() СПОСОБ ЭЛЕКТРОХИИИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки | 1984 |
|
SU1273219A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU973280A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| Импульсный лазер на парах веществ | 1986 |
|
SU1145496A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2226142C2 |
| Способ электрохимической размерной обработки металлов | 1972 |
|
SU441128A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| Способ размерной электрической обработки | 1981 |
|
SU1013181A1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| Устройство для размерной электрохимической обработки | 1974 |
|
SU549305A1 |
I
Изобретение относится к электрохимической размерной обработке и может быть использовано в машиностроении при обработке металлов.
Известен способ электрохимической размерной обработки металлов регулированием процесса изменением плотности тока, при котором в межэлектп. родном промежутке устанавливают дополнительный электрод, подводят к нему отрицательный потенциал относительно электрода-инструмента от дополнительного источника постоянного тока pi.
Подача отрицательного потенциала на дополнительный электрод, помещенный в межэлектродном промежутке, при водит к интенсивному выделению газообразного водорода, что затрудняет стабилизацию электропроводности раствора в зоне обработки и формирование равномерного электрического поля, необходимого для точного формообра зова НИИ, а таюке снижает производительность процессаЦелью изобретения является повышение производительности процесса обработки и точности формообразования, а также улучшение эксплуатационных характеристик обработанных деталей путем снижения концентрации газообразного водорода в межэлектродном промежутке.
10
Поставленная цель достигается тем, что дополнительный электрод устанавливают вне межэлектродного промежутка со стороны электрода-инструмента, а величину отрицательного потенциа15ла, подводимого к дополнительному электроду, выбирают из условия отсутствия тока в цепи между электродом-инструментом и общей точкой обоих источников питания.
20
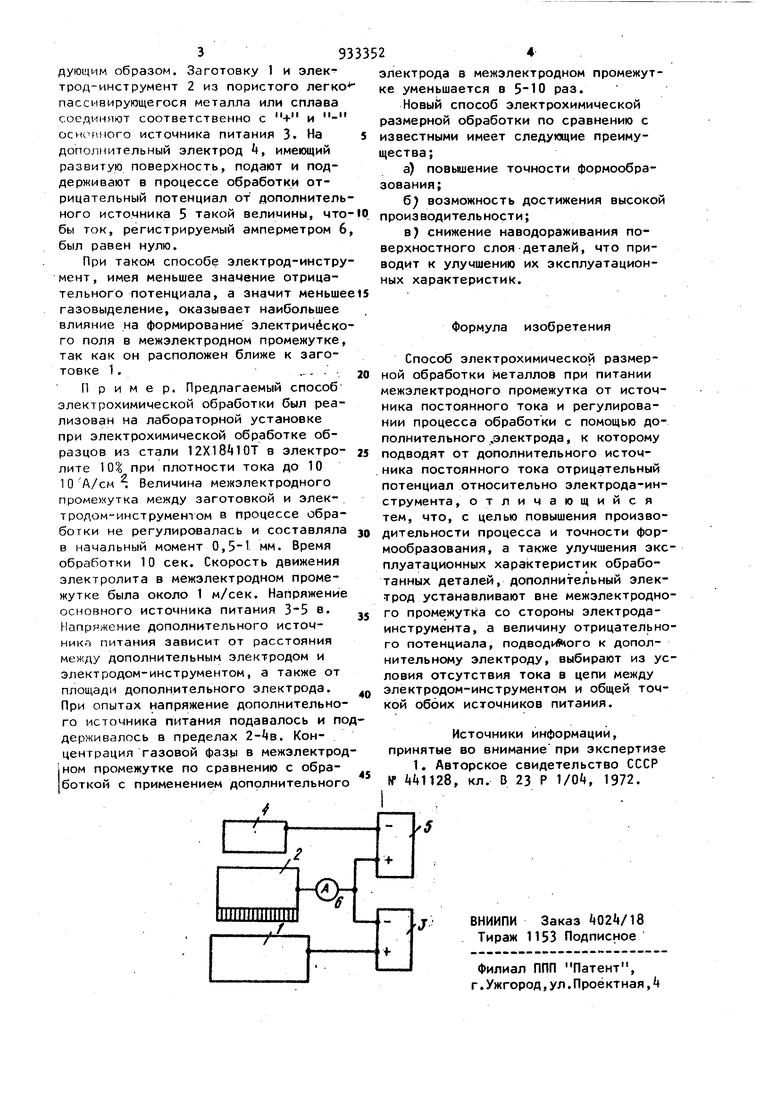
На чертеже изображена схема реализации способа.
Предлагаемый способ электрохимической обработки реализуется еледующим образом. Заготовку 1 и элек трод-инструмент 2 из пористого легко пассивирующегося металла или сплава соединяют соответственно с + и - ocHOfuioro источника питания 3. На дополнительный электрод , имеющий развитую поверхность, подают и поддерживают в процессе обработки отрицательный потенциал от дополнитель ного источника 5 такой величины, что бы ток, регистрируемый амперметром 6 был равен нулю. При таком способе электрод-инстру мент , имея меньшее знамение отрицательного потенциала, а значит меныие газовыделение, оказывает наибольшее влияние на формирование электрическо го поля в межэлектродном промежутке, так как он расположен ближе к заготовке 1 .- - . Пример. Предлагаемый способ электрохимической обработки был реализован на лабораторной установке при электрохимической обработке образцов из стали 12X18 101 в электролите 10 при плотности тока до 10 1 О А/см Величина межэлектродного промежутка между заготовкой и элек-. тродом-инструменюм в процессе обработки не регулировалась и составляла в начальный момент 0,5-1 мм. Время обработки 10 сек. Скорость движения электролита в межэлектродном промежутке была около 1 м/сек. Напряжение основного источника питания 3-5 в. Напряжение дополнительного источника питания зависит от расстояния между дополнительным электродом и электродом-инструментом, а также от площади дополнительного электрода. При опытах напряжение дополнительного источника питания подавалось и по держивалось в пределах 2-Цв. Концентрация газовой фазь в межэлектрод ном промежутке по сравнению с обработкой с применением дополнительного электрода в межэлектродном промежутке уменьшается в 5-10 раз. Новый способ электрохимической размерной обработки по сравнению с известными имеет следующие преимущества;а)повышение точности формообразования;б)возможность достижения высокой производительности; в)снижение наводораживания поверхностного слоя деталей, что приводит к улучшению их эксплуатационных характеристик. Формула изобретения Способ электрохимической размерной обработки металлов при питании межэлектродного промежутка от источника постоянного тока и регулировании процесса обработки с помощью дополнительного .электрода, к которому подводят от дополнительного источника постоянного тока отрицательный потенциал относительно электрода-инструмента, отличающийся тем, что, с целью повышения производительности процесса и точности формообразования, а также улучшения эксплуатационных характеристик обработанных деталей, дополнительный электрод устанавливают вне межэлектродного промежутка со стороны электродаинструмента, а величину отрицательного потенциала, подводимого к дополнительному электроду, выбирают из условия отсутствия тока в цепи между электродом-инструментом и общей точкой обоих источников питания. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. В 23 Р I/O-, 1972.
