Известны штампы для вырубки пазов, снабженные цилиндрическим иуансоном со шлицеобразными режущими ребрами и матрицей с соответствующими пазами.
Однако такие щтампы не обеспечивают необходимое качество вырубки щлицов на деталях, особенно это наблюдается на деталях из тонкостенных втулок и трубок. Кроме того, щтампы имеют сложную конструкцию, что затрудняет их эксплуатацию.
В описываемом штампе эти недостатки устранены. Это достигается путем применения видоизмененной конструкции пуансона и матрицы. Цилиндрический пуансон выполнен с конусным концом на режущей части ребер, а взаимодействующая с ним матрица выполнена в виде втулки с соответствующими пазами, которая охватывает подвергаемую вырубке деталь снаружи.
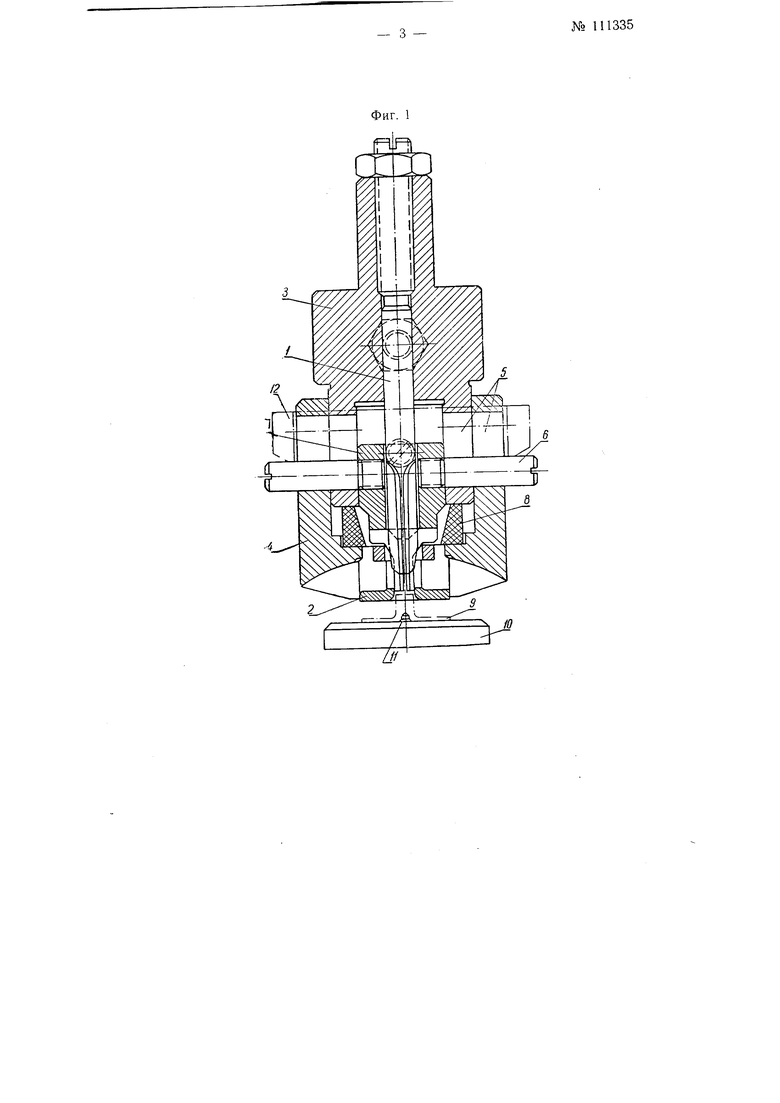
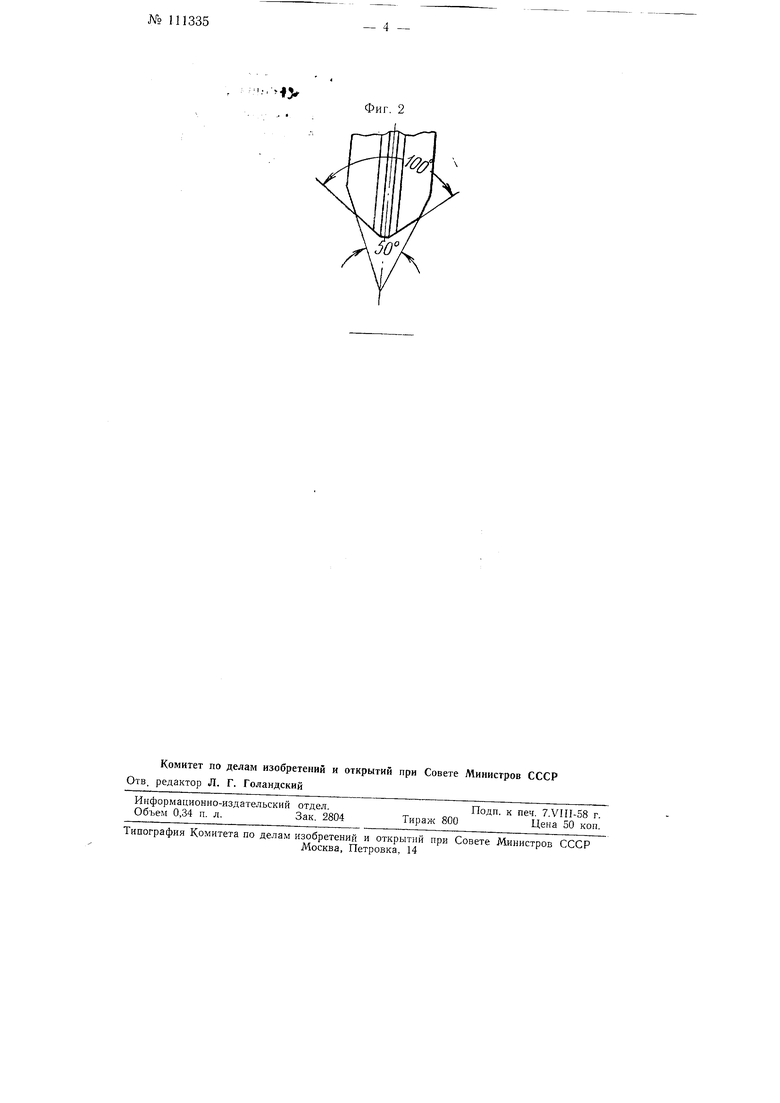
На фиг. 1 изображен щтамп в разрезе; на фиг. 2 - конусный конец пуансона.
Штамп снабжен цилиндрическим пуансоном 1 с. режущими ребрами и матрицей 2, выполненной в виде
втулки с прорезями, расположенными против ребер пуансона.
Расположение и размер ребер на пуансоне и прорезей на матрице соответствуют прорезям щлицов на изделии.
Для обеспечения качества вьфубки пазов, например в тонкостенных трубках или втулках, снабженных внутренней резьбой, пуансон 7 имеет конусный конец на режущей части ребер под углом 100°. Пуансон жестко закреплен в хвостовике 3, а матрица в корпусе 4. Хвостовик 3 и корпЗС 4 имеют продолговатые отверстия 5, в которые пропущены цилиндрические щтифты 6, закрепленные жестко в съемнике 7. В качестве амортизатора служит резиновое кольцо 8, установленное в корпусе 4.
Заготовку 9, например гайку, ставят на подпружиненную подставку 10 с фиксатором 11. При рабочем ходе ползуна пресса хвостовик 5 вместе с пуансоном / пе)емещаются вниз. В процессе перемещения вниз хвостовик 3 встречает амортизатор 8 и через него передает движение корпусу 4, а следовательно, и матрице 2. Последняя при движении
вниз охватывает изделие 9 снаружи, а пуансон / в это время, идя навстречу стенке гайки (изделия), производит постепенную вырубку пазов, оттибая наружу образовавшуюся выдру, не деформируя при этом витки резьбы, лежащие вне зоны вырубки. В конце хода пуансона режущая грань каждого ребра подходит к обсечной грани матрицы и надрезает вырезанную выдру. При обратном ходе ползуна пресса, пуансон вместе с хвостовиком возвращаются в исходное положение. При перемещении хвостовика вверх, он посредством цилиндрических штифтов 6 поднимает корпус 4 вместе с матрицей, которая производит отделение выдр от изделия, и зачищает заусенцы. Удаление изделия из матрицы осуществляется съемником 7, которому придается движение вниз скобой 12, закрепленной жестко на столе пресса. Отделенная выдра произвольно удаляется из щтамна через прорези в матрице и корпусе.
Предмет изобретения
Штамп для вырубки пазов в труб., ках и втулках, снабженный цилиндрическим пуансоном со щлицеобразными режущими ребрами, и соответствующей ему матрицей, отличающийся тем, что, с целью повышения качества изделий при вырубке пазов, в частности, в тонкостепных трубках или втулках и упрощения конструкции штампа, он снабжен цилиндрическим пуансоном, выполненным с конусным концом на режущей части ребер и взаимодействующей с ним матрицей, охватывающей подвергаемую вырубке деталь и выполненной в виде втулки с прорезями.
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический штамп | 1958 |
|
SU119167A1 |
| Штамп для обработки листового материала | 1974 |
|
SU540692A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп последовательно совмещенного действия для изготовления двух полочных жеребеек за один ход ползуна | 1952 |
|
SU118797A1 |
| Штамп для чистовой вырубки | 1982 |
|
SU1031580A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Переналаживаемый штамп совмещенногодЕйСТВия | 1978 |
|
SU841719A1 |
| Штамп для обработки листового материала | 1977 |
|
SU626860A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп для отбортовки | 1985 |
|
SU1269884A1 |