Предлагаемое изобретение относится к типу станов для полужидкой прокатки болванок помощью пары вальцов. Процесс полужидкой прокатки заключается в том, что прокатывают незастывшую еще болванку с отвердевшей наружной коркой, при чем застывание внутренних частей отливки заканчивается во время прокатки. Этим достигается, наряду с уменьшением поперечного сечения, также и уничтожение усадочных раковин и экономия в топливе, идущем на разогрев холодной болванки. В связи с этим и самый процесс затвердевания болванки ускоряется, что влияет в хорошую сторону на улучшение качества отлитого материала. Обычно процесс осуществляется в два приема, а именно: выниманием незатвердевшей еще окончательно болванки из изложницы и затем прокаткой ее в обычном прокатном блюминге.
Предлагаемое изобретение имеет целью производить эту же операцию за один прием, путем комбинации изложницы с вертикальным прокатным станом, для того, чтобы болванка после образования на ней наружной твердой корки могла быть подана вниз в ручей прокатного стана.
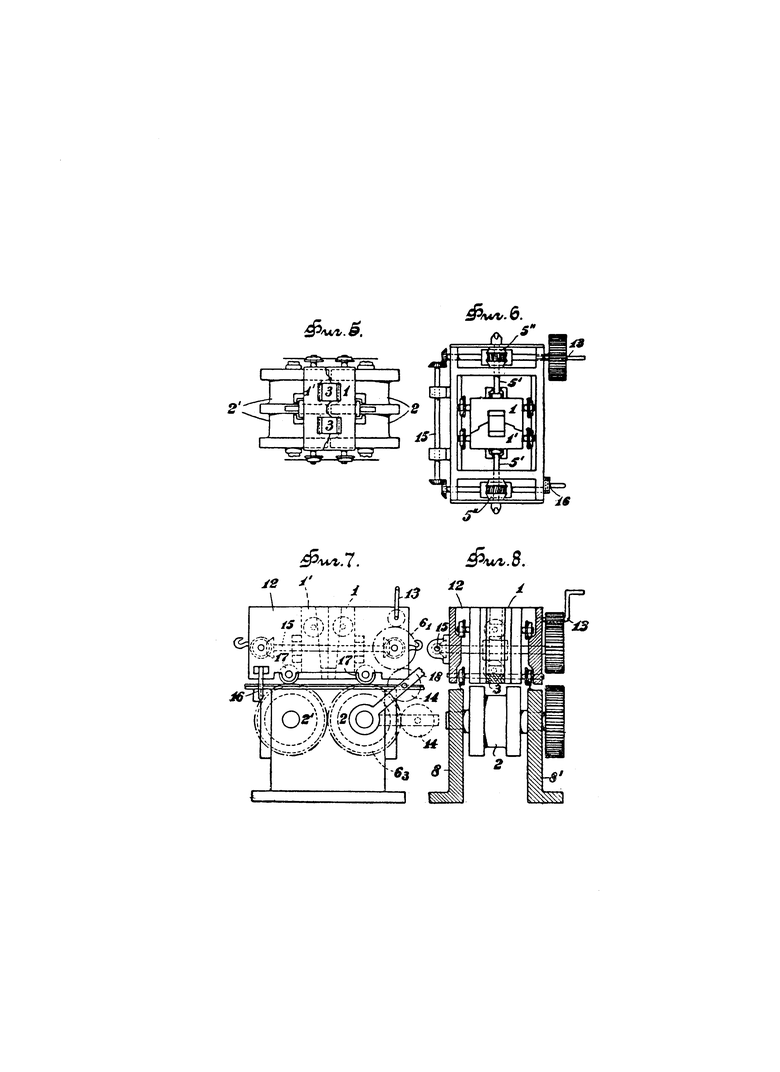
На схематическом чертеже представлены две формы осуществления изобретения, а именно, стан для прокатки одной болванки и стан для двух или большего числа болванок, при чем фиг. 1 изображает вид сверху; фиг. 2 - разрез по линии АВ на фиг. 1; фиг. 3 - разрез по линии CD; фиг. 4 - разрез по линии EF; фиг. 5 - вариант изложницы на две болванки; фиг. 6 - вид стана сверху по следующему варианту; фиг. 7 - то же, вид сбоку; фиг. 8 - разрез по линии CD на фиг. 6.
Раздвигающаяся изложница клинообразной формы из двух половин 1 и 1′ - (фиг. 1, 2, 3 и 4), установленных на роликах 7, 7 и 7′ 7′ и раздвигаемых в стороны при помощи системы винтов 5, 5′ гаек 5′′, 5′′ и червячных передач 61 62. Дно изложницы образовано клинообразной пробкой 3, которая падает вниз при раздвигании изложницы (пунктир). Валки 2, 2′ приводятся в движение при помощи червяка 9, сцепленного посредством фрикционной муфты 10 с реверсивным двигателем 11 (мотор). Изложница и валки установлены на общей станине 8 и 8′.
Во время действия стана обе половинки изложниц 1 и 1′ приводятся в положение, указанное на фиг. 1 и 2 вращением валков при помощи двигателя в сторону, обратную направлению прокатки, после чего закладывается пробка 3, и металл заливается в изложницу. После образования достаточно толстой наружной корки у болванки двигатель пускается в направлении прокатки, при чем обе половинки изложницы раздвигаются, как указано пунктиром на фиг. 2, пробка 3 падает вниз, а болванка 4, опускаясь, скользит по наклонным поверхностям изложницы и попадает в ручей прокатного стана, где и прокатывается.
Стан по второму варианту (фиг. 6, 7 и 8) различается от стана варианта первого тем, что изложница 1, 1′ с подобным же раздвигающим аппаратом 5 и 5′ помещается на вагонетке 12, двигающемся по рельсам на колесах 17, и удерживается над прокатным станом защелкой 16. При этом сцепление правого червяка и шестерни 61 с шестерней 63 правого валка производится посредством картерной шестерни 14, установленной на серьге 18 и откидываемой в положение, указанное пунктиром на фиг. 7, когда раздвигание изложницы надо остановить. Правый и левый червяки сцепляются между собой при помощи системы конических колес с валом 15. Сдвигание же изложницы для новой отливки производится вручную, при помощи зубчатки с ручкой 13. Этот вариант дает возможность, при вращении валков в направлении прокатки, последовательно прокатывать ряд болванок, отлитых перед этим в изложницы, установленные на вагонетках, сцепленных между собой в виде поезда.
Фиг. 5 изображает изложницу для одновременной прокатки двух болванок в двух ручьевых валках.
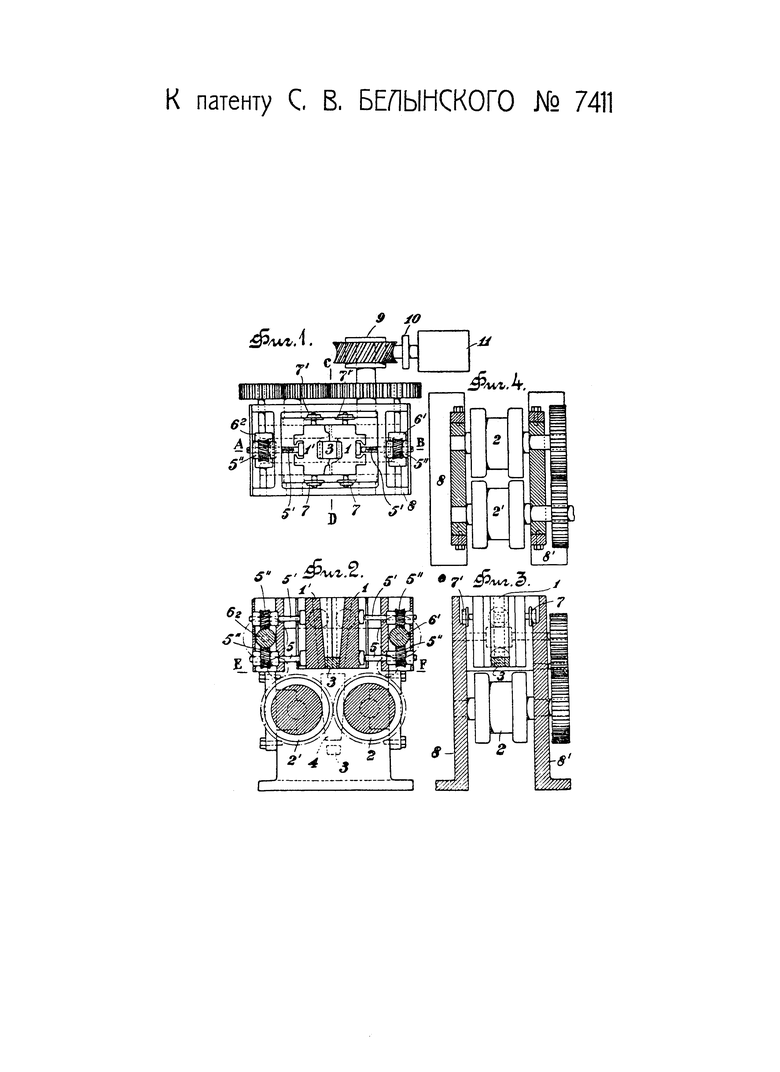
1. Стан для полужидкой прокатки болванок помощью пары вальцов, характеризующийся применением раз′емной изложницы, расположенной над валками и состоящей из двух установленных на роликах 7, 7′ половин 1, 1′, раскрываемых винтами 5 и 5′, перемещаемыми вращающимися при помощи червячных передач 61, 62 гайками 5′′, 5′′ (фиг. 1, 2, 3, 4).
2. Видоизменение охарактеризованного в п. 1 стана, отличающееся тем, что изложницы вместе с раздвижным механизмом помещены в вагонетке 12 (фиг. 6, 7, 8), снабженной упором 16 для установки ее над валками, при чем механизм, приводящий в движение винты 5, 5′, сцепляется с шестерней 63 на одном из вальцев помощью укрепленно на серьге 18 шестерни 14.
