2. Приспособление для соединения гибких плоских материалов, при помощи которого обрабатываемью детали подводятся- посредством направляющих элементов в- зону опорной подложки швейной машины, содержащее криволиней ные направляющие элементы для простра чивания криволинейного отрезка шва, причем управление процессом пошива осуществляется посредством сигнальных датчиков согласно п.1, о тличающееся тем, что прижимная лапка 9 связана с управляемым через сигнальные датчики 8 и 20 подъемным механизмом и на опорной пластине 3 сбоку от прижимной лапки 9 размещено дутьевое сопло 14, отверстие которого направлено в сторону поворота обрабатываемой детали 2, причем в зоне прижимной лапки 9 имеется центрирующая игла 10, регулируемая поперек и вдоль направления транспортирования, а наклонно расположенный толкатель 16 для материала заканчивается в зоне транспортного механизма швейной машины 13.
3.Приспособление по п.2, о т л ичаюа ееся тем, что сигнальные датчики 8 и 20 монтируются неподвижно или подвижно вдоль и/или поперек направления транспортирования обрабатываемых деталей 2,
4. Приспособление по п.2, отличающееся тем, что для подъема центрирующей иглы 10 имеются направляющая 12, а также 11 енмати ческий цилиндр 1 1 или электромагнит или электродвигатель с профилынлм кулачком.
5.Приспособление по п. 2, отличающееся тем, что профиль зубчатой рейки швейной машины 13 наклонен в сторону центрирующей иглы 10.
6.Приспособление по п.2, о тлича-ющееся тем, что подъемный механизм для прижимной лапки
9 для осуществления дозированного подъема последней на заданную высоту является пневматическим цилиндром 1 9 или электромагнитом, или электродвигателем с кулачком, которые либо непосредственно, либо посредством системы рычагов 18 связаны с прижимной лапкой 9,
7.Приспособление по пп.2 и б, отличают, ееся тем, что под пневматическим цилиндром 19 или электромагнитом в центре расположен регулируемый ограничитель 25 хода.
8.Приспособление по -п.2, о тл и ч а ю щ е е с я тем, что толкатель 16 для материала состоит из наклонно расположенной по отношению к опорной пластине 3 щтанги 21 и находящегося на одном конце последней фрикционного элемента 22, другой конец штанги.21 соединен с пневматическим цилиндром.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И МАШИНА ДЛЯ СОЗДАНИЯ НЕРАСПУСКАЕМОГО ШВА | 2003 |
|
RU2323285C2 |
| ПРИЖИМНОЕ УСТРОЙСТВО И ШВЕЙНАЯ МАШИНА, СОДЕРЖАЩАЯ ПРИЖИМНОЕ УСТРОЙСТВО | 2012 |
|
RU2540394C2 |
| Способ получения комплекта деталей для самостоятельного изготовления предметов одежды | 1988 |
|
SU1724001A3 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ НИТОЧНОЙ СТРОЧКИ | 1995 |
|
RU2120509C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ МЕСТ НИТОЧНЫХ СОЕДИНЕНИЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2373309C1 |
| Способ обработки заготовки трубчатойфОРМы HA шВЕйНОй МАшиНЕ и уСТРОй-CTBO для ЕгО ОСущЕСТВлЕНия | 1976 |
|
SU821580A1 |
| Устройство для управления швейной машиной | 1984 |
|
SU1201374A1 |
| Приспособление для направления трубчатых деталей на швейной машине | 1980 |
|
SU931851A1 |
| ШВЕЙНАЯ МАШИНА ДЛЯ ПРОМЫШЛЕННОГО ИСПОЛЬЗОВАНИЯ | 1989 |
|
RU2023778C1 |
| Полуавтомат для стачивания мелких деталей швейных изделий, например манжет мужских сорочек | 1961 |
|
SU144721A1 |
1. Способ соединения гибких плоских материалов, в частности соединения деталей с комбинацией прямых и криволинейных контурных швов, причем в процессе перемещения производится ориентация деталей, а процесс шитья контролируется датчиками, о тл и ч а К) щ и и с я тем, что, одним из датчиков подаются контрольные сигналы на включение перемещения центрирующей иглы и прижимной лапки, а таклсе подачу воздзгха к ориентирующему соплу, установленному на опорной пластине швейной детали, а другим датчиком - сигналы на прекращение перемещений указанных элементов и подачу возду са к соплу. о 
Изобретение относится к способу и приспособлению для соединения гибких плоских материалов, преимущественно для автоматического пошива деталей одежды, на которых чередуютс прямолинейные и криволинейные контурные швы.
Известно приспособление для автоматического пошива мещковин карманов брюк (патент ГДР №71932), т.е. деталей, у которых чередуются прямолинейные и криволинейные швы. Это приспособление состоит из транспортного механизма и планки для загибания, которые находятся перед швейной машиной, а также дополнительного транспортера в пределах швейной машины с направляющим элементом для прострочки криволинейных щвов. Обрабатываемая деталь транспортируется подвижным в направлении транспортировки засасывающим элементом транспортного механизма до планки для загибания, которая один раз загибает деталь. Затем подвижньй транспортньй элемент опускается на заготовку мешковины кармана, осуществляя транспорт последней 30 время прострочки первого прямого шва. При переходе с прямого шва на криволинейньй последуюгций транспорт детали осуществляется специальным направляющем элементом. Прострочив
крип(|.пинейны1 1 шов, направляющий элемент поднимается над мешковиной кармана, и находящийся за швейной машиной транспортный механизм направляет деталь к очередной прострочке прямого шва.
Известно приспособление для соединения мешковин задних карманов брюк, где текстильный материал и тесьма подаются с рулонов. Обе детали отрезаются, складываются и прострачиваются автоматически. При этом в течение всего процесса соединения детали сверху и снизу придерживаются и направляются при помощи контропоры и фрикционного колеса. Для прострочки криволинейного шва опускается специальньш элемент, которьм, неподвижно располагаясь вблизи швейной головки, фиксирует центр круга на обрабаты ваемой детали.
Недостаток этих приспособлений состоит в том, что они предназначены лишь для изготовления мешковин карманов определенной формы и заданного размера. Такие приспособления не могут использоваться для других целей. Кроме того, для прострочки прямых швов имеются специальные направляющие элементы. Все это требует больших технических затрат, поскольку применяются дополнительные приводы и направляющие элементы.
Известны швейные машины,соединяющие- швейные детали вдоль прижимной планки, которая может быть прямолинейной или криволинейной,выложенная заявка ФРГ №2009627 и патент N 1104804
Однако эти машины не пригодны для прострочки швов в форме дуги окружности. Кроме того, по окончании процесса пошива прижимную планку необходимо снова вернуть в исходное положение, что означает простой в изготовлении, а тем самым неэкономичный принцип действия.
Известны швейные автоматы, которые работают с шаблонсобразными прижимным элементами (акцептованная заявка ФРГ №1485250, акцептованная заявка ФРГ №1924938 и выложенная заявка ФРГ №2154033).
( Недостаток данных швейных автомат .состоит в том, что при каждой новой змене формы требуются новые шаблоны, в результате чего возникают дополнительные капиталовложения и затраты на уход.
В результате этой экономической проблемы область применения таких
швейньк автоматов ограничивается в большинстве случаев изготовлением формопостоякных мелких деталей.
Известны швейные автоматы, которые для направления материала оснашены прямолинейно работающими или поворачиваемыми захватами, (выпоженная заявка ФРГ №2721510).
Недостаток этих механических захватов со.стоит в том, что действие их должно происходить синхронно с транспор том швейной машины,что влечет за собой оснащение захватов сложными приводами. Особую трудность составляет переход с прямого шва на криволинейный. Чтобы по лучить чистыйшов .и избежать разрыв нити , необходимо очень большое ускорение для поворачиваемых захватов . Вытекающая отсюда большая сила инерции также приво f дит к конструктивно сложным приводам .
Для всех известных приспособлений требуются технические средства для направления деталей при прострочке прямолинейных, швов.
Цель изобретения состоит в обеспечении простоты конструкции и короткого времени переналадки при замене деталей с различными конфигурациями.
В основу изобретения положена задача разработать способ и приспособление для пошива чередующихся прямолинейных и криволинейных швов, так чтобы было возможно агзтоматически обрабатывать большое количество швейных деталей разнообразной конфигурации при исполь зованни минимума технических средств, в частности, отказаться от дополнительных направляющих элементов во время процесса пошива прямолинейных швов
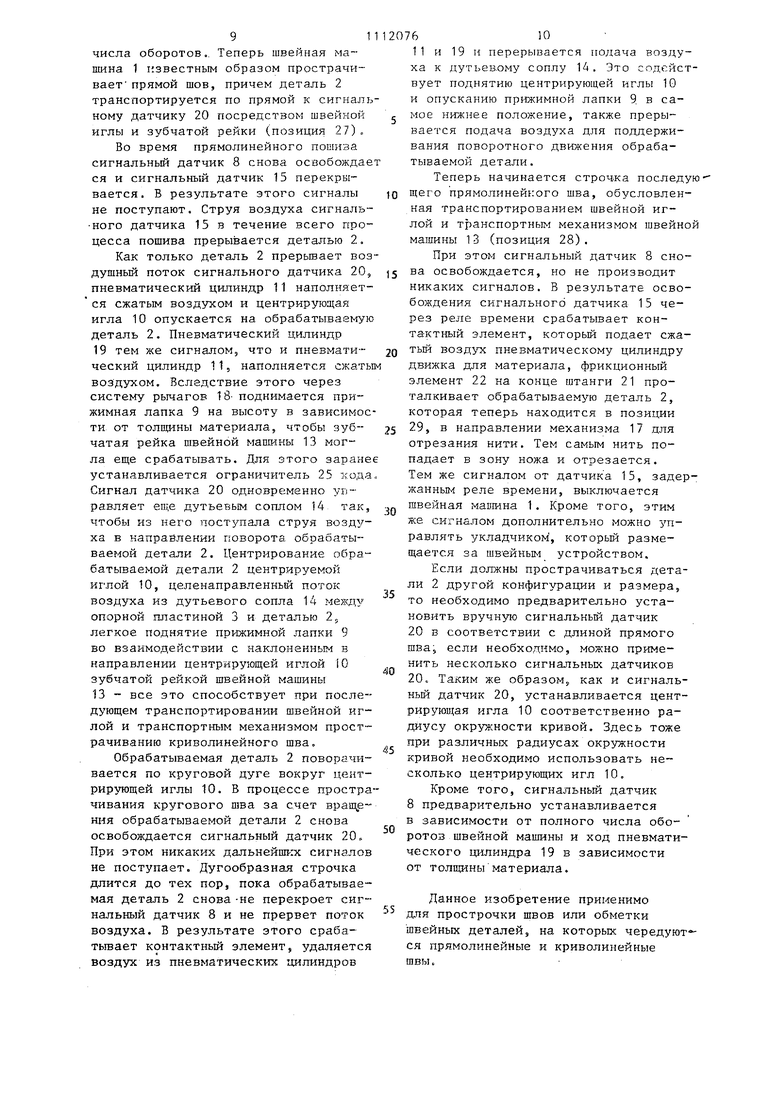
Согласно изобретению задача решается тем, что за швейной машиной располагаются один или несколько сигнальных датчиков, каждый из которых в зависимости от размера и конфигурации обрабатываемой детали управляет подъемнымз элементами для центрирующей иглы и прижимной лапки, а также дутьевым соплом, таким образом, что действие этих элементов взаимно синхронизируется. Перед самой швейной машиной также расположены один или несколько сигнальных датчиков, каждьй из которых при повторном перекрыт деталью управляет коммутационными элементами, которые в свою очередь одновременно переводят подъемные элементы центрирующей ИГЛ1. и прижимной лапки в исходное положение и прерьгоают подачу воздуха к дутьевому соплу. Описанные сигнальные датчики перед и за швейной машиной устанавливаются или неподвижно или подвижно вдоль и/или поперек к транспортному направлению. Отверстие, находящееся в опорной пластине для сшиваемого материала дутьевого сопла, направлено в сторону поворота, обрабатываемой детали,таким образомJвыходящая из него струя воздуха поддерживает поворот детали в течение всего процесса пошива криволинейных швов, В предела транспортного элемента швейной машины оканчивается наклонно установленный толкатель для ткани, Центрирующая игла устанавливается поперек и вдоль направления транспортирования детали в пределах нажимной лапки, Существует также возможность размещения нескольких игл-на различных местах. Подъем центрирунщей иглы осуществляется по направляющей пневматическим цилиндром, электромагнитом или электродвигателем с кулачковым диско Зубчатая рейка швейной мааины наклонена в сторону иглыо Подъемный механизм прижимной лапки состоит из пневмоцилиндра., электромагнита или электродвигателя с кулачком. При этом подъемный механизм соеди нен либо непосредственио, либо через систему рычагов с прижимной лапкой С целью равномерного поднятия прижим ной лапки подъемный механизм оснащае ся регулируемым по высоте ограничителем хода. Целесообразно ограничитель хода поместить под подъемным элементом. При прострочке прямых швов транс- портные или направлякшще элементы не используются. Транспортировка и на.правление осзпцествляются направляющи упором, иглой швейной машины и механизмом перемещения материала швейной машины. При прострочке швов с закругление игла опускается на обрабатьгоаемую де тф1ь, тем самым центрируя ее. Одновр менно из дутьевого сопла поступает струя воздуха в направлении поворота детали и прижимная лапка слегка подн мается, чтобы транспортный механизм мог бы захватить и переместить материал. В результате транспортирования детали швейнбй иглой и механизмом /теремещения материала швейной маншны а также за счет центрирования центри рующей иглой прострачивается криволинейный шов по заданной окружности. Струя воздуха из дутьевого сопла и наклонный толкатель поддерживают ход такого шва. Если необходимо де- таль прострачивать криволинейными швами различных радиусов, то используются центрирующие иглы в разных, соответственно разнесенных местах о Наклонно к подложке для детали расположен движок для материала. Он состоит из штанги, на одном конце которой имеется прикрепленный фрикционный элемент, касающийся обраба- тываемой детали. Другой конец штанги соединен с пневматическим цилиндром. По окончании прострочки шва на детали движок проталкивает последнюю дальше, чтобы удобнее можно бьшо бы отрезать нить резательным механизмом. Подложка для обрабатьтаемой детали расположена либо горизонтально, либо н клонена в сторону швейной машины. Наклон способствует, в частности при прострочке прямых швов, скольжению обрабатываемой детали в направлении швейной машины. Все рабочие операции пошива происходят полностью автоматически. Описанное приспособление может также ко ш;лектовать автоматическими механизмами для снятияи подачи деталей, которые, управляются имеющимися сигнальными датчиками, На фиг.Т изображено предлагаемое приспособление, вид сверху, на фиг,2 - то же, вид сбоку. Перед швейной машиной 1, рассматривая в направлении транспортирования детали 2, на краю опорной пластины 3, где также находится швейная машина 1, расположены направляющие упоры 4„ В пределах направляющих упоров i- на расстоянии над пластиной 3 находится сопло 5, которое посредством отверстия 6 на опорной пластине 3 взаимодействует с улавливающим струю соплом 7 под опорной пластиной Зо Согшо 5 и улавливающее струю сопло 7 создают своего рода сигнальный датчик 8. Сигнальный датчик 8 расположен подвижно в направлении транспортирования и поперек последнего. Швейная машина 1 сбоку от прижимной лапки 9 над опорной пластиной 3 оснащена центрирующей иглой 10, которая регулируется в направлении транспортирования и поперек последнего. Центрирующая нгла 10 поднимается и опускается при помощи пневматического цилиндра 11. Пневматический цилиндр 11 и направляющая 12 размещены на головке швейной машины. Зубчатая рейка швейной машины 13 наклонена в сторону центрирующей иглы 10. Рядом со швейной машиной 1 на спорной подложке 3 находится дутьевое сопло 14, струя воздуха которого направлеиа в сторону вращения детали 2.
Центрирующая игла 10, транспортер швейной машины 13 и дутьевое сопло 14 являются техническими средствами, которые помогают прострачивать криволинейные швы. Транспортирование обрабатываемой детали при прострочке прямолинейных швов осуществляется только с помощью швейной иглы и зубчатой рейки швейной машины 13. Перед центрирующей иглой 10 смонтирован еще один пневматический сигнальный датчик 15, который через отверстие 6 другим соплом 5 взаимодействует с улавливающим струю соплом 7.
В пределах прижимнойлапки 9 срабатывает пневматически работаюш ий толкатель 16 материала, состоящий из штанги 21, конец которой находится у пневматического цилиндра,и фрикцион ноге элемента 22. Для отрезания нити имеется специальный разрезатель 17, расположенный непосредственно за прижимной лапкой 9.
Прижимная лапка 9 через систему рычагов 18соединена с,пневматическим цилиндром 19,- который жестко прикреплен на швейной машине. Под подъемным элементом находится регулируемый ограничитель 25 хода, который устанав ливается вручную в зависимости от толщины материала.
За швейной машиной 1 у заднего ограничения опорной подложки 3 расположен сигнальный датчик 20, который по своей конструкции аналогичен сигнальному датчику 8. Сигнальный датчик 20 также подвижен и может устанавливаться вдоль и поперек направления транспортирования обрабатываемой детали. Позиционируя сигнальные датчики 8 и 20, а также центрирующую иглу 10, можно проводить обработку деталей 2 самых различных конфигураций.
В других конструктивных вариантах применяются электродатчики сигналов, например фотоэлементы или электромагнитные сигнальные датчики. Преимущественно (но не обязательно) для одной установки применяют однотипные сигнальные датчики.
Другие конструктивные варианты предусматривают прикрепление центри-, рующей иглы 10 не на швейной машине .1. Например, ее можно прикрепить на отдельной стойке или на опорной подложке 3. Вместо одной центрирующей иглы 10 можно прикрепить жестко или подвижно несколько игл 10, тогда на одной обрабабатываемой детали 2 можно прострочить несколько кривых с различными радиусами. Для подъема и опускания центрирующей иглы 10 вместо пневматического цилиндра 11 можно поставить механические или электромагнитные средства.. Это касается также и пневматического цилиндра 19. Кроме того, средства для подъема прижимной лапки 9, например пневматический цилиндр 19, можно монтировать непосредственно к самой прижимной лапке 9. Располагая несколько сигнальных датчиков 20 на различных местахj можно на обрабатываемой детали 2 прострачивать и обметывать прямые швы различной длины.
Другой конструктивньпЧ вариант предусматривает наклонное положение всей опорной подложки 3 в сторону швейной маишны 1.
Принцип действия приспособления для соединения гибких плоских материалов следующий.
Весь процесс соединения протекает автоматически. Каждая обрабатьшаемая деталь 2 или несколько деталей, которые точно спозиц11онированно между собой лежат друг на друге и соединены с помощью шитья, посредством подающего устройства, которое состоит из всасывающих сопел 24, направляемых в направляющих шлицах 23 вдоль направлегшя транспортировки, транспортируются в швейной MamiiHe 1.
В течение всего транспортирования вплоть до захвата деталей 2 швейной иглой, последние удерживаются всасывающими соплами 24. Пepeмeщeш e происходит по прямой линии, причем один прямой край деталей 2 постоянно прикасается к направляюшз м упорам 4 (позиция 26). Как только деталь 2 поступит к сигнальному датчику 8, то вследствие прерыва потока воздуха из сопла 5 срабатьгоает включатель и швейная машина 1 включается, таким образом, что она же при захвате детали 2 иглой достигает полного
911
числа оборотов,. Теперь швейная машина 1 1 звестньгм образом прострачивает прямой шов, причем деталь 2 транспортируется по прямой к сигнальному датчику 20 посредством швейной иглы и зубчатой рейки (позиция 27).
Во время прямолинейного поииза сигнальный датчик 8 снова освобождает ся и сигнальный датчик 15 перекрБгвается. В результате этого сигналы не поступают. Струя воздуха сигнального датчика 15 в течение всего процесса пошива прерывается деталью 2.
Как только деталь 2 прерьшает воздушный поток сигнального датчика 20, пневматический цилиндр 11 наполняется сжатым воздухом и центрирующая игла 10 опускается на обрабатываемую деталь 2, Пневматический цилиндр 19 тем же сигналом, что и пневматический цилиндр 115 наполняется сжатьпч воздухом. Вследствие этого через истему рычагов 18- поднимается приимная лапка 9 на высоту в зависимоси от толщины материала, чтобы зубчатая рейка швейной машины 13 мога еще срабатывать. Для этого заранее устанавливается ограничитель 25 хода., Сигнал датчика 20 одновременно управляет еще дутьевым соплом 14 так, чтобы из него поступала струя воздуха в капрайлении поворота обрабатываемой детали 2. Центрирование обрабатываемой детали 2 центрируемой иглой 10, целенаправленньй поток воздуха из дутьевого сопла 14 между опорной пластиной 3 и деталью 2, легкое поднятие прижимной лапки 9 во взаимодействии с наклоненным в направлении центрирующей иглой 10 зубчатой рейкой швейной машины 13 все это способствует при последующем транспортировании швейной иглой и транспортным механизмом прострачиванию криволинейного шва,
Обрабатываемая деталь 2 повора.чивается по круговой дуге вокруг центрирующей иглы 10. В процессе прострачивания кругового шва за счет враш зния обрабатываемой детали 2 снова освобождается сигнальный датчик 20, При этом никаких дальнейшего сигналов не поступает. Дугообразная строчка длится до тех пор, пока обрабатываемая деталь 2 снова -не перекроет сигнальный датчик 8 и не прервет поток воздуха. В результате этого срабатьгоает контактный элемент, удаляется воздух из пневматических цилиндров
07610
11 и 19 н перерывается подача воздуха к дутьев.ому соплу 14, Это содействует поднятию центрирующей иглы 10 и опусканию прижимной лапки 9 в са, мое нижнее положение, также прерывается подача воздуха для поддерживания поворотного движения обрабатываемой детали.
Теперь начинается строчка последую
0 щего прямолинейного шва, обусловленная транспортированием швейной иглой и транспортным механизмом швейной машины 13 (позиция 28),
При этом сигнальный датчик 8 сно5 ва освобождается, но не производит никаких сигналов. В результате освобождения сигнального датчика 15 через реле времени срабатывает контактный элемент, который подает сжа0 тый воздух пневматическому цилиндру движка для материала, фрикционный элемент 22 на конце штанги 21 проталкивает обрабатываемую деталь 2, которая теперь находится в позиции
5 29, в направлении механизма 17 для отрезания нити. Тем caMbnvi нить попадает в зону ножа и отрезается. Тем же сигналом от датчика 15, задержанныг реле времени, выключается „ швейная машина 1. Кроме того, этим же сигналом дополнительно можно -управлять укладчиком, который размещается за швейным устройством.
Если должны прострачиваться детали 2 другой конфигурации и размера, то необходимо предварительно установить вручную сигнальньй датчик 20 в соответствии с длиной прямого шва, если необходимо, можно применить несколько сигнальных датчиков 20. Таким же образом, как и сигнальньй датчик 20, устанавливается центрирующая игла 10 соответственно радиусу окружности кривой. Здесь тоже при различньЕк радиусах окружности кривой необходимо использовать несколько центрирующих игл 10,
Кроме того, сигнальный датчик 8 предварите.льно устанавливается в зависимости от полного числа оборотов швейной машины и ход пневматического цилиндра 19 в зависимости от толщиныматериала.
Данное изобретение применимо для прострочки щвов или обметки
швейных деталей, на которых чередуются прямолинейные и криволинейные швы.
26
