1зВестны ycTpoflcTBia автоматического .контроля -еометрических параметров изделий путем сравнения увеличе-н ого опраици|рованного на экран изображения проф|иля иэделия с изображением атонтрольного шабло.на.
Однако эти устройства характеризуются значительно сложностью, не обеспечивают быстрой перенастройки с кантроля одной детали на контроль (другой, ье охватывают контролем все .араметры издел.ий сложвой 4)ормы и не обеспечивают одноврем енной сортировки контролируе мых изделий на несколько селвкциоЕных групп.
Отличительной особенностью описываемого xxTpoiicTBa, свобадного от указа нных выше недостатков, Я вляется совместное прляменение в качестве раз/дельных для проицирования профилей из,делия и ш аблона экранов электронно-лучевых трубок телевизионного типа (иконоскоп, види1кан, суперотикон и др.) с одинаковыми траекториями перемещения электронных лучей и применение генер атора импульсов, число которых за время обегалия электронным лучом площади -изображеиня изделия является приэнаком принадлежности издел.ия к 0(дной ,из селекционных групп; также пронщированме увеличенного изображения изделия, иапример стального щар1вка, н,а экраны нескольких электронно-лучевых трубок, расположенных так, что :ими п-рооматривается .вся поверхность шарика, причем сигналом брака служит |И1Мпульс напряжения, возникающий во ввешней цепи трубок при попадании обегающего площадь изображения шарика электронного луч1а на изображение дефекта поверхности, отличающееся по яркости от общего равномерного фона.
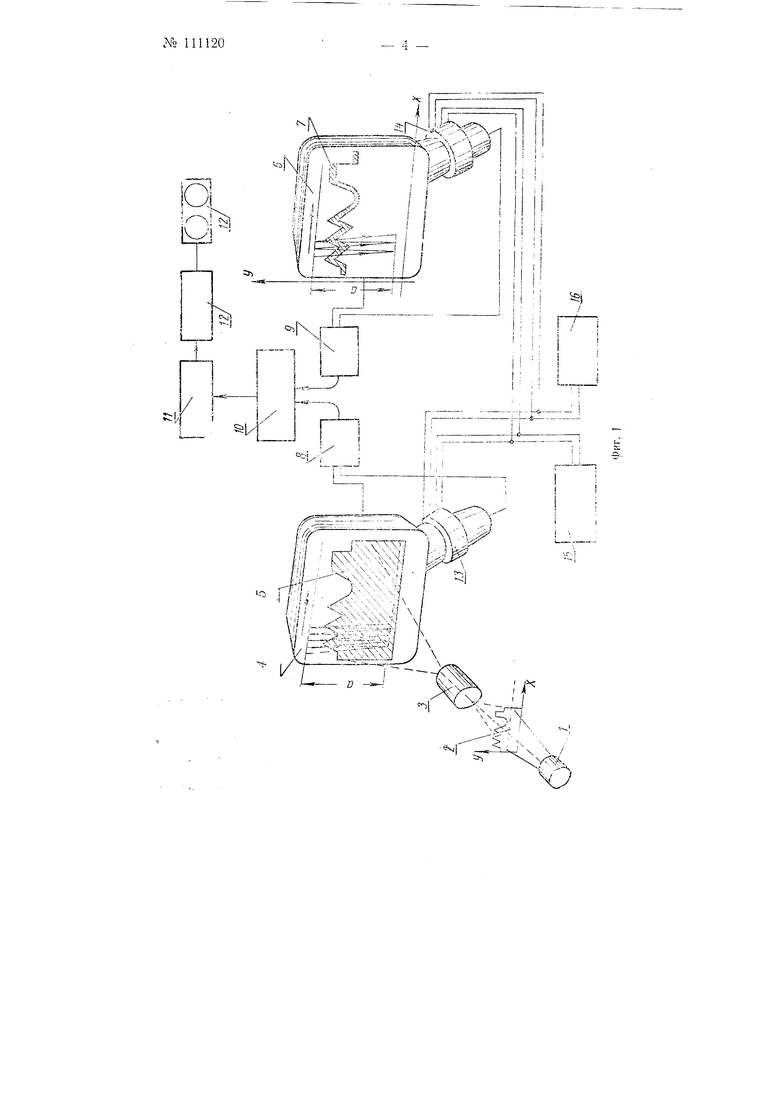
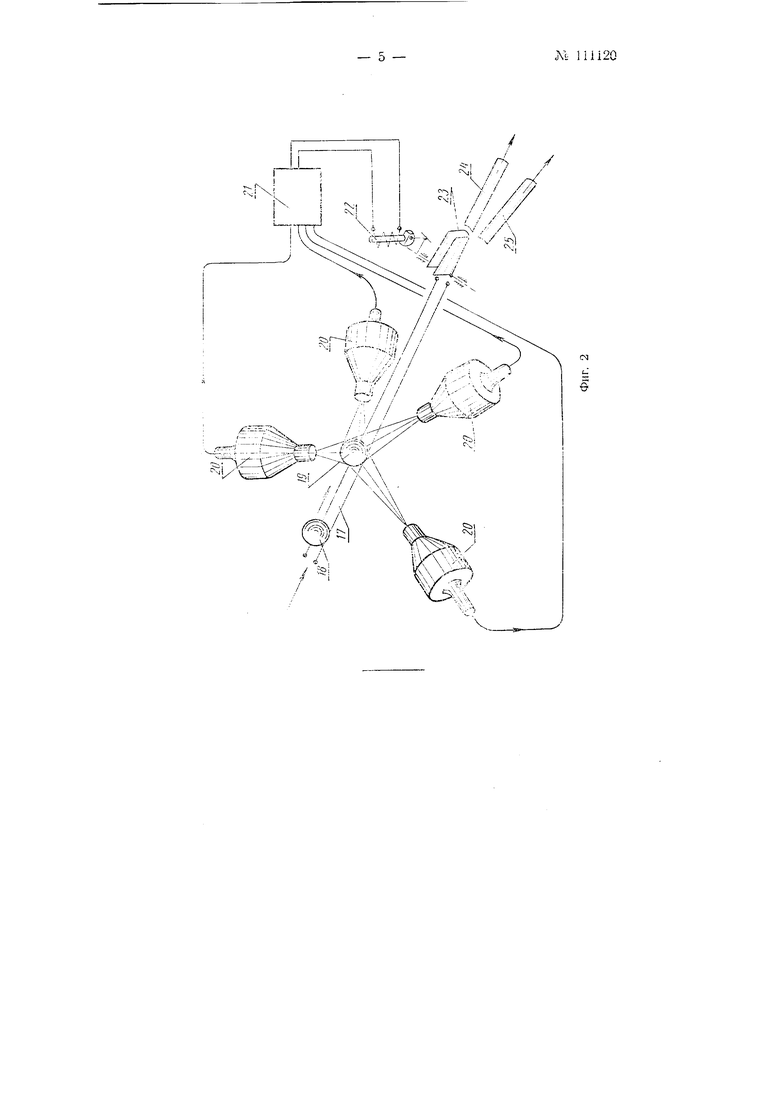
На ф:иг. 1 показана п.ринципиалнная cxeiMia описываемого устрО1 1ства, на фиг. 2-вариант схемы устройства, предназначенного для контроля качест1ва поверхности стальных щариков.
Устройство согласно изобретению выполнено с Г1ри1менеиием осветителя 1, изделия 2, профиль которого подлежит контролю, оптими 3, элекNb 1П120 2 -
троино-лучспо 4, га олГйи iLtrropoif :7оидппуется тонь 5 KGKтрслирусмсжо Изделня 2, вгорсГ. элсктронио-лучеБол труб;ск б, на экран которой пронци Лстся TEiHb 7 просЬиля KOiiT-po.ibHoro :паб.. Еоз:пп;:аю1дие во 15Неш1тих цепях )убск 4 .{ 6 -iaieiKipiKqccKiiC тскл поступают соотвстствен.но д) электронике преобразопатели 8 и 9.
ЗлектрОнпый прсобрЯЗОзатс-ть 8 выполнен таК: т об)аза. что еоздяет ilia своем выхоае кратлОЕред1ек:ньш ммиульс аапряжеикя каждый раз, когда электронный -луч 4 пе реходит ИЗ С;етл о-й об. :а экране в темную н наобо1зот. Злектро ;г:1ый 1;реобра;.овг1тель 9 БЬ:Пс;г;е;: таким образом, что удерживает i:a евоом выходе поетоян;но.е напряженке в течение промежутка врсмсн::. когда электронный луч трубки 6 нахо,д.ится в тем:кой области, т. с. в прсде;;ах тепч 7. Выхс|днь е капряжеипя с преобразователей 6 и 9 постутгаюг далее на ь;-.од з,тектройпого вентиля «несовпалеиия 10, известного з выч;иелигельной тг лптде.
Прн нал-ични бра,ка на коггрэ.тяруемам изделнн 2 иг -ыхзде э.тзхт1)оиного вентиля 10 Л|03 ;икг:ет напряжаане, которое ;далее обычнь, образом воздействует на 1)елей;1ый промежуточный преобразователь 1L фиксирующн) этот в упра1В, испо.тпнтельлым оргаРХМ ..Л вы1ЮЛ ьяющИ|М за(дачн отсортировки бракованного нздглия и включення еигн1алов: «Г -годен или «Б -брак. В процессе конт)оля электронные лучн трубак 4 к б заставляют синхронно перементатьея в горизонтальном IK вертикальном напразлениях от;;осительно теней 5 и 7 с помощью отклоняющих opraiHOB 13 и 14, нитаамых от и тех же генераторов 15 и 16.
Величина а В1ерт,икального О1жлонен1ия луча должгча быть таказа, чтобы пepexQД его в темную область экрана из светлой или наоборот совершался только ойин раз .з процессе каждого вертикальо-юго хода в трубке 4 и два раза в процессе каждого вертикального хода луча в трубке 6.
Контролируемый профиль изделия 2 нрн вве(дени.и в устройство op-aiентируют относительно осей X-У координат, являющихся базовым1И .тнниями ,для отсчета допуаков на данный профиль изделия. Масщтабы теней 5, проектируемых на экран трубки 4, должны соответствовать масштабам те1ней 7 на экране трубии 6.
Ви доизменен ие описаниого устройства, предназначенное для электр онно-оптического коитроля иачестеа поверхности стальных щар1И«01з, выполнено следующим образо1м. По наклонным направляющим 17 из бункера (на схеме не показанного) поступают один за други-м подлеж1ащие контролю щарики 18. В о.юмент нpoxqдa через измерителкную позицию 19 шарик 18 попадает в поле зрения 1ескольких, расположенных под различными углами воспринимающих элвктрокно-лучевых трубок 20, на экранлх которых воспроизводится в увеличакном виде определенный участок поверхности шарика 18. Электронный луч в каждой из трубок 20 в результате сложения откланевий их обегает площадь изо5ражени5 шарика 1и, в случае прохождения луча через затемненную точку, подает соответствуюпхий импульс напряжения на oipran 21 нреобр.азователя ,и iHa орган 22 отсортировки, электро-магнит которого перемещает желоб 23, подключвюп-зий накладные направляющие 24 и 25 для бракованных и годных шариков.
Предмет изобретения
1. Устройство для автоматического контроля геометрических параметоов И31дел,ий путем сравнения увеличенного спроицированного ма экран изобр1аже:ния профиля изделия с изображением контрольного шаблона. отл;ич а ю щ е ее я там, что, с целью обеспечения быстрого контроля по всем пара-метрам профиля, в качестве экранов, раздельных д:1я проицировакия профиля изделия И шаблона, использованы экраны электронно-лучевых трубок типа иконоскопа с одинаковылш траектор:иямл перемеп1,ения электронных лучей, что обеспечивает образозамие импульса напряжения во внешней цени трубок в тот момент, когда при переходе электронны-м лучам первой трубки светотааи электронный луч второй трубкИ не выходит нз пределов площади контура шаблоьш, причем зтот ИМпульс спользуют в ка-:гстзе сигнала о пригодности пзделия.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения возможности -сортяровки контролируемых Иэдели; на несколько селекционных групп, в устройстве применен генератор импульсов, число которых за время сбегамия электронным лучом площади изображения изделия, является признаком принадлежности шэдетия к одной из селекционных групп,
3,Видо1ИЗ(-менениС устройства по пп, 1-2, отличающееся тем, что с целью обеспечения ко.нтроля качества поверхности изделий, например стального щарика, увеличенные Изображения после,днего промцируют на SKpaiHbi нескольких электронно-лучевых трубок, расположенных так, что ИМИ просматривается кся поверхность щарнка, причем сиг,чалом брака служит импульс напрялсення, возникающий во внешней цепи трубок при попаданин электронного луча, обегающего площадь изображения шарика, на изображение дефекта поверхности, отличающееся по яркости от общего разномерного фона.
S; . ill:
I y
: y-
; i
if
i/ I ; i
til I (
Г--
,.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дальневидения | 1933 |
|
SU41028A1 |
| Устройство для автоматического контроля геометрических параметров изделия | 1962 |
|
SU151834A1 |
| Устройство для автоматического контроля изделий | 1948 |
|
SU74792A1 |
| Автоматическое устройство для контроля поршневых колец | 1947 |
|
SU86050A1 |
| СПОСОБ СТЕРЕОСКОПИЧЕСКОГО ТЕЛЕВИДЕНИЯ | 1940 |
|
SU57737A1 |
| Импульсный ультразвуковой дефектоскоп | 1948 |
|
SU86071A1 |
| Автоматический станок для обработки фасонных поверхностей | 1936 |
|
SU53886A1 |
| Фотоэлектрическая копировальная система | 1960 |
|
SU137378A1 |
| Устройство для отображения информа-ции HA эКРАНЕ элЕКТРОННО-лучЕВОйТРубКи | 1979 |
|
SU847343A1 |
| Устройство для счета и объемного обмера бревен | 1960 |
|
SU129878A1 |