РН
Тн
Фиг. г
РКОН Ткон
fKn ° OfCflwo без OfrJiodacftfci/veffesme OKa Poffw газожидкостногу SoSf
. Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, может быть использовано при электрохимической размерной обработке крупногабаритных деталей.
Известен электрод-инструмент для электрохимической обработки, в котором газообразный водород непрерывно вместе с электролитом удаляется из зоны обработки в газосборную камеру через систему отверстий в теле электрода-инструмента, расположенных в видесот вокруг отверстий, подводящих электролит 1.
Однако наряду со сложностью изготовления этого электрода-инструмента при обработке поверхностей значительной кривизны имеется такой недостаток, как наличие макронеровностей на обрабатываемых поверхностях в зоне отверстий для подвода и отвода электролита.
Цель изобретения - повышение точности и качества обрабатываемой поверхности.
Поставленная цель достигается тем, что в электроде-инструменте для электрохимической размерной обработки крупногабаритных деталей в среде электролита с его отводом из межэлектродного промежутка через ряд чередующихся каналов, последние выполнены в виде пор, площадь поперечного сечения которь1х увеличивается в направлении течения электролита по следующему закону
F - /()
СРн -Ь-Х) У21ГР,-В-Х)-РкАм1
где ,С константы, зависящие от режима обработки;
X - текущая координата канала; FOTB - искомая площадь отводящих
пор в электроде; TH - температура электролита на
входе в канал; RJ - давление электролита на входе
в канал;
Ркам - давление в газообразной камере.
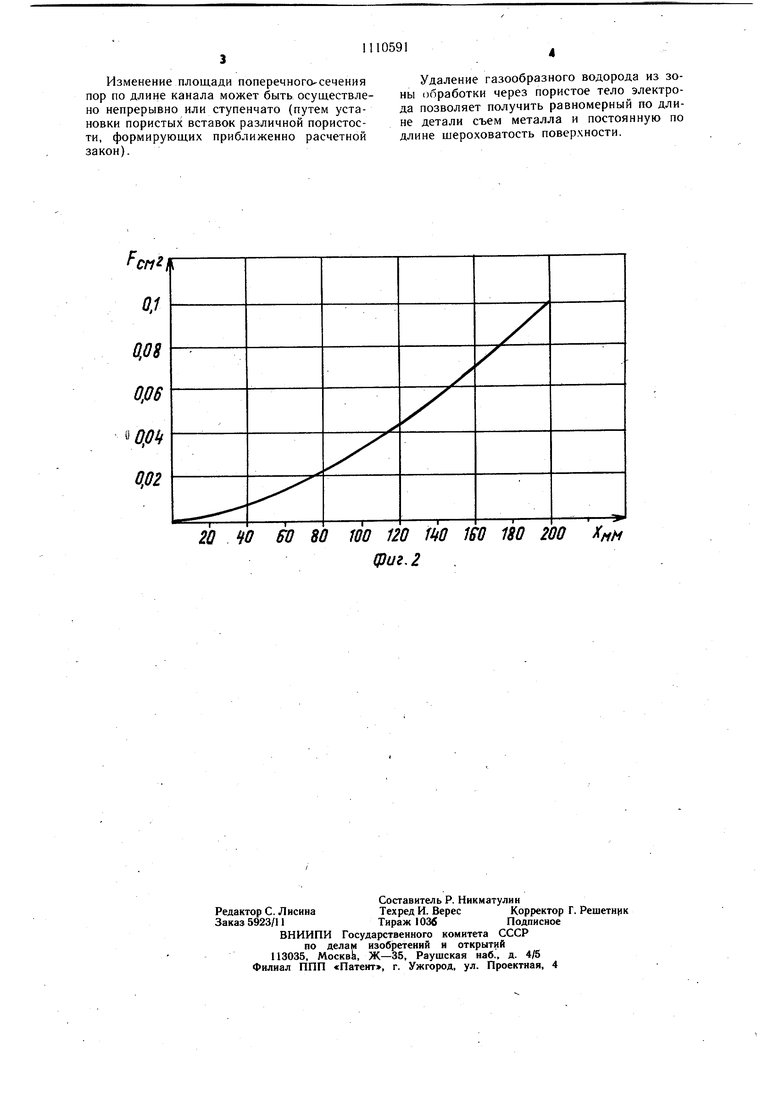
На фиг. 1 приведена схема предлагаемого электрода-инструмента; на фиг. 2 - зависимость площади отводящих пор от длины межэлектродного канала.
Электролит под давлением РН с температурой Тц подается в межэлектродный зазор. При подаче напряжения на электроды происходит процесс электрохимического растворения с выделением газообразного водорода в виде пузырьков, диаметром 10-50 мкм. Поскольку в теле электрода-инструмента имеется пористая вставка, давление электролита проталкивает пузырьки через поры в газосборную камеру и далее - в бак. При этом происходит частичная потеря электролита (20/о) и некоторое уменьщение скорости потока (до 5-6 м/с при начальной скорости м/с), но практически исчезает газожидкостный клин и все сопутствующие ему негативные явления.
Поскольку объем отводимого водорода изменяется по длине межэлектродного канала (вследствие изменения давления и температуры электролита), площадь поперечного сечения пор по длине канала соответственно изменяется по закону
)
вгь
(Рн - Б X) УЩР -В-Х)-РЧам
где роть - искомая площадь отводящих
пор в электроде;
А, В,С - константы, зависящие от режима обработки и определяемые расчетным путем; X - текущая координата канала. Величины констант А, В, С подсчитываются по формулам
А (1-Ц) А.-
в Рн :Рм1,
- ,.,
где и -напряжение на электродах (В); и U -потери напряжения в приэлектродных слоях (для ВТ-8, AU 7- 8В, для сталей и ЭИ-437Б, 4U 2,3 В)
L - плотность тока; Тц-температура электролита на входе в канал;
W -массовый расход электролита; Ср-удельная теплоемкость электролита;
В - щирина канала; FH-давление электролита на входе в
канал;
RtAH-давление в газосборной камере; ркой-давление электролита в конце канала;
t - длина канала; R - газовая постоянная;
эл- плотность электролита;
Lf - газосодержание в прикатодной
зоне ( 0,6);
JJ - коэффициент, учитывающий поте ри при течении через пористое тело К-н -электрохимический эквивалент водорода.
Например, для одного из режимов электрохимической обработки (U 18 В, РВ 3-105 н/м2; Ryitt 0,3-105 Н/м, h , 0,8 мм) зависимость площади отводящих пор от длины канала при обработке материала ЭИ-437Б имеет вид (фиг. 2).
Изменение площади поперечногосечения пор по длине канала может быть осуществлено непрерывно или ступенчато (путем установки пористых вставок различной пористости, формирующих приближенно расчетной закон).
Удаление газообразного водорода из зоны обработки через пористое тело электрода позволяет получить равномерный по длине детали съем металла и постоянную по длине шероховатость поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки длинномерных деталей | 1977 |
|
SU650764A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| Способ импульсной электрохимической размерной обработки | 1981 |
|
SU1002123A1 |
| Способ электрохимической размерной обработки металлов | 1980 |
|
SU933352A1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU707750A1 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU806339A1 |
| Электрод-инструмент для электрохимической обработки | 1984 |
|
SU1199497A2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210471C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1036486A2 |
ЭЛЕКТРОД-ИНСТРУ.МЕНТ ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ в срелс з,.1сктролнта с его отводо.м из межэлектро.июго промежутка через ряд .чередующи7 ся каналов, отличающийся тем,что, с целью псязышения точности и качества обрабатывяе.мой поверхности, каналы для отвода электролита выполнены в виде пор. ма обработки; X текущая координата канала; FOTB - исковая площадь отводящих пор в электроде; Тн температура электролита на входе в канал; Рн давление электролита на входе в канал; Ркам - давление в газообразной камере. (Л сл Деталь со
0.1
0,08
0.06
Ofltf
0,02
20 w ВО 80 WO 120 т т т 2оо
фиг, 2
