Настоящее изобретение касается устройства для автоматичеокого контроля качества поверхностей изделий пневматическим методом.
Отличительнойособенностью
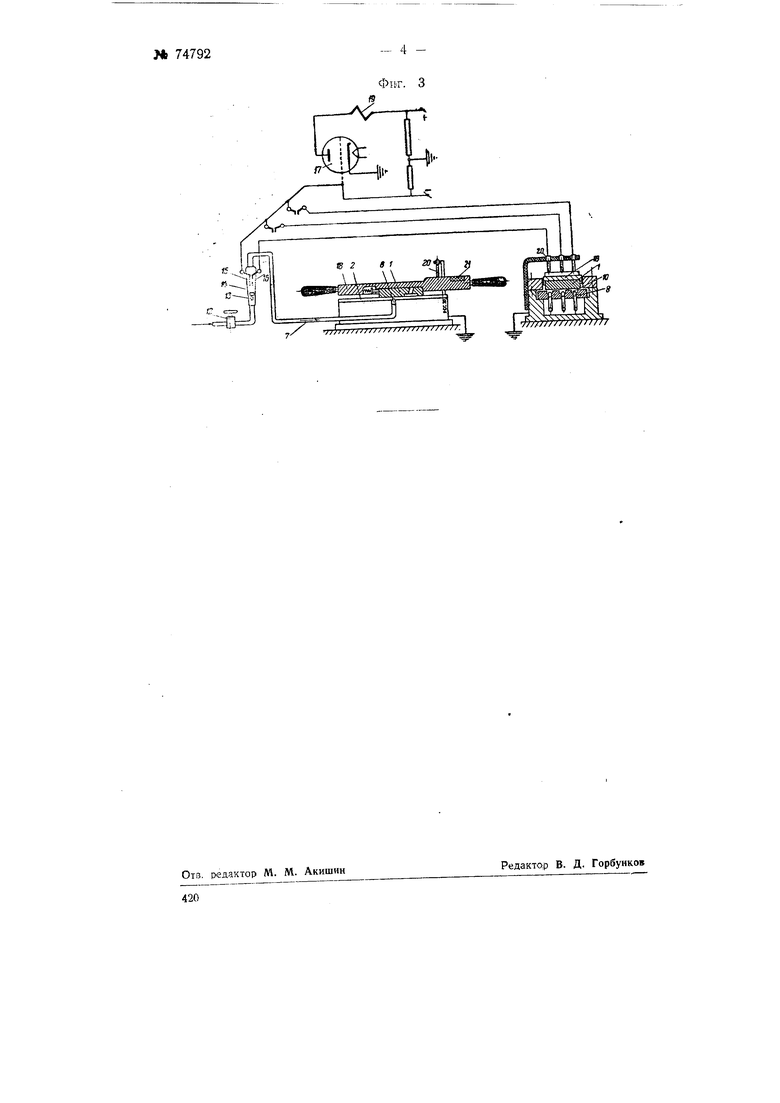
предлагаемого устройства является конструктивное выполнение его указателя по типу ротометра с контактным поплавком из магнитного материала, а также применение копира для контроля плоскостей изделий, И1меющ.их отверстияНа фиг. 1 изображена схе.ма из:Мерительного блока; на фиг. 2 - эскиз поплавка, на фиг. 3 - принудительная электрическая схема устройства.
Предлагаемое устройство состоит из измерительного блока, преобразователя скорости воздушного потока в электрический импульс, копира .электронного блока и исполнительного органа (сигнализация).
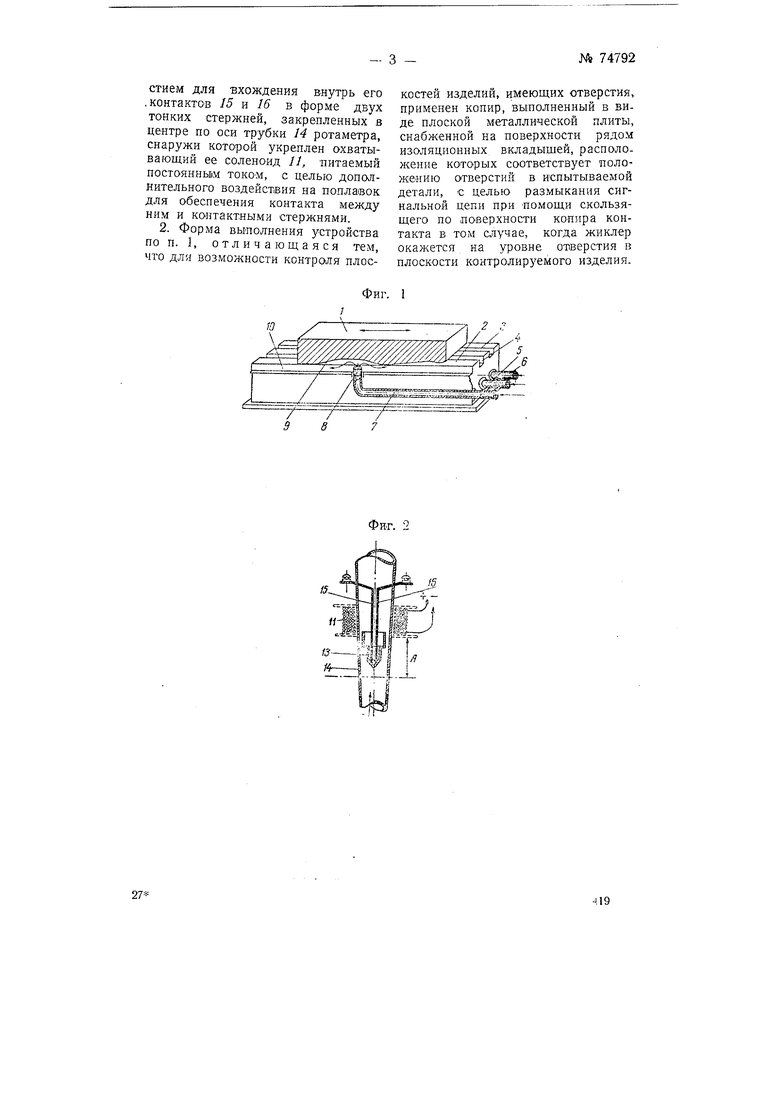
Измерительный блок {-фиг. 1) представляет собой точно выверенную калиброванную плоскость 2 с канавками 3, 4 и 10 для выхода воздуха из жиклеров 8.
Верхние торцо1вые плоскости жиклеров расположены несколько ниже плоскости 2 (на 5-10 микрон). Воздух в жиклеры подается по трубопроводам 5, 6 и 7.
27 Свод. Еыпусх 5, 1949 г.
Проверяемую деталь 1 накладывают контролируемой плоскостью 9 на калиброванную плоскость 2 измерительного бло.ка, на которую она опирается своими наиболее выступающими точками. В процессе контроля деталь 1 продвигают вдоль плоскости 2 над жиклерами 8. Если качество поверхности контролируемой плоскости 9 во всех точках, проходящих над жиклерами, будет соответствовать установленным требованиям, то расход воздуха, выходя.щего из этих жиклеров, удерживается в допустимых пределах.
Если в каком-либо месте этой по верхности .имеется недопустимое отклонение, то расход воздуха, выходящего из соответствующего жикле. ра, возрастает, что автоматически регистрируется на исполнительном органе прибора.
Конструктивно калиброванная плоскость 2 по своей длине делается примерно равной удвоенной дли.не контролируемой плоскости 9, чтобы дать возможность провести через жиклеры все точки данного сечения детали.
Контроль плоскости детали / производится одновременно по нескольким сечениям, причем число одно417
временно контролируемых сечений равно числу имеющихся в измерительном блоке жиклеров 8.
В качестве указателя качества ловерхности испытуемой детали применен прибор, работающий по известному принципу ротометра и состоящий (фиг; 2 и 3) из редуктора давления 12, расщиряющейся трубки 14, контактного поплавка 13, выполненного ,в виде полого сосуда из магнитного материала и снабженного сверху отверстием, и контактов 15 и 16. Высота положения поплавка 13 в трубке 14 находится в прямой зависимости от скорости проходящего через нее воздуха- Поэтому в случае, когда скорость воздуха в трубке 14 достигает некоторого заранее устанавливаемого значения, соответствующего максимально допустимому отклонению от требуемого качества поверхности контролируемой детали, -происходит замыкание контактов 15 и 16.
Для надежной работы прибора форма контактов 15 и 16 имеет весьма существенное значение. Эти контакты выполняются в виде двух тонких длинных металлических стержней, расположенных так, что они могут проходить внутрь поплавка 13.
В нижней своей части каждый контакт имеет скос под углом, равным углу кодуса нижней части внутренней полости поплавка. Замыкание контактов Происходит в тот момент, когда поплавок 13 достигает высоты, при которой он приходит Б соприкосновение своей конической полостью с нижними срезами конTaKTOiB.
Когда требуется осуществить особо точный контроль ПЛОСКОСТИ, при котором поплавок .находится весьма близко от контактов, и достаточно очень небольшого изменения скорости потока для того, чтобы наступило замыкание контактов, предуоматривается создание постоянного магнитного поля вокруг контактов 15 и 16 с помощью соленоида 11, питаемого постоянным током.
При этом достаточно железному поплавку 13 достичь области магнитного поля, определяемого расстоянием А, как он будет быстро 118
подтянут вверх и под действием приобретенной живой силы подойдет к контакта 15 и 16, обеспечив надежное замыкание.
При замыкании контактов /5 и 16 напряжение подается на сетку электронной лампы 17 (фиг. 3), воздействующей через реле 19 на дополнительный орган, например, на сигнальные лампы.
Количество трубок 14 с контактами 15 и 16 равно количеству жиклеров 8 IB приборе, т. е. количеству одновременно контролируемых сечений.
При контроле деталей, в плоскости которых имеются различного рода отверстия и окна, попадание отверстия или окна в область жиклера может создать ложный эффект брака. Во избел :ание подобного явления в Приборе для контроля плоскостей изделий, имеющих отверстия, применен копир, выполненный в виде плоской металлической плиты 18. Плита /8 снабжена на поверхности рядом изоляционных вкладыщей 21, расположение которых соответствует положению отверстий в испытываемой детали /.
В процессе контроля копир 18 продвигается под скользящими по нему .контактами 20, включенными последовательно с соответствующей контактной парой 15 и 16. Число контактов 20 равно числу имеющихся в приборе жиклеров 8.
В момент прохождения отверстия или окна над одним из жиклеров, соответствующий ему изоляционный Бкладыщ попадает под контакт 20, благодаря чему разрывается сигнальная цепь и исключается возможность отпирания электронной лампы 19Предмет изобретения
1. Устройство для автоматического контроля изделий, в частности качества поверхностей, пневматическим методом с применением указателя в виде прибора по типу ротаметра с контактным поплавком, отличающееся тем, что поплавок 13 ротаметра выполнен в виде полого сосуда из магнитного материала, снабженного сверху отверстием для вхождения внутрь его .контактов 15 -я 16 в форме двух тонких стержней, закрепленных в центре по оси трубки 14 ротаметра, снаружи которой укреплен охватывающий ее соленоид 11, питаемый постоянным токо.м, с целью дополнительного воздействия на поплавок для обеспечения контакта между ним и контактными стержнями.
2. Форма выполнения устройства по п. 1, отличающаяся тем, что для возможности контроля плоскостей изделий, имеющих отверстия, применен копир, выполненный в виде плоской металлической плиты, снабженной на поверхности рядом изоляционных вкладыщей, расположение которых соответствует положению о-тверстий в испытываемой детали, с целью размыкания сигнальной цепи при помощи скользящего по поверхности копира контакта в том случае, когда жиклер окажется на уровне отверстия в плоскости контролирземого изделия.
giL
Фиг. 2
27
J.19
l1
