплой головки.
При таком методе подпитывания болванок, как без заливки водой, так и с заливкой, корочка металла на. поверхности болванки настолько слаба, чтосоздать сколько-нибудь значительный. напор металла путем повышения уровняего в литнике над уровнем в болванке- нельзя..
Предлагаемый способ ведения сифонной отливки спокойной стали имеет целью устранить вышеуказанные дефекты.
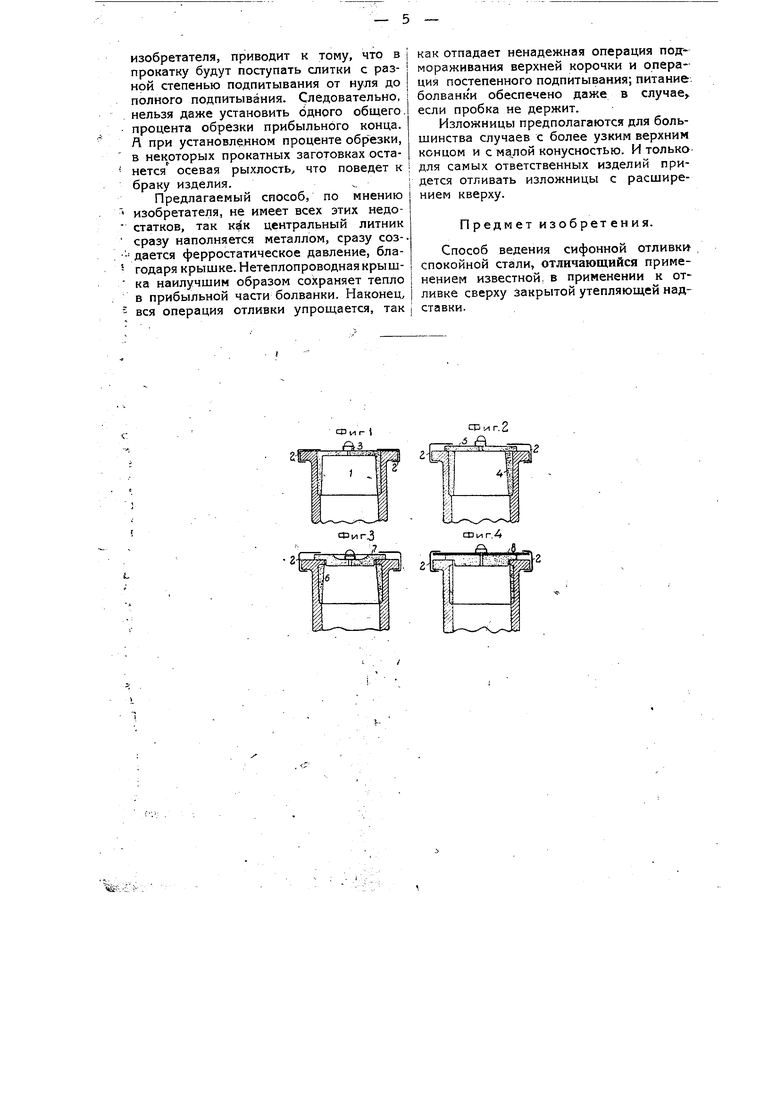
На чертеже фиг. 1-4 изображают продольный разрез изложниць ; фиг. 5- 18 - несколько примерных конструкций закрытых сверху надставок.
Для пояснения предлагаемого способа изобретатель предлагае несколько вариантов (фиг. 1-4). Естественно, вариантов может быть много в зависимости от величины болванки, от местных условий. получения огнеупорных изделий и набивок и, наконец, от желания конструктор.
Но варианты конструкций не изменяют по существу предлагаемого способа применения закрытого сверху шлема.
На фиг. 1 изображен цельный шлем /
ИЗ.огнеупорной обожженной массы (шамотовый). Шлем ставят в соответствую.щее гнездо изложницы на глине и удерживают против всплывания железными
..чгкобами 2. В верхней части шлема, которая служит eгo кpышкoй, проделано .маленькое отверстие для выхода газов. Это отверстие по наполнении излож:ницы удобно закрывать небольшой чугунной крышечкой 5, которая не состав.ляет, специфической детали предлагаемого способа отливки, так как замораживание стали в газовом отверстии шлема может быть Осуществлено другими .простыми приемами.
Вариант на фиг. 2 изображает шлем .ИЗ двух частей: вертикальной 4, представляющей обычную открытую теплую головку, и крышки шлема 5. Обе части обожженные, шамотные, или же первая «абивная, а крышка шамотовая.
На фиг. 3 показан вариант применительно к внутренней набивной надставке 6, верхний край которой не выходит
iHa верхнюю поверхность изложницы, так что верхний внутренний край изложницы перекрывает внутреннюю набивную над.ставку. В этом случае крышка шлема 7
.имеет выгнутую книзу форму.
При отливке со шлемом болванок
.значительного веса с большим поперечным сечением вверху и при желании иметь в центральном литнике значительНый напор жидкой стали для подпитывания болванок,-общее давление на
/нижнюю поверхность шлема может быть настолько велико, что в некоторых случаях будет необходимо не только при.держивать шлем железными скобами 2, но и закреплять крышку шлема сверху железной или чугунной крышкой, как
.это указано на фиг. 4, деталь 8.
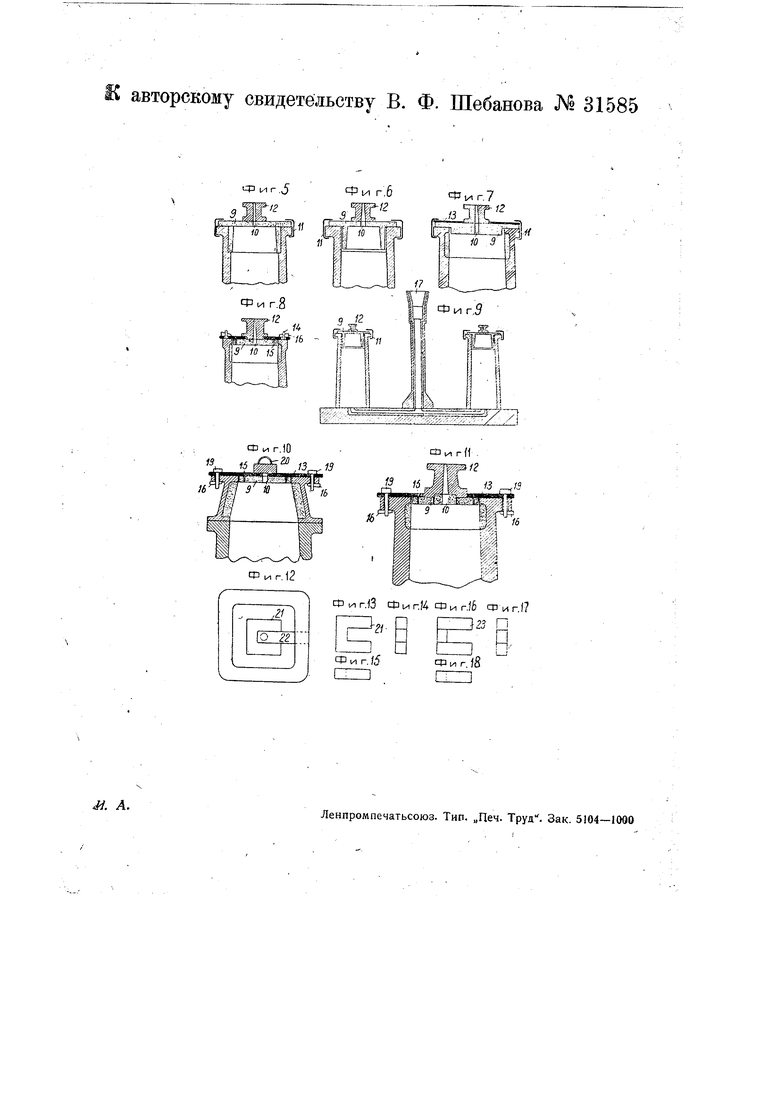
На .фиг. 5-12 изображено несколько примерных конструкций закрытых сверху надставок. Вариантов можно было бы привести и больше, но различные варианты не изменяют сущности способа.
..Характерной особенностью является наличие нетеплопроводной крышки 9 с
-отверстием 10 для выхода газов, а отча сти для наблюдения во время отливки.
В некоторых случаях для изделий с высверленной сердцевиной с верхнего конца по отношению к болванке можно ограничиться одной крышкой без вертикальной части надставки. Во избежание всплывания надставки, она закрепляется скобами // (фиг. ), .клиньями 16, вставленными в болты J9 или в ушки изложницы (фиг. 8, 10, 11), или иным способом. Для больших изложниц, в которых огнеупорная крышка надставки может не выдерживать ферростатического давления снизу, поверх крышки накладывают чугунную или железную доску 13 с соответствующими отверстийми (фиг. 7 и 8).
Круглое отверстие на фиг. 7 служит для устанрвки чугунной пробки 12. На фиг. 8, 10 и 11 отверстий больше: три для прохода болтов ил1и ушков изложницы; одно для чугунной втулки; отвер стие /5 для скрепления проволокой огнеупорной крышки 9 с металлической доской 13. Эта последняя конструкция наиболее простая и дешевая.
Надставка может быть опущена в изложницу (фиг. 5-9) или же вся надставка может помещаться сверху изложницы (фиг. 10); наконец, как сказано выше, для некоторых изделий, для которых некоторая осевая рыхлость верхней части болванки не вредит, можно вертикальную часть надставки совсем выбросить и оставить одну крышку.
На фиг. 5 показана примерная конструкция чугунной пробки 12 с коническим отверстием. Отверстие служит для выхода газа и отчасти для наблюдения. Когда металл заполнит надставку до крышки, то он застынет в отверстии пробки. Как вариант при больших болванках, а, следовательно, при малом числе их на поддоне, можно закрывать отверстие простыми гирьками (фиг, 10) и в то время, когда металЛ подходит к крышке. Расширенная часть литника 77 Особых пояснений не требует.
При той автоматичности, которая характеризуется замораживанием металла в чугунной пробке /2 или применением пробок 20, не требуется обязательного заполнения всех изложниц одной сифонной установки единовременно, так как, если в каких-либо изложницах сталь дойдет до крышки несколько раньше,
чем в других, то она застынет в отверстиях пробок или под гирьками, а остальные изложницы будут продолжать надолняться.
, В случае отливки оеобо ответствен лх сортов, когда требуется наблюдение а поверхностью и температурой отличаемого металла в изложницах, такое , наблюдениечможно производить, смотря по количеству одновременно отливаемых изложниц, двумя cnqco6aMH, а именно: в случае больших болванок, когда изложницнемного, можно не закрьшать изложниц крышками перед отливкой. Когда металл будет подходить к надставкам,то будет время, несколько придержав струю, поставить и закрепить крышки и закрыть отверстия в них гирьками или втулками. Таким образом, наблюдение за металлом можно осуществить во всех или -в двух изложницах на поддоне. В случае большого числа изло)книц, 8-12-24, фактически наблюдение никогда не ведут за всеми изложницами, даже и при обычных открь1тых изложницах. Поэтому достаточно и в предлагаемом способе иметь, наблюдение, примерно, за дйумя изложницами, например, угловыми. При этом можно иметь пару излой нйц не закрытыми за благовременно и наложить крышки при приближении металла к надставкам, придержав струю из ковша; или же можно пользоваться крышками с большим отверстием, изображенными на фиг. П. Это приспособление .представляет собой ту же крышку, но сдовольно большим отверстием для наблюдения. Крышку накладывают и закрепляютзаблаговременно (перед отливкой); через отверстие наблюдают за металлом в изложнице. Когда же металл будет подходить к надставкам, то; струю несколько придерживают и отверстие в крышке закрывают пробками с более широким основанием, чем у пробок на остальных изложницах. Для предотвращения приваривания металла к пробкам и во избежание захолаживания верхней части прибыли пробкой, к нижней части пробки прикрепляют шамотовый кружок на проволочных крючках или на глине.
Во всех случаях полезно придерживать струю металла из ковша в то время, когда металл дойдет до нижнего края ладставки, не только для того, чтобы
иметь время наложить крышку, но и для уменьшения осевой рыхлости. В тот мо мент, когда во всех пробках сталь застынет, в центральном литнике уровень металла начнет подыматься. Как только вся воронка центрального литника заполнится до назначенного уровня, отливку, прекращают и переезжают с ковшом на следующую сифонную устано у. Поверхность металла в центральном литнике засыпают углем, песком, мелким битым стеклом и т. п., чтобы питающий резервуар литниковой воронки предохранить от преждевременного застывания.
После прекращения отливки будет происходить следующее. Температура жидкой стали в изложницах будет понижаться, и если бы из запасного резервуара центрального литника через сифонные ходы не поступала жидкая сталь, то в верхней части каждой болванки начала бы образовываться усадка. Но постоянное поступление жидкой стали под ферростатичесйим давлением не позволяет образоваться хотя бы малейшей (элементарной) усадочной раковине. Сталь будет все время заполнять весь объем изложницы до самой крышки, до тех пор, пока не прервется сообщение между центральным литником и изложницами. Это сообщение необходимо поддерживать как можно дольше, особенно для ответственных сортов. Сталь застывает в первую очередь не в самых сифонных каналах, так как они мало теплопроводны, а около выхода из каналов в изложницах. В этом месте теплота быстро отнимается большой массой поддона и нижней частью изложницы.
В различных случаях, смотря по соотноше нию веса отливаемых болванок, изложниц и поддона, захолаживающее влияние поддона и изложницы будет равное. С другой стороны, требования к болванке в разных случаях также совершенно разные. Наконец, вообще невозможно заранее предугадать для разных случаев, в какой момент сообщение между литником и болванкой прекратится. Поэтому общего, количественного решения для всех случаев дать нельзя, но можно предложить следующий общий метод.
На фиг. показан вид сверху на изложницу, под которой в поддоне
вставлен щ мртовый вкладыш 21 (цельный) или 23 (составной из трех частей). Вкладыш вставляют в гнездо поддона вплотную к сифонной концевой трубке 22 и, таким образом, он прикрывает часть чугунного поддона, изолируя жидкий металл от поддона. Какой процент площади дна болванни должен быть изолирован от чугунного поддона, а какой оставаться в сопр косновении с чугунным поддоном, можно решить только опытом для разных случаев. Смотря по форме изложницы и назначению стали в некоторых случаях указанный вкладыш 21 будет излишним; в некоторых - он будет занимать известный процент от площади поперечного сечения нижней части изложницы, и, наконец, в очень малых изложницах может даже занимать все дно. Утепляющее действие вкладыша 2/ будет компенсироваться более сильным утепляющим действием надставки, а также стремления более горячих частиц стали кверху. Благодаря этому вкладышу проводимость всей системы, а, следовательно, и питание болванки снизу сохранится дольше и болванка будет плотнее за счет более полного питания снизу.
Когда сталь,, наконец, в протоках загустеет, то питание снизу прекратится и дальнейшее охлаждение и уменьшение объема стали повлечет за собой образование усадочной раковины в верхней части каждой болванки. Нетеплопроводная крышка обогревающей надставки настолько будет сохранять тепло, что при предлагаемом способе наилучшим образом будет; осуществляться второй период питания сверху образующейся раковины и осевой рыхлости.
Таким образом, болванка получится, наиболее возможной плотности в сердцевине и с наименьшим т оцентом негодной верхней части.л - При этом способе вся структура болванки будет лучше, чем при отливке обыкновенным сифонным способом и при отливке сверху, так как при таком способе отливки будет благоприятное распределение теплоты. При обычном способе сифонной отливки горячий металл поступает все время снизу, и болванка не обогревается сверху. Это углубляет осевую усадочную раковину. При отливке сверху горячий металл все время
сосредоточен в верхней части, что вызывает развитие локализированной ликваиионной зоны.
Ь предлагаемом способе сперва наиболее горячий металл поступает снизу. Но во второй :йериод, Логда внизу прекратится поступление жидкого горячего металла через .сифонные ходы, наиболее долго горячая сталь будет сосредоточена наверху в обогревающем коЛпаке с крышкой. Таким образом, распределение температуры между низом и верхом будет выравниваться, что благоприятно, отра зится на структуре болванки, сильно уменьшая развитие ликвационной зоны
С некоторого времени применяют дл спокойной стали сифонный способ от ливки в изложницы с утопленнрй голов кой, iHo без теплой крышки 9 и бе. установки 17робок 72 или гирек. 20. Не этот способ, по мнению изобретателя по сравнению с предлагаемым, имее следующие существенные недостатки Прибыльная часть болванки остывает через верхнюю открытую поверхность, что ухудшает питание осевой рыхлости из прибыльной части; когда сталь во всех изложницах дойдет до верха, то разливной штопор закрывают; при это: нередко не уезжают с ковшом на СЛ1 дующую сифонную установку, но Ha4k нают мало-по-малу подпитывать обрг зующуюся усадку, для чего нескольк раз с известными промежутками открь вают и закрывают щтопор. Эту операци ведут Ьчень осторожно, подливая метал, малыми порциями, чтобы не прорвать корочку металла, образовавшуюся не поверхности болваНки, Но при всей осторожности корочка Нередко прорывается и подпитывание идет не тольк неудовлетворительно, но в случае зна чителъного прорыва--сводится к нулю
Степень подпитывания зависит от опытности и внимательности мастера, а, следовательно, не всегда одинакова; F случае, если пробка не держит, то пог питывание совершенно невозможно; фе; ростатическое движение увеличиваетг настолько медленно, что когда централ ный литник можно уже наполнить д: создания ферростатического давления, то проток металла у выхода сифоннс трубки в изложницу может уже замер нуть; все это вместе взятое, по мнени
изобретателя, приводит к тому, что в прокатку будут поступать слитки с разной степенью подпитывания от нуля до полного подпитывания. Следовательно, нельзя даже установить одного общего
процента обрезки прибыльного конца. А при установленном проценте обрезки, в некоторых прокатных заготовках останется осевая рыхлость что поведет к браку изделия.,.
Предлагаемый способ, по мнению изобретателя, не имеет всех этих недостатков, так как центральный литник сразу наполняется металлом, сразу соз- дается ферростатическое давление, благодаря крышке. Нетеплопроводная кры шка наилучшим образом сохраняет тепло в прибыльной части болванки. Наконец,
- вся операция отливки упрощается, так
как отпадает ненадежная операция под-мораживания верхней корочки и операция постепенного подпитывания; питание, болванки обеспечено даже в случае, если пробка не держит.
Изложницы предполагаются для большинства случаев с более узким верхним концом и с конусностью. И только для самых ответственных изделий придется отливать изложницы с расширением кверху.
Предмет изобретения.
Способ ведения сифонной отливки спокойной стали, отличающийся применением известной, в применении к отливке сверху закрытой утепляющей надставки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная канава для отливки стальных болванок | 1932 |
|
SU31586A1 |
| СИФОННАЯ ПРОВОДКА С КРУГЛЫМ СЕЧЕНИЕМ КАНАЛА ДЛЯ ПОДВОДА МЕТАЛЛА | 1992 |
|
RU2048958C1 |
| Устройство для групповой сифонной разливки стали | 1945 |
|
SU66127A1 |
| ПРИБЫЛЬНАЯ НАДСТАВКА | 1996 |
|
RU2104117C1 |
| СТЕРЖНИ И ФОРМЫ ДЛЯ СТАЛЬНЫХ БОЛВАНОК | 1934 |
|
SU46843A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ ОТЛИВКИ СЛИТКОВ | 2001 |
|
RU2206429C2 |
| Вкладыш для поддона изложницы | 1983 |
|
SU1199439A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ГОЛОВНОЙ ЧАСТИ СЛИТКА В ИЗЛОЖНИЦЕ | 2006 |
|
RU2325968C2 |
| УСТРОЙСТВО ДЛЯ ОТЛИВКИ СТАЛЬНЫХ СЛИТКОВ | 2005 |
|
RU2285579C1 |
| Способ сифонной разливки стали и устройство для его осуществления | 1988 |
|
SU1585059A1 |
Ши r.i
/8
и r.v5
Ф
г. 7
If-/2
Ш и г.Ш
Ф и гЛ2
сгзи rf1
в й
Ф И Г.3 Ф и Г.1Л Ф и г.)6 Ф и г 17
Ф и г. /5
а
43 и г. 8

