1
Изобретение относится к размерной электрохимической обработке, в частности к конструкции электродаинструмента для обработки криволиненых поверхностей деталей.
Известен электрод-инструмент для размерной электрохимической обработки , имеющий распределительную камеру для электролита, в которую подается последний 1 .
Недостатком известного электродаинструмента является невысокая точность обработки из-за невозможности выравнивания давления по длине межэлектродного промежутка.
Цель изобретения - повышение точности обработки за счет стабилизции гидравлического режима.
Поставленная цель достигается тем, что камера для электролита выполнена замкнутой и имеет связь с межэлектродным промежутком через отверстия, равномерно расположенные на рабочем торце электрода - инструмента с заданным шагом.
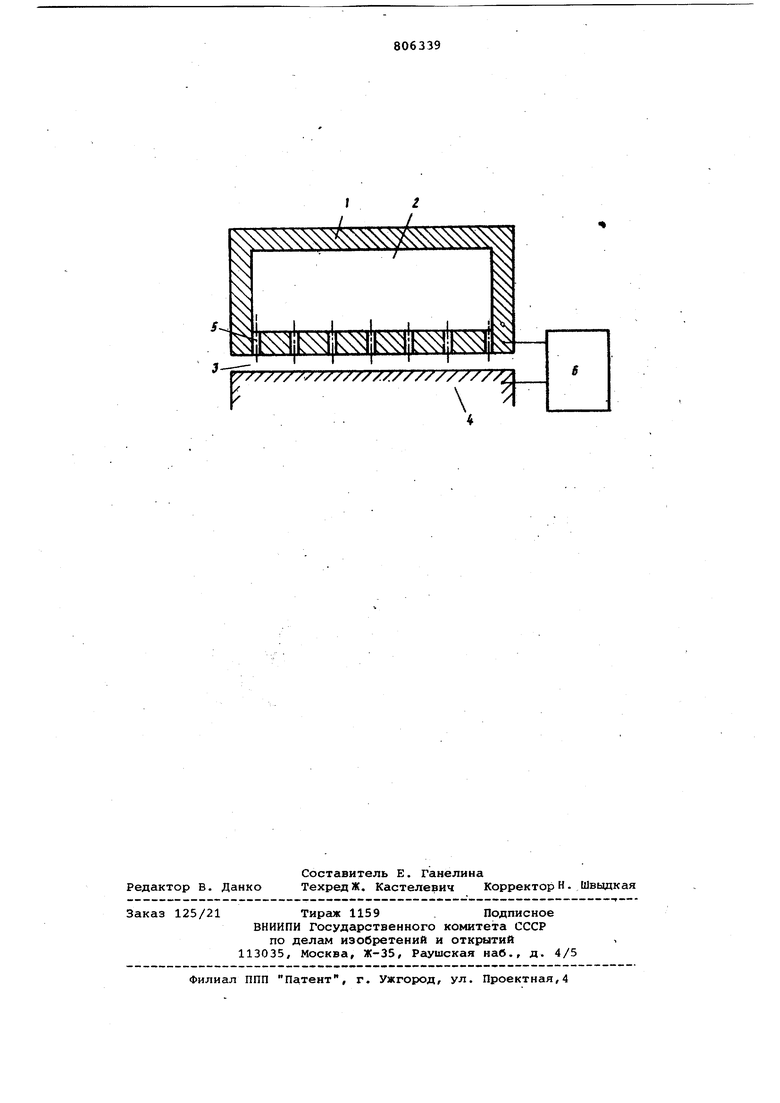
На чертеже изображена принципиальная схема электрода-инструмента.
Электрод-инструмен 1 имеет внутреннюю замкнутую камеру 2, сообщающуюся с межэлектродным промежутком.
3, образованным электродом-инструментом 1 и обрабатываемой заготовкой 4 посредстве отверстий 5, расположенных равномерно на рабочем торце электрода-инструмента 1. к электроду-инструменту 1 и обрабатываемой заготовке 4 подводится технологическое напряжение от источника 6 тока.
Электрод-инструмент работает следу Ю1цим образ 4.
Электролит из напорной магистрали подается в межэлектродный промежуток 3 через отверстия 5, выполнен5ные на рабочем торце электрода-инструмента 1, заполняет замкнутую камеру 2 и является передаточным звеном, поддерживакяцим по всей длине межэлектродного промежутка 3 постоян0ное статическое давление, практически равное давлению на входе. При подаче на электрод-инструмент 1 и обрабатываемую заготовку 4 технологического напряжения от источника
5 6 тока происходит интенсивное растворение материала заготовки 4. При этом в течение всего времени обработки в межэлектродном промежутке 3 поддерживается устойчивый номинальный режим
0 течения электролита за счет внутрен.ней обратной связи между межэлектрод ным промежутком 3 и замкнутой камерой электрода-инструмента, сообщающихся отверстиями 5, Это происходит вследствие того, что при воздействии на процесс электрохимической обработ ки различных возмущакнцих факторов, таких как, например, изменение зазора, изменение кривизны канала-, ведущее к перераспределению местных статических давлений внутри межэлектродного промежутка, изменение входного давления, теглпературы и т.д., демпфирующее воздействие замкнутой камеры 2 направлено на уменьшение и устранение влияния возмущающего фактора за. счет перераспреде ления по длине межэлектродного промежутка 3 параметров межэлектродной среды, возвращение систекы Б устойчивое состояние и предотвращение ее автоколебательного раскачивания.. Например, если в каком-либо сечении межэлектродного промежутка возросла температура, что повлекло за собой рост объемного газосодержания, падение электропроводности межэлектрод ной среды и, как следствие, падение локальной плотности тока и съема металла, то в этом сечении возраста ет среднерасходная скорость межэлек тродной среды. Это происходит как за счет газосодержания, так и за счет уменьшения локального межэлект родного з.азора. Возрастание скорост электролита ведет к падению статического давления в данной сечении, которое определяется интегралом Бер нулли. При этом возрастает местный перепад давления между внутренней п лостью камеры 2 электрода-инструмен та 1 н указанным сечением межэлектр кого промежутка 3, и в зазор поступает свежий ненагретый электролит из внутренней полости электродаинструмента. Вследствие этого,температура электролита снижается как за счет разбавления межэлектродной среды свежим электролитом, так и за счет повьшения статического давл ния, так как происходит рост электропроводности, а значит и падение омического тепловыделения. Диаметр отверстий 5 и шаг их распределения по рабочей поверхност электЕЮда-инструмента выбираются 2-3 и 10т-15 мм, соответственно, что исходит из условий оптимизации обработки, так как при уменьшений диаметра отверстий 5 их гидравлическое сопротивление возрастает и становится сравнимым с гидравлическим сопротивлением регулируемого участка межэлектродного промежутка, а его увеличение, при прочих равных условиях, приводит к нежелательному росту расположенных под отверстиями 5 макронеровностей на поверхности обрабатываемой заготовки 4. Увеличение же или уменьшение, соответственно, шага их расположения ведет либо к возникновению ступенчатой неравномерности давления внутри межэлектродного промежутка, либо к -.появлению струйности. Использование предлагаемого электрода-инструмента обеспечивает по сравнению с существующими следующие преимущества: а)в 2-3 раза повышается производительность электрохимической обработки крупногабаритных деталей; б)значительно повышается точность формообразования, причем в исследованном диапазоне плотностей технологического тока (5-60 А/см) точность электрохимической обработки крупногабаритных деталей практически не зависит от режима электролиза ; в)вследствие указанной независимости точности фой образования от режима электрохимической обработки, которая обусловлена саморегулированием гидродинамики потока электролита в зазоре и, за счет этого, компенсацией падения электропровод- , ности по длине межэлектродного промежутка, благодаря росту газосодержания, ее температурному повышению, отпадает необходимость в Дорогостоящей коррекции и доводке электрода-инструмента, рабочую поверхность которого можно получить методом обратной полярности; г)в течение всего времени обработки в межэлектродном промежутке поддерживается номинальный устойчивый режим течения электролита и предотвращается автоколебательное раскачивание системы. Формула изобретения Электрод-инструмент для размерной электрохимической обработки, содержащий камеру для электролита, отличающийся тем, что, с целью повышения точности обработки за счет стабилизации гидравлического режима, указанная камера выполнена замкнутой и имеет связь с межэлектродным промежутком через отверстия, равномерно расположенные на рабочем торце электрода-инстру-. мента с заданным шагом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 217848, кл. В 23 Р 1/04, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической размерной обработки металлов | 1980 |
|
SU933352A1 |
| Способ размерной электрохимической обработки | 1980 |
|
SU935246A1 |
| СПОСОБ СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНБ1Х ЗАЗОРОВ ПРИ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 1969 |
|
SU241879A1 |
| Способ регулирования межэлектродного зазора при электрохимической обработке | 1978 |
|
SU891309A1 |
| Электрод-инструмент | 1974 |
|
SU503696A1 |
| Способ размерной электрохимической обработки | 1984 |
|
SU1273219A1 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484504A1 |
| Способ изготовления электрода-инструмента для размерной электрохимической обработки | 1982 |
|
SU1144815A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Способ электрохимической обработки длинномерных деталей | 1977 |
|
SU650764A1 |