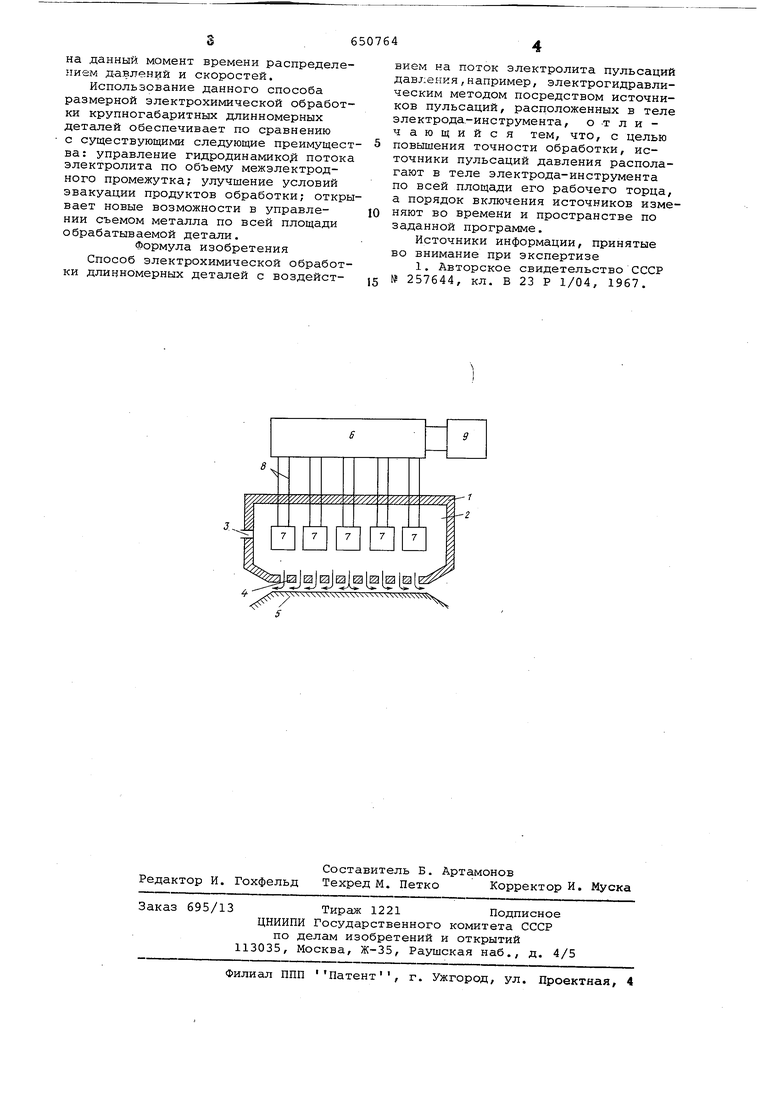
Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается способа электрохимической обработки длинномерных деталей. Известен способ электрохимической обработки длинномерных деталей с воз действием на поток электролита пульсаций давления, например, электрогидравлическим методом посредством источников пульсаций, расположенных в теле электрода-инструмента 1. Недостатком известного способа является невысокая точность обработки из-за низкой эвакуационной способ ности продуктов обработки из межэлек тродного пространства. Целью изобретения является повышение точности обработки. Это достигается тем, что источники пульсаций давления располагают в теле электрода-инструмента по всей площади его рабочего торца, а порядок включения источников изменяют во времени и пространстве по заданно программе. На чертеже представлено устройство для осуществления данного способа. Оно состоит из электрода-инструмента 1, имеющего внутренний канал 2, в который из напорной магистрали подается электролит через отверстие 3 и пористый (либо с отверстиями) рабочий торец 4, обрабатываемой детали 5, блока управления 6, источников пульсаций 7, системы коммутации 8 и программного устройства 9. Электролит из напорной магистрали через гидравлический затвор (на чертеже не показан) и отверстие 3 поступает в канал 2 внутри корпуса электрода-инструмента 1, а оттуда через поры (либо отверстия) рабочего торца 4 электрода-инструмента продавливается в межэлекродный промежуток. Может быть осуществлена также и комбинированная подача электролита из напорной магистрали и через отве стие 3 и непосредственно в зазор. Блок управления 6 по программе, задаваемой программным устройством 9, воздействует череэ систему коммутации 8 на источники пульсаций 7, которые создают регулируемые по интенсивности и во времени пульсаций давления в заданной области канала электродаинструмента 1, что приводит к формированию в межэлектродном промежутке потока электролита с требуемым
на данный момент времени распределением давлений и скоростей.
Использование данного способа размерной электрохимической обработки крупногабаритных длинномерных деталей обеспечивает по сравнению с существующими следующие преимущества: управление гидродинамикой потока электролита по объему межэлектродного промежутка; улучшение условий эвакуации продуктов обработки; открывает новые возможности в управлении съемом металла по всей площади обрабатываемой детали.
Формула изобретения
Способ электрохимической обработки длинномерных деталей с воздействием на поток электролита пульсаций давления,например, электрогидравлическим методом посредством источников пульсаций, расположенных в теле электрода-инструмента, о -т л и чающийся тем, что, с целью повышения точности обработки, источники пульсаций давления располагают в теле электрода-инструмента по всей площади его рабочего торца, а порядок включения источников изменяют во времени и пространстве по 3аданной программе.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 257644, кл. В 23 Р 1/04, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОКАЛЬНЫХ УЧАСТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2470749C2 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU806339A1 |
| Устройство для размерной электрохимической обработки | 1974 |
|
SU549305A1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210471C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU848238A1 |
Х
