с хвостиком 4, матрицу 5 с размещеипым в ее отверстии выталкивателем 6, а также пуаисои 7 с охватывающим его прижимом-съемником 8 и мехаиизм иеремещеиия одиой из зажимающих материал деталей (м-атрицы 5 или лрижима-съемника 8). Мехаиизм иеремещения одной из зажимающих материал деталей содержит жестко связаниый с иеподвижиой илитой 1 иеиодви киый клии 9, жестко связанный с одной из зажимающих деталей, клии 10 и двусторонний клин 11, взаимодействующий с клиньями 9 и 10 и иодвижиый от иодвижной плиты 3, связанной с ириводом. Другая зажимающая материал деталь иодирул ииеиа нружиной 12. Двусторонний клин 11 связан с подвижной илитой 3 через кориус 13, в пазу 14 которого размещен материал 15, а в полости 16, закрытой планками 17, размещены матрица 5 и прижим-съемник 8.
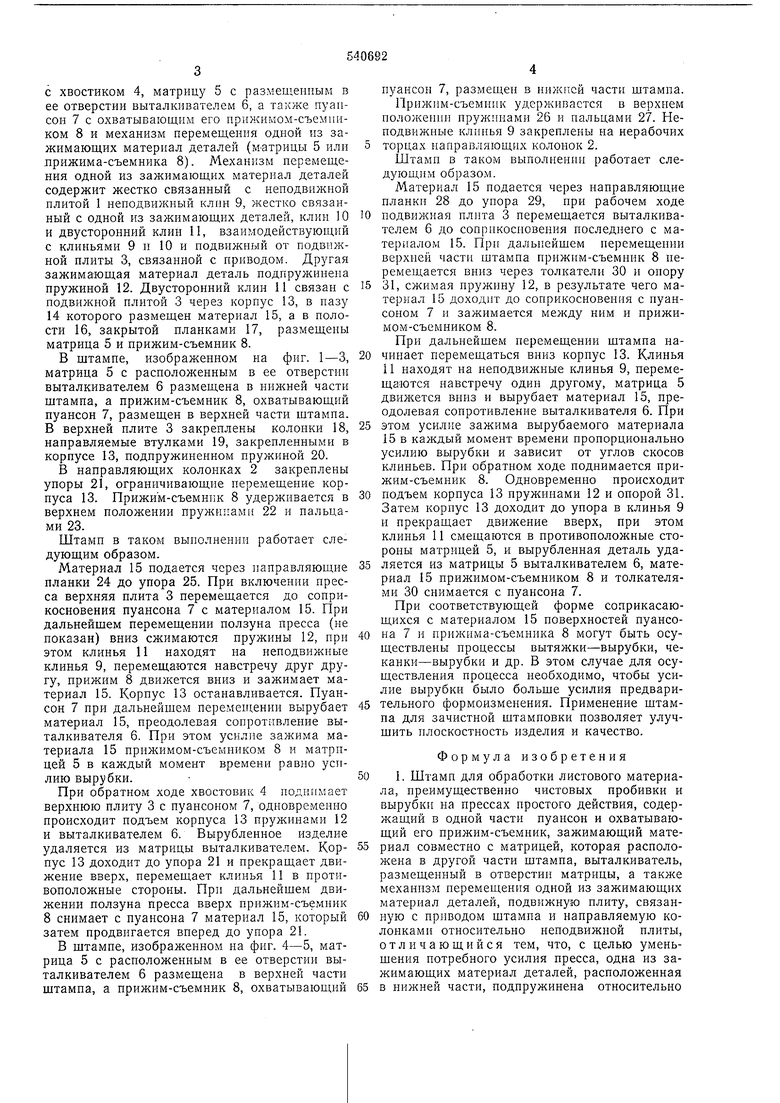
В щтамне, изображенном на фиг. 1-3, матрица 5 с расположенным в ее отверстии выталкивателем 6 размещена в нижней части щтампа, а нрижим-съемник 8, охватывающий пуансон 7, размещен в верхней части щтампа. В верхней плите 3 закреплены колонки 18, направляемые втулками 19, закрепленными в корпусе 13, подпружиненном пружиной 20.
В направляющих колонках 2 закреплены упоры 21, ограничивающие перемещение корпуса 13. Прижим-съемник 8 удерживается в верхнем положении пружинами 22 и пальцами 23.
Штамп в таком выполнении работает следующим образом.
Материал 15 подается через направляющие планки 24 до упора 25. При включении пресса верхняя плита 3 перемещается до соприкосновения пуансона 7 с материалом 15. При дальнейщем перемещении ползуна пресса (ие показан) вниз сжимаются пружины 12, при этом клинья 11 находят на неподвижиые клинья 9, перемещаются навстречу друг другу, прижим 8 движется вниз и зажимает материал 15. Корпус 13 останавливается. Пуансон 7 при дальнейщем перемеи1;ении вырубает материал 15, преодолевая соиротивление выталкивателя 6. При этом усилие зажима материала 15 прил имом-съемииком 8 и матрицей 5 в каждый момент времени равно усилию вырубки.
При обратном ходе хвостовик 4 поднимает верхнюю плиту 3 с пуансоном 7, одновременно происходит подъем корпуса 13 пружинами 12 и выталкивателем 6. Вырубленное изделие удаляется из матрицы выталкивателем. Корпус 13 доходит до уиора 21 и прекращает движение вверх, перемещает клинья 11 в противоположные стороны. При дальнейщем движении ползуна пресса вверх прижим-съемник 8 снимает с пуансона 7 материал 15, который затем продвигается вперед до упора 21.
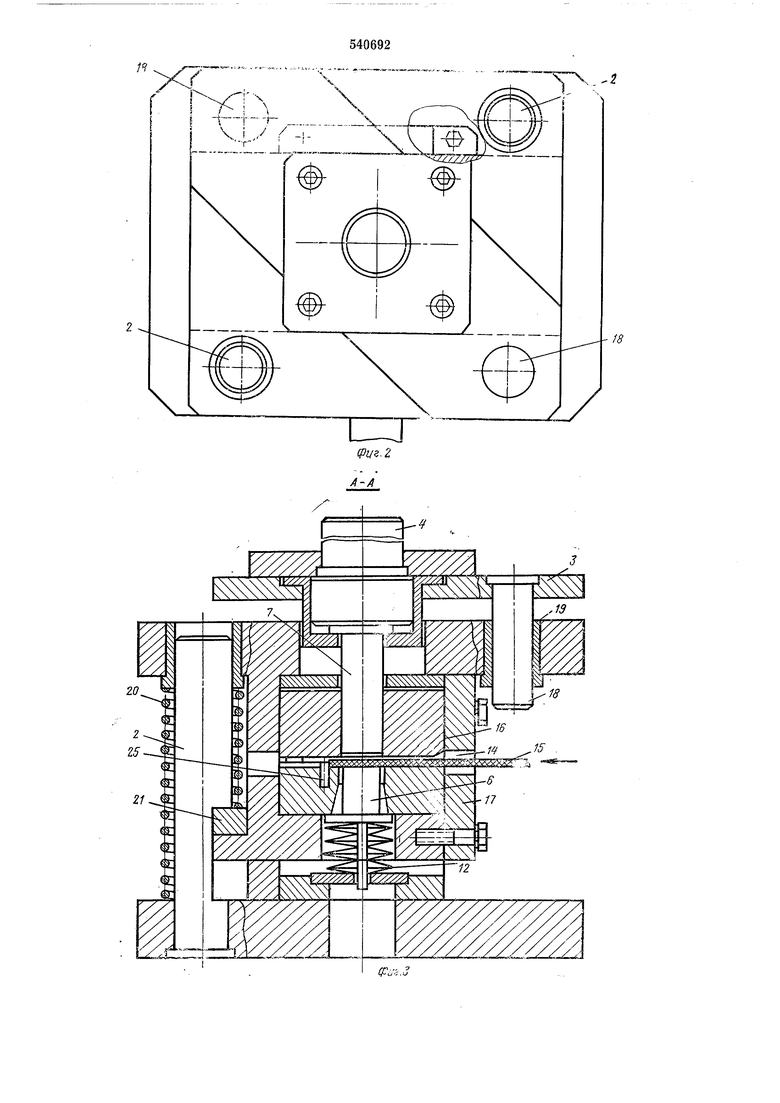
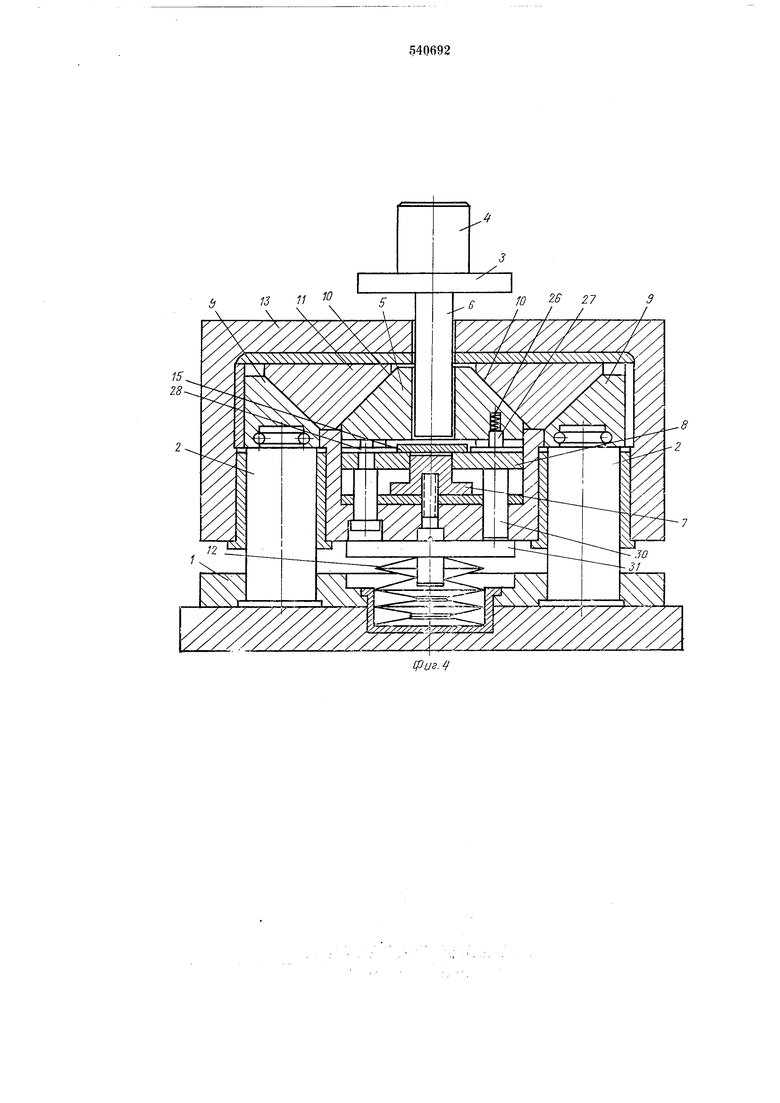
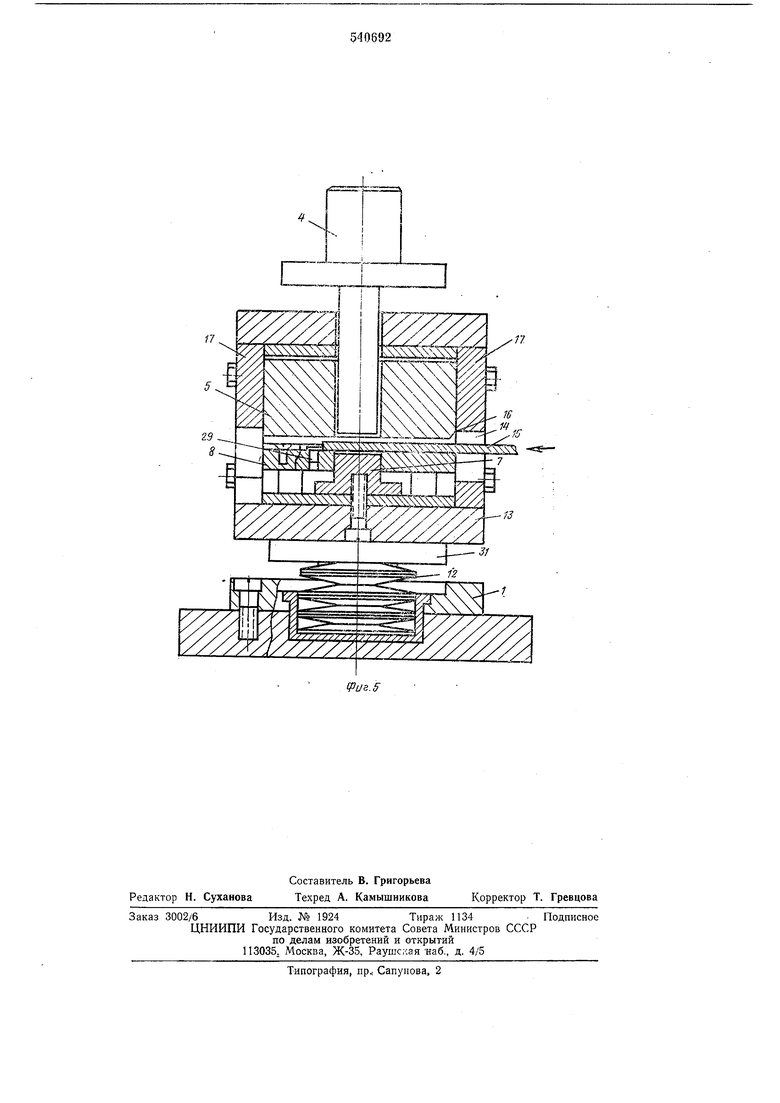
В щтампе, изображенном на фиг. 4-5, матрица 5 с расположенным в ее отверстии выталкивателем 6 размещена в верхней части щтампа, а прижим-съемник 8, охватывающий
иуаисон 7, размещен в нижней части щтамиа. Прижим-съемиик удерживается в верхнем положении пружинами 26 и пальцами 27. Неподвижиые клинья 9 закреплены на нерабочих торцах иаправляющих колонок 2.
Штамп в таком выполнении работает следующим образом.
Материал 15 нодается через направляющие планки 28 до уиора 29, при рабочем ходе
подвижная плита 3 перемещается выталкивателем 6 до соприкосиовеиия последнего с материалом 15. При дальиейщем перемещении верхией части щтампа прижим-съемник 8 перемещается вниз через толкатели 30 и опору
31, сжимая иружину 12, в результате чего материал 15 доходит до соприкосновення с пуансоном 7 и зажимается между ним и прижимом-съемником 8. При дальиейщем перемещении щтампа иачинает перемещаться вниз корпус 13. Клинья i 1 находят на неподвижные клинья 9, перемещаются навстречу одии другому, матрица 5 движется вниз и вырубает материал 15, преодолевая сопротивление выталкивателя 6. При
этом усилие зажима вырубаемого материала 15 в каждый момент времени пропорционально усилию вырубки и зависит от углов скосов клиньев. При обратном ходе поднимается ирижим-съемник 8. Одновременно происходит
подъем корпуса 13 пружинами 12 и опорой 31. Затем корпус 13 доходит до упора в клинья 9 и прекращает движение вверх, при этом клинья 11 смещаются в противоположные стороны матрицей 5, и вырубленная деталь удаляется из матрицы 5 выталкивателем 6, материал 15 прижимом-съемником 8 и толкателями 30 снимается с нуансона 7.
При соответствующей форме соприкасающихся с материалом 15 поверхностей пуансона 7 и прижима-съемника 8 могут быть осуществлены нроцессы вытяжки-вырубки, чеканки-вырубки и др. В этом случае для осуществления процесса необходимо, чтобы усилие вырубки было больще усилия предварительного формоизменения. Применение щтампа для зачистиой щтамповки позволяет улучщить плоскостность изделия и качество.
Формула изобретения
I. Штамп для обработки листового материала, преимущественно чистовых пробивки и вырубки на прессах простого действия, содержащий в одной части пуансон и охватывающий его прижим-съемник, зажимающий материал совместно с матрицей, которая расположена в другой части щтампа, выталкиватель, размещенный в отверстии матрицы, а та.кже механизм перемещения одной из зажимающих материал деталей, подвижную плиту, связанную с приводом щтампа и направляемую колонками относительно неподвижной плиты, отличающийся тем, что, с целью уменьщеиия иотребного усилия пресса, одна из зажимающих материал деталей, расположенная
в нижней части, ноднружинена относительно
неподвижной плиты, а механизм перемещения другой зажимающей матернал деталп выполнен в виде по меньщей мере одного комплекта взанмодействующих клнньев, один из которых подвижен в направлении перемещения подвижной плиты под действием последней и выполнен с двумя рабочими поверхностями, взаимодействующими с рабочими поверхностями двух других клиньев, один из которых жестко связан с неподвижной плитой, а другой- с деталью, зажимающий материал.
2. Штамп по п. 1, отличающийся тем, что клин с двумя рабочими поверхностями связан с подвижной плитой через корпус направляемый относительно нижней плиты колонками, вынолненный с пазом для размслне11.я материала п полостью для размещения деталей, зажимающих материал от механизма перемещения одной из них.
3. Штамп по пп. 1 и 2, отличающийся тем, что, с целью сокращения его габаритов, клин механизма перемещения одной из заншмающнх деталей, жестко связанный с неподвижной плитой, размещен на нерабочем торце колонки, направляющей корпус относительно нижней плнты.
Приоритет по пп. 1 и 2 - от 29.01.74, по п. 3 -от 16.07.74.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой вырубки | 1982 |
|
SU1031580A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| Штамп для чистовой вырубки-пробивки | 1978 |
|
SU764792A1 |
| Штамп для вырубки деталей | 1985 |
|
SU1248700A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Вырубной штамп | 1977 |
|
SU715176A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПРОБИВКИ И ВЫРУБКИ | 1973 |
|
SU368908A1 |
| Штамп для вырубки круглых деталей | 1986 |
|
SU1433565A1 |
i/iTtu/ t fi „,„,.... .... .l. i |//J 1 / / -1
-/
/7
29
П
