Изобретение относится к обработке металлов резанием и может быть использовано для растачивания отверстий, например, в блоках цилиндров.
Цель изобретения - упрощение конструкции и повышение точности обработки.
На фиг.1 показана резцовая головка, общий вид; на фиг.2 - вид А на фиг,1; на фиг.З - сечение Б-Б на фиг,1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - механизм отвода плунжеров в исходное положение.
Резцовая головка содержит корпус 1 с коническим хвостовиком 2 и крепежной резьбой 3. В корпусе выполнены равномерно расположенные радиальные цилиндрические отверстия 4 и пересекающийся с ними центральный канал 5, предназначенный для подвода под давлением смазочно-ох- лаждающей жидкости (СОЖ). В радиальных отверстиях 4 установлены с возможностью осевого перемещения плунжеры 6 цилиндрической формы, на которых выполнены кольцевые выступы 7 с лысками 8 и скошенными торцами 9. В плунжерах закреплены резцы 10.
Резцовая головка содержит механизм микрометрической настройки плунжеров с резцами на размер обработки, выполненный в виде установленного на наружной поверхности корпуса 1 стакана 11 с продольными окнами 12, в которых закреплены накладки 13 с продольными пазами 14 и скошенными плоскими поверхностями 15, предназначенными для взаимодействия соответственно с лысками 8 и скошенными торцами 9 на кольцевых выступах 7 плунжеров. В осевом отверстии стакана установлена гайка 16, связанная с ним с возможностью вращения и фиксированно от осевого перемещения полуколец- 17. На торце корпуса закреплена крышка 18 с микрометрическим винтом 19, находящимся в соединении с гайкой 16. В радиальном отверстии стакана установлен шариковый фиксатор 20, предназначенный для взаимодействия с гнездами, выполненными на гайке. На гайке 16
установлен с возможностью вращения и фиксации в требуемом угловом положении лимб 21. Головка снабжена также механизмом отвода плунжеров в исходное положение, выполненным в виде пружин 22 растяжения, одними концами шарнирно связанных с плунжерами, а другими между собой. Указанная связь может быть осуществлена, наприме.р, посредством установленных в плунжерах штифтов 23 и кольца 24. Резцы 10 закрепляются в плунжерах посредством клиновых механизмов.
Для фиксации резцовой головки при заворачивании корпуса 1 в шпиндель служит
контргайка 25.
Резцовая головка после установки в шпиндель расточного станка работает следующим образом.
В исходном положении цилиндрические плунжеры 6 с резцами 10 под действием пружин 22 отведены от обрабатываемой поверхности до упора кольцевыми выступами 7 в корпусе 1.
При подаче СОЖ в центральный канал 5
под заданным давлением плунжеры 6, преодолевая усилие пружин 22, перемещаются в радиальном направлении до прижатия скошенных торцов 9 к скошенным поверхностям 15 накладок 13, в результате чего
резцы 10 выдвигаются на заданный размер обрабатываемой детали.
По завершению рабочего прохода, как только снижается давление жидкости в полости корпуса 1 головки, плунжеры 6 с резцами 10 под действием пружин 22 отводятся от обрабатываемой поверхности цилиндра в исходное положение, после чего производится быстрый вывод шпинделя с головкой из детали в исходное положение. Подача
СОЖ в зону резания обеспечивается за счет выполнения жиклерных отверстий в плунжерах. При этом подача СОЖ через канал 5 должна быть избыточной и предусматривать расход СОЖ через все жиклерные отверстия в плунжерах (не показаны). По мере износа резцов поднастройка головки производится при помощи лимба 21. При вращении гайки 16с лимбом перемещается стакан 11 с накладками 13, которые, взаимодействуя скошенными поверхностями 15 со скосами 9 на торцах выступов 7, изменяют конечные положения плунжеров после подачи СОЖ под давлением.
Формула изобретения Автоматическая резцовая головка, со- держащая корпус с равномерно расположенными по окружности радиальными отверстиями и пересекающимся с ними каналом, предназначенным для подвода под давлением смазочно-охлаждающей жидко- сти, установленные в радиальных отверстиях с возможностью осевого перемещения и фиксированно от поворота плунжеры с резцами, механизм микрометрической настройки плунжеров с резцами на размер обработки, включающий лимб, и механизм отвода плунжеров в исходное положение, отличающаяся тем, что, с целью упрощения конструкции и повышения точности обработки, радиальные отверстия в корпусе и плунжеры выполнены цилиндрической формы, на плунжерах выполнены кольцевые выступы со скошенными торцами и лысками, а механизм микрометрической настройки выполнен в виде установленного на корпусе с юзможностью осевого перемещения стакана с продольными окнами, размещенных в них прикрепленных к стакану накладок с продольными пазами и скошенными плоскими поверхностями, предназначенными для взаимодействия соответственно с лысками и скошенными торцами на кольцевых выступах плунжеров, связанной со стаканом с возможностью вращения и фиксированно от осевого перемещения гайки, закрепленной на торце корпуса крышки с микрометрическим винтом, находящимся в соединении с гайкой, и установленного в стакане шарикового фиксатора, предназначенного для взаимодействия с выполненными на гайке гнездами, при этом лимб установлен на гайке с возможностью вращения и фиксации в требуемом-угловом положении, а механизм отвода плунжеров выполнен в виде пружин растяжения, одними концами шарнирно связанных с плунжерами, а другими - между собой.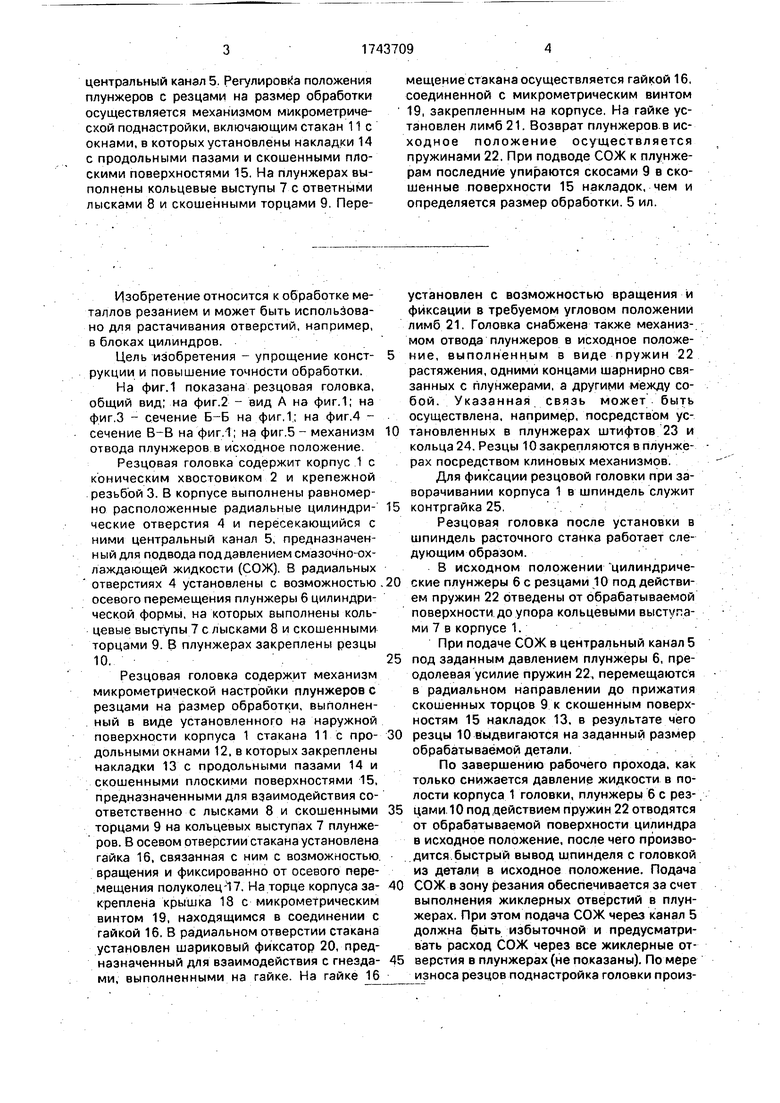

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| АВТОМАТИЧЕСКИ УПРАВЛЯЕМАЯ РЕЗЦОВАЯ ГОЛОВКА | 1993 |
|
RU2113944C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЯ | 2014 |
|
RU2567933C1 |
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| Автоматическая револьверная головка металлорежущего станка | 1985 |
|
SU1329918A1 |
| Резцовый блок | 1982 |
|
SU1041229A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2009 |
|
RU2399462C1 |

Использование; для растачивания отверстий, например в блоках цилиндров. Сущность изобретения: резцовая головка содержит корпус 1 с радиальными цилиндрическими отверстиями 4, в которых установлены плунжеры 6 с резцами 10. Для подвода под давлением смазочно-охлаждающей жидко- сти (СОЖ) к плунжерам в корпусе выполнен
Фаг2
11
13
Фиг Л
21
Фиг.З
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
