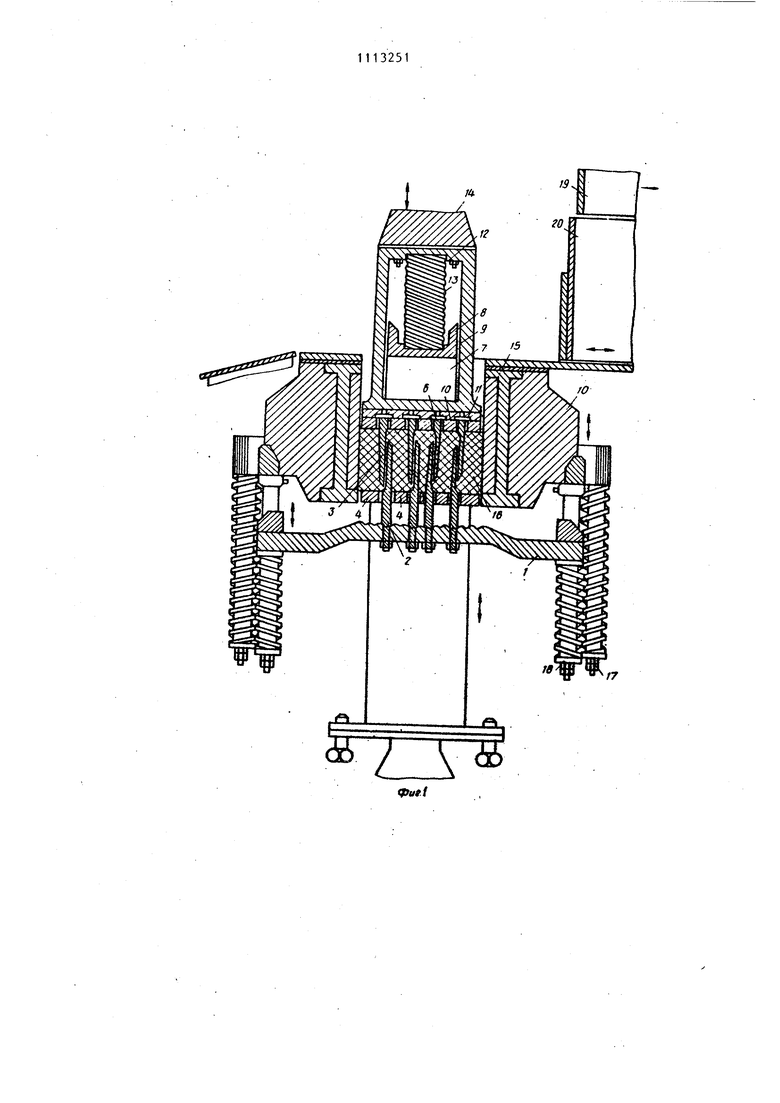
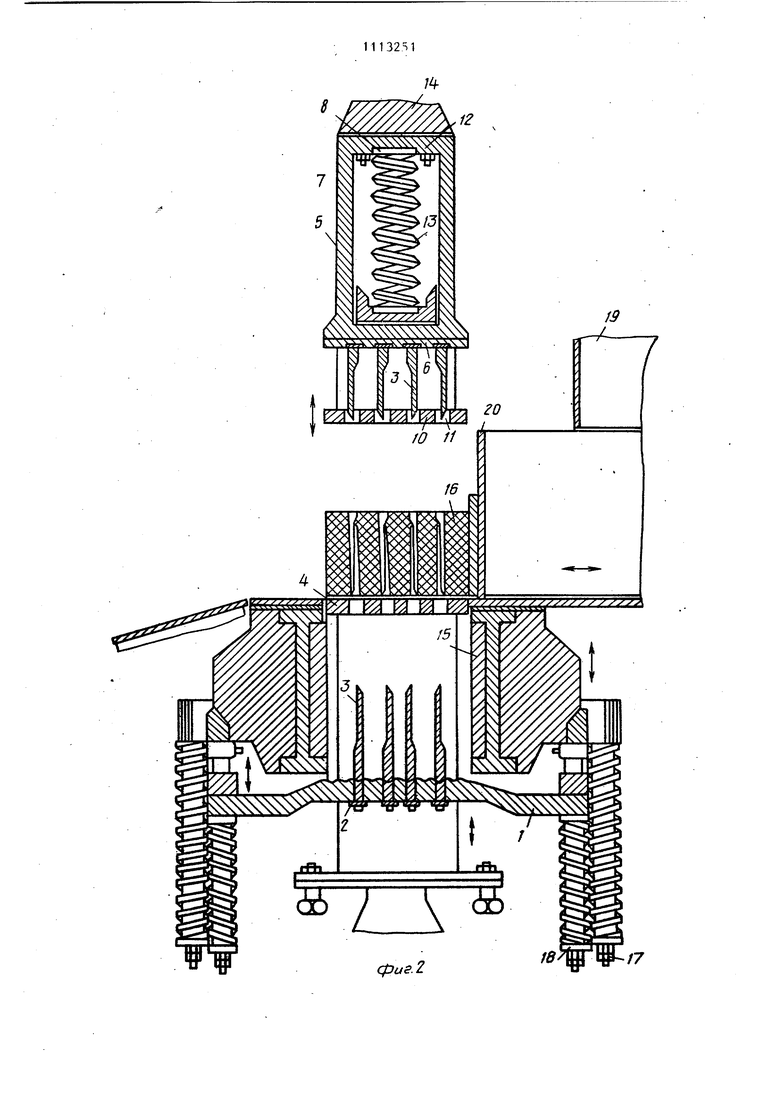
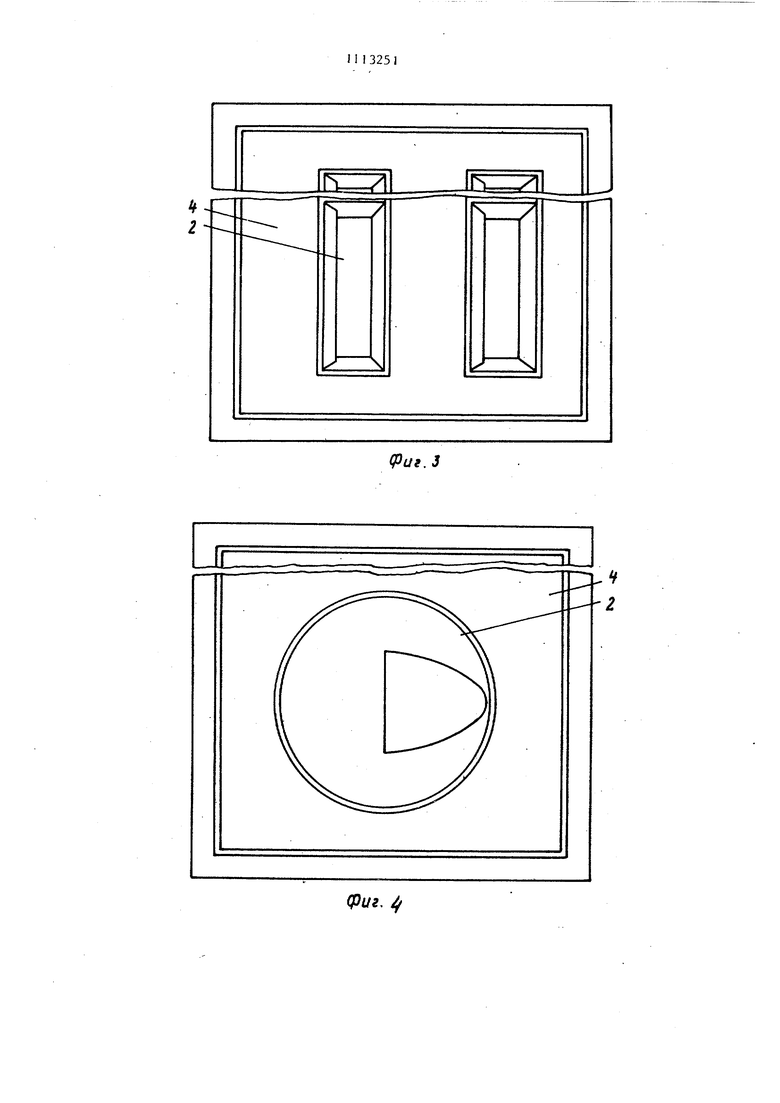
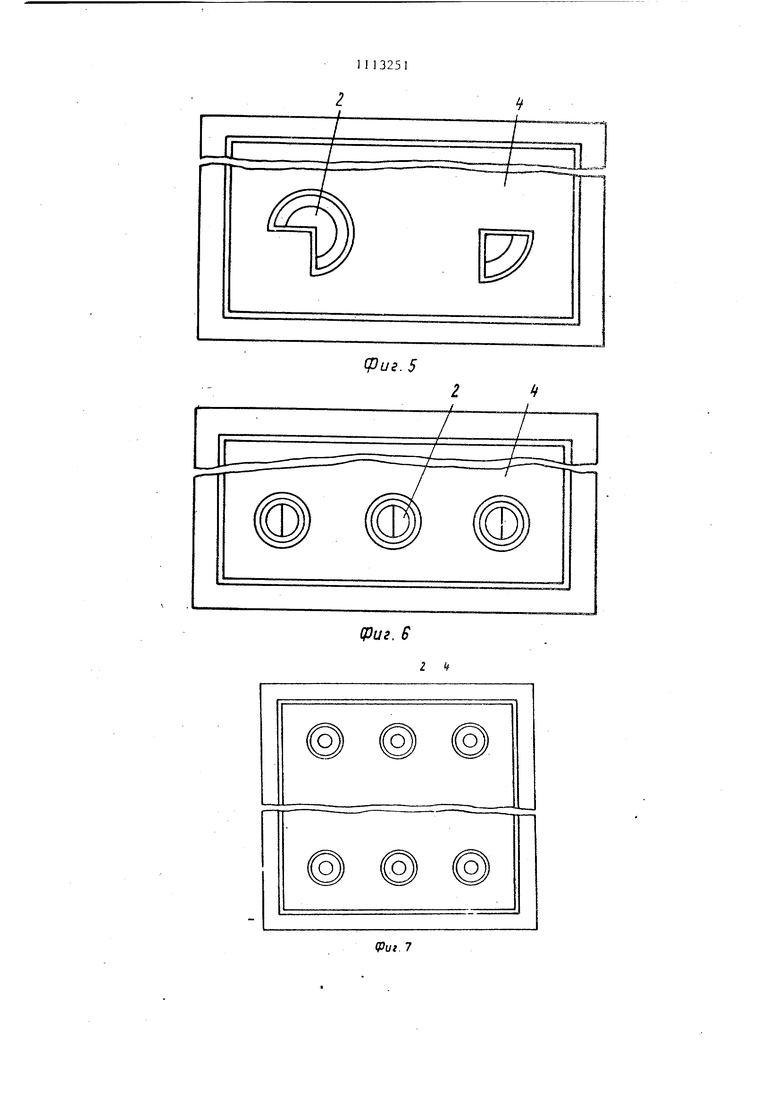
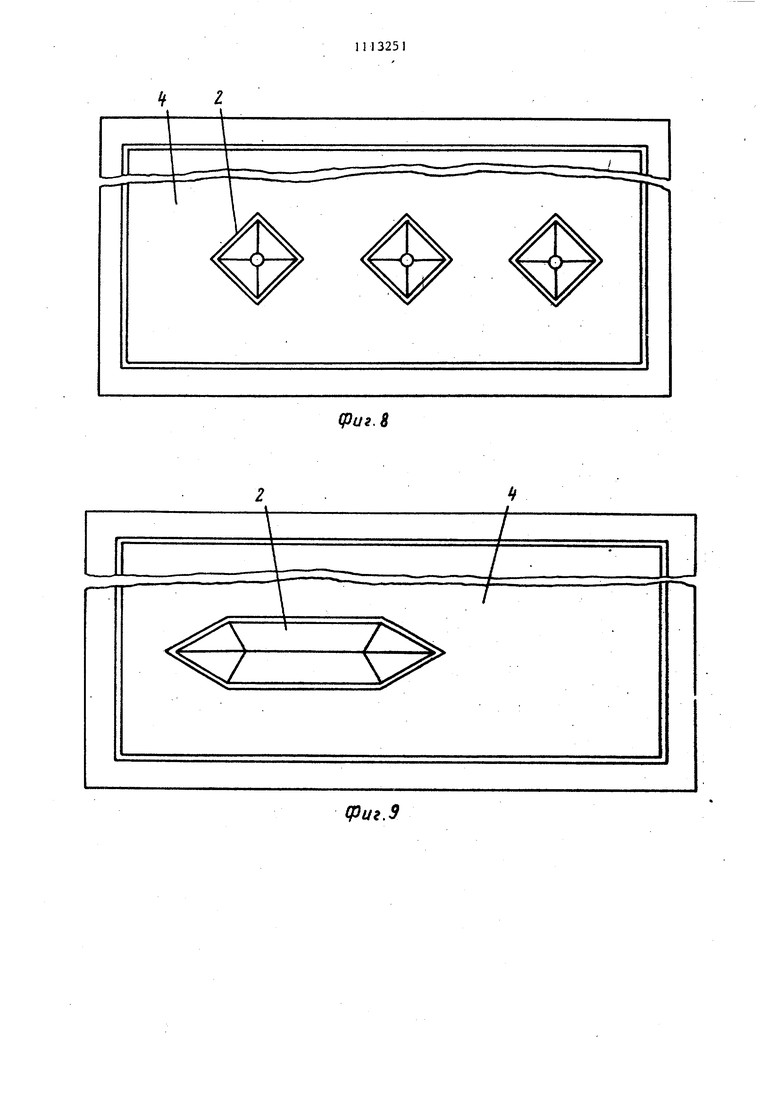
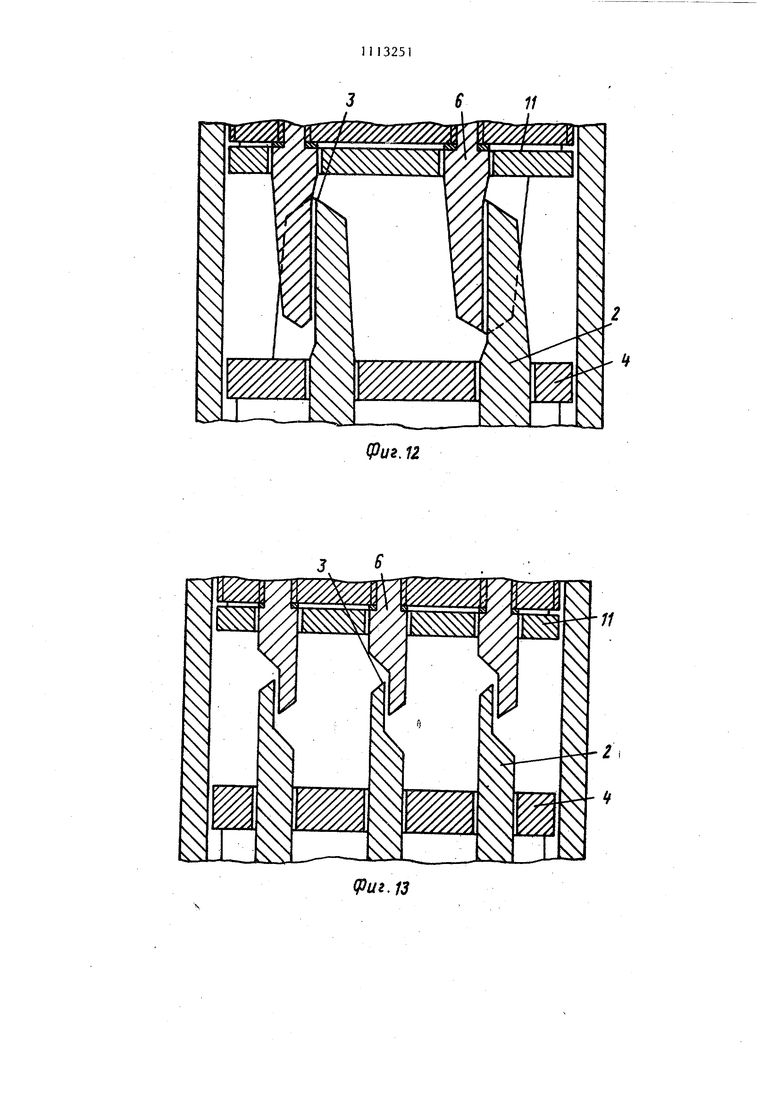
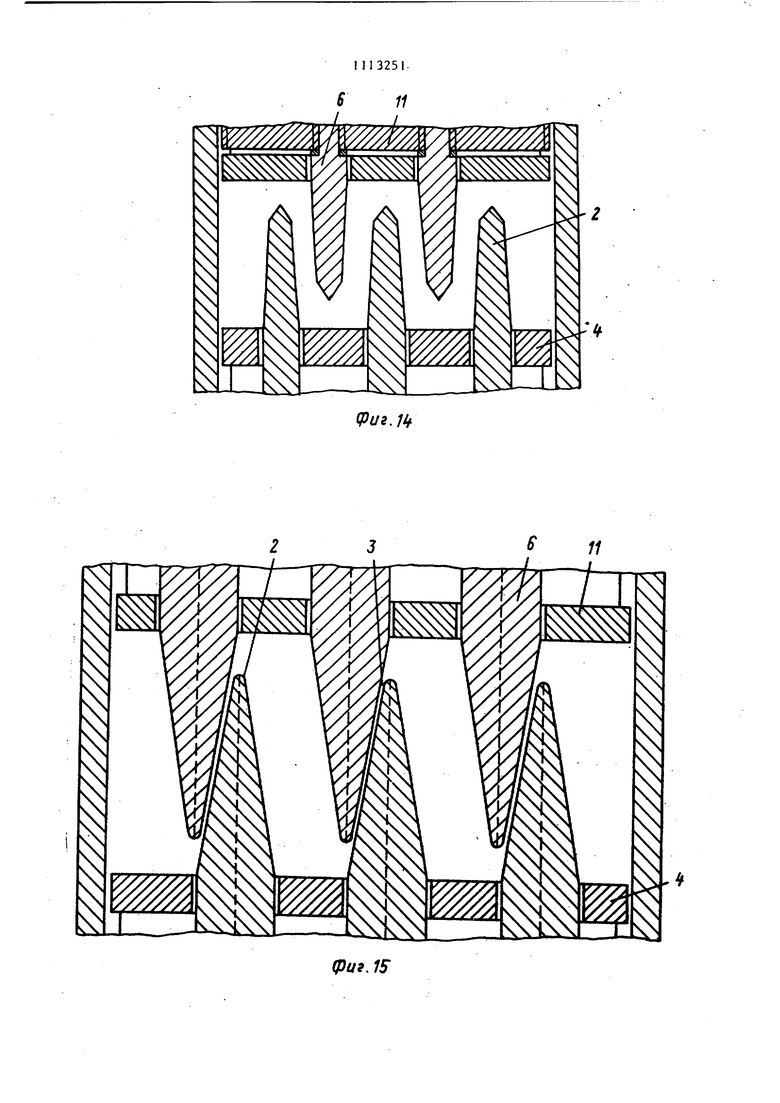
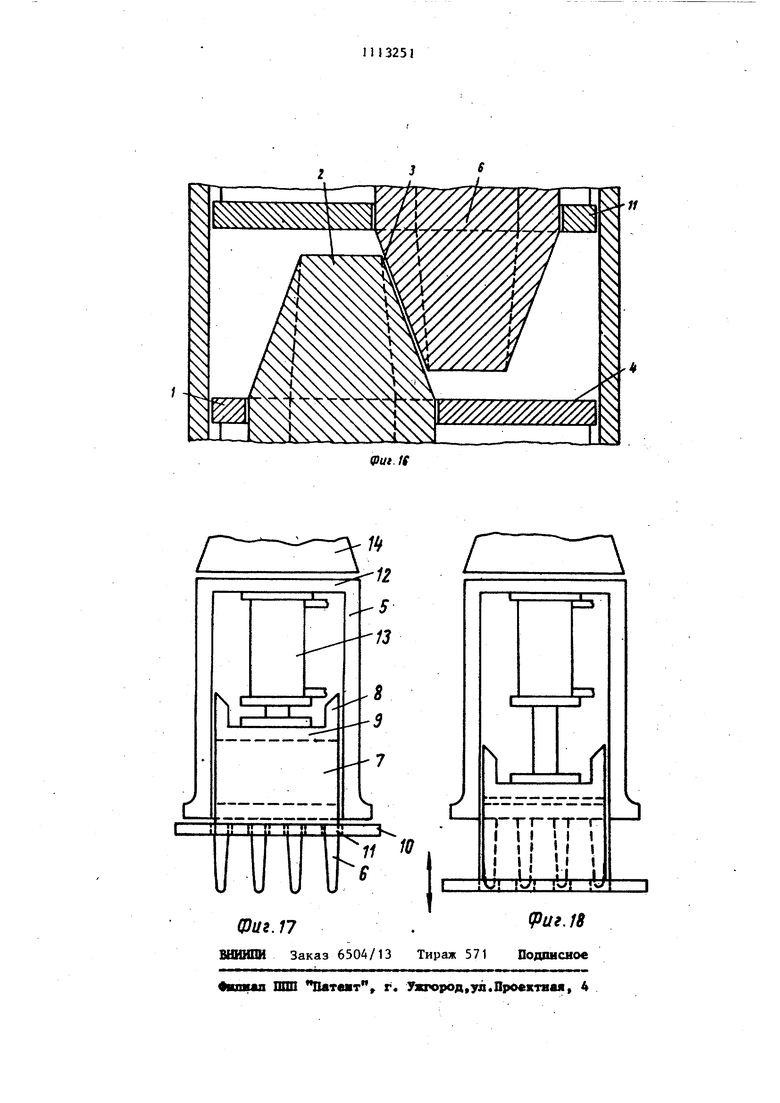
«1 Изобретение относится к строитель ным материалам и может быть использовано при изготовлении многопустотных изделий. Известен пресс для полусухого /трессования, включающий узел прессования со штампом с пустотообразовате лями, форму и выталкивателя pj. Наиболее близким к предлагаемому является пресс для изготовления многопустотных строительных изделий, включающий корпус, на котором смонтирован узел дозировки и засыпки в форму порошка, узел прессования, имеющий штамп с пустотообразователями и форму, выталкиватель, штемпель закрепленный на ползуне прессуемого механизма zj . Недостатками известных прессов являются неравномерное уплотнение из делил в связи с односторонним расположением пустотообразователей, недопрессовка изделий, возникающая у свободных кондов пустотообразователей или их оснований, что снижает прочность и морозостойкость изделий Цель изобретения - повышение качества изделий, прочности, морозостойкости, увеличения количества пустот. Поставленная цель достигается тем что пресс для изготовления многопустотных строительных изделий, вклю чающий корпус, на котором смонтирова узел дозировки и засыпки в форму порошка, узел прессования, имеющий штамп с пустотообразователями и форму, выталкиватель, штемпель, закрепленный на ползуне прессуемого механизма, снабжен пустотообразователями и приводным держателем, выполненным с ползуном и плитой с отверстиями под пустотообразователи, закрепленные на штемпеле, при этом держатель установлен на штемпеле с возможностью вертикального перемещения. 1 Держатель может иметь привод, выполненный, например, пружинным или пневматическим. Для обеспечения возможности формования изделий со сквоз ными пустотами, имеющими в полостях поперечные выступы, противостоящие пустотообразователи, встроенные соот ветственно в штамп и в штемпель, рас положены относительно друг друга соосно или по параллельным реям и имеют участки взаимно параллельных поверхностей. На фиг. 1 показан узел прессования пресса в момент наибольшего сближения штампа и штемпеля, разрез; на фиг. 2 - то же, момент максимального поднятия штемпеля над формой, на фиг. 3, 5, 6, 9, 11, 13, 15 - виды пустотообразователей, установленных на штампе, план; на фиг. 4, 6, 8, 10, 11, 14, 16 - виды пустотообразователей в разрезе в момент максимального сближения штампа и штемпеля (изделие не показано); на фиг. 17 и 18 - штемпель с держателем и пневматическим приводом. Пресс для изготовления многопустотных строительных, изделий (фиг. 1 и 2) выполнен с корпусом, на котором смонтированы узел прессования, включающий штамп 1 с пустотообразователями 2, например, выполненными с параллельно расположенными участками поверхностей 3 (относительно аналогичных участков поверхностей 3 на пустоторбразователях 6). выталкивателя 4, штемпель 5, закрепленный на ползуне прессующего механизма и снабженный пустотообразователями 6 и приводным держателем 7 (фиг. 1, 2, 17 и 18), выполненньми с ползуном 8, упором 9 и плитой 10 с отверстиями 11 под пустотообразователи 6, закрепленные на штемпеле 5. При этом приводной держатель 7 установлен на штемпеле 5 с возможностью вертикального перемещения, а между упором 9 приводного держателя 7 и упором 12. штемпеля 5 установлен привод 13, например пружинный или пневматический. Штемпель 5 устанавливается на ползуне 14 прессующего механизма. Штамп 1 помещен в форму 15 и опирается на систему пружины 17, а форма 15 опирается на систему пружины 18. Узел дозировки и засыпки в форму порошкаi например, включает бункер 19 и подвижную каретку 20, установленную с возможностью горизонтального перемещения под действием привода, кинематически соединенного с нею. Пресс работает следующим образом. Подвижная каретка 20, установленная под бункером 19, заполняется порошком материала. Под действием привода каретка 20 передвигается и устанавливается над формой 15, в которую высыпается порошок. В это время штемпель 5 находится на максимальном расстоянии над формой 15, а его дерJ-11
жатель 7 занимает под действием привода 13 относительно штемпеля 15 крайнее нижнее положение, при котором концы пустотообразователей 6 находятся в отверстиях 11 плиты 10. Выталкиватель 4 и пустотообразователи 2 штампа 1 находятся в форме 15 в крайнем нижнем положении. Далее подвижная каретка 20 возвращается под бункер 19, и штемпель 5 опускает ся в форму 15. При этом плита 10 держателя 7 опирается на материал порошка и под его сопротивлением, вызываемым трением порошка о стенки формы 15, плита 10, например, сжимает пружину привода 13, пропуская в свои отверстия пустотообразователи 6. Под действием штемпеля 5 порошок в форме уплотняется, что увеличивает силы трения порошка о стенки формь 15 и о пустотообразователи6, за счет чего форма 15 увлекается вниз прессуемым порошком, сжимая систему пружин 17, в результате чего происходит допрессовка порошка снизу под действием штампа 1 и установленных на нем пустотообразователей 2, опиракнцихся на систему пружин 18, затем штемпель 5 немного поднимается в результате чего удаляется воздух из изделия 16, а при дополнительном движении штемпеля 5 вниз происходит
1 вторая ступень прессования. Штамп 1 и штемпель 5 с соответствующими пустотообразователями 2 и 6 занимают положение максимального сближения образуя форму изделия 16. При условии расположения каждой пары противостоящих пустотообразователей 2 и 6 соосно или по параллельным осям и выполненных с участками взаимно параллельных поверхностей 3, максимально сближающихся в процессе пресования изделия 16, оно может быть выполнено со сквозными пустотами, имющими поперечные выступы. После этого под действием кинематически связанных механизмов штемпель 5 поднимается из формы 15, а плита 10 держателя 7 под действием привода 13 во время извлечения пустотообразователей 6 из изделия 16 некоторое время придерживает поверхность последнего, предотвращая его расслоение. После фиксации упора 9 в нижнем положении на штемпеле 5 последний поднимается вверх, извлекая держатель 7 из формы 15, а выталкиватель 4 выталкивает изделие 16 из формы 15, внешняя сторона стенки подвижной каретки 20 сталкивает спрессованное изделие с плиты выталкивателя 4. Далее цикл прессования изделий повторяется в той же последовательности.
h /(
«
2
fs7
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для прессования изделий из порошковых материалов с пустотообразователями | 1991 |
|
SU1804394A3 |
| Способ изготовления многопустотных плит из волокнистых масс и устройство для его осуществления | 1989 |
|
SU1659201A1 |
| Установка для прессования строительных изделий | 1990 |
|
SU1794022A3 |
| Пустотообразователь для прессования малопрочных формовочных масс | 1985 |
|
SU1339023A1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| Пустотообразователь | 1983 |
|
SU1135652A1 |
| Виброформующий узел | 1980 |
|
SU903115A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037402C1 |
| Многосекционный пресс для изготовления многопустотных панелей из волокнистых масс | 1990 |
|
SU1778001A1 |

1. ПРЕСС ДНЯ ИЗГОТОВЛЕНИЯ МНОГОПУСТОТНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ, включающий корпус, на котором смонтирован узел дозировки и засьтки в форму порошка, узел прессования, имеющий штамп с пустотообразователями и форму, выталкиватель, штемпель, закрепленный на ползуне прессуемого механизма, отличающи.йся тем, что, с целью повышения качества изделий, прочности, морозостойкости, увеличения количества пустот, штемпель снабжен пустотообразователями и приводным держателем, выполненным с ползуном и плитой с отверстиями под пустотообразователи, закрепленные на штемпеле, при этом держатель установлен на штемпеле с возможностью вертикального перемещения. 2.Пресс по п. 1, отличающийся тем, что привод двигателя выполнен пружинным. 3.Пресс по п. 1, отличающийся тем, что привод держателя выполнен пневматическим. 4.Пресс по п. 1, отличаю«г щийся тем, что, с целью обеспечения возможности формования изделий со сквозными пустотами, имеющими в полостях поперечные выступы, противостоящие пустотообразователи расположены относительно друг друга соосно или по параллельным осям и имеют участки взаимно параллельных поверхностей. д д У1
x
4
(риг.З
51
f-2
(pi/г.
(Pui,3
3 S
фиг. W
(риг. 12
Ui,13
фиг, 15
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формирования пустотелых строительных камней | 1974 |
|
SU503723A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1972 |
|
SU417288A1 | |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
