Изобретение относится к обработке материалов резанием и может быть использовано для растачивания отверстий, например, в блоках цилиндров.
Известна автоматически управляемая резцовая головка, в корпусе которой выполнены пазы для установки плавающих резцедержателей, и центральный канал для подвода СОЖ, воздействующей на резцедержатели и перемещающей их в радиальном направлении, при этом головка снабжена плунжером с конической расточкой и лимбом, установленным на микрометрической резьбе, выполненной на корпусе, с возможностью взаимодействия с тыльной частью плунжера, причем между лимбом и тыльной частью плунжера размещена пружина, а резцедержатели смонтированы с возможностью взаимодействия с расточкой плунжера посредством выполненных на них наклонных выступов [1].
Недостатками этой головки являются сложность ее изготовления и эксплуатации, недостаточная точность обработки, невысокая надежность настройки.
В качестве прототипа выбрана автоматически управляемая резцовая головка, содержащая корпус головки с центральным отверстием для подвода СОЖ под высоким давлением для подачи резцов перед обработкой детали, плунжеры с закрепленными на них резцами, механизм возврата резцов в исходное положение, имеющий пружину растяжения, одним концом связанную с плунжером, механизм настройки вылета резцов и микрометрической подачи резцов, имеющий смонтированное на корпусе с возможностью подвижности кольцо, лимб, шариковые упоры, ориентирующие планки, контактирующие с буртами плунжеров, при этом в отверстиях корпуса выполнены упоры для плунжеров, ограничивающие их схождение [2].
Недостатками известной автоматически управляемой резцовой головки являются сложность настройки и недостаточно высокая точность обработки.
Для устранения этих недостатков в автоматически управляемой резцовой головке, содержащей корпус головки с центральным отверстием для подвода СОЖ под высоким давлением для подачи резцов перед обработкой детали, плунжеры с закрепленными на них резцами, механизм возврата резцов в исходное положение, имеющий пружину растяжения, одним концом связанную с плунжером, механизм настройки вылета резцов и микрометрической подачи резцов, имеющий смонтированное на корпусе с возможностью подвижности кольцо, лимб, шариковые упоры, ориентирующие планки, контактирующие с буртами плунжеров, при этом в отверстиях корпуса выполнены упоры для плунжеров, ограничивающие их схождение, ориентирующие планки размещены на корпусе в нижней боковой части, пружина растяжения другим концом связана с другим плунжером, кольцо установлено с возможностью углового поворота, а в его нижней части на внутренней поверхности выполнены выборки, число которых равно числу плунжеров, имеющие подъем дискретный или непрерывный, например, в виде спирали Архимеда, шариковые упоры размещены в верхней части буртов плунжеров с возможностью контакта с выборками кольца в рабочем положении.
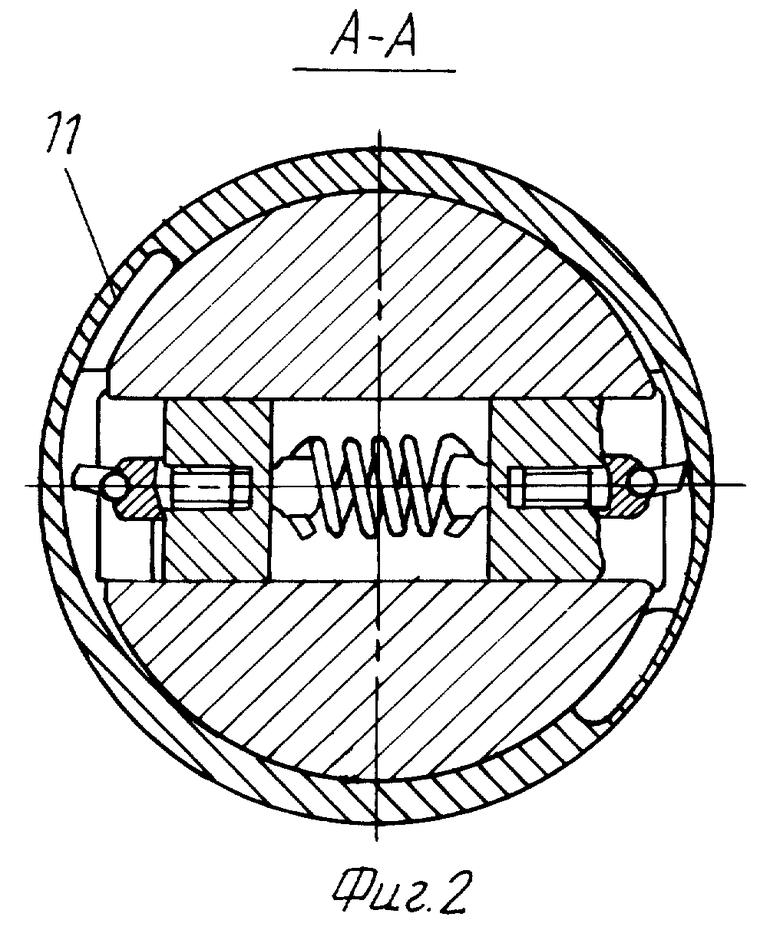
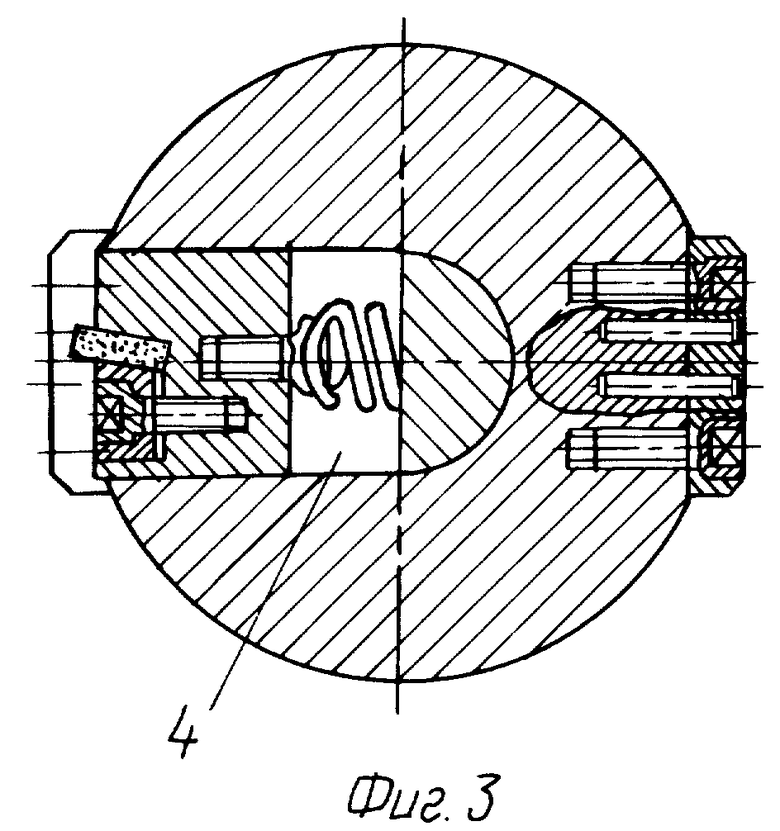
На фиг. 1 изображен общий вид автоматически управляемой резцовой головки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез В-В на фиг. 1.
Автоматически управляемая резцовая головка содержит корпус (АУРГ) 1 (фиг. 1) с коническим хвостовиком 2 и крепежной резьбой 3. В корпусе 1 выполнены радиальные цилиндрические отверстия 4 (фиг. 3), в которых установлены плунжеры 5 с резцами 6. На корпусе 1 установлено регулировочное кольцо 7, имеющее возможность перемещения вдоль корпуса. В регулировочном кольце выполнены четыре паза, расположенные на дуге 90o. Нижние пазы 8 выполняют вместе со штифтами направляющую и фиксирующую роль, а два верхних паза 9 со специальными винтами 10 обеспечивают настройку АУРГ на заданную величину вылета резцов 6. В нижней части регулировочного кольца 7 с внутренней стороны выфрезованы выборки 11 (фиг. 2), расположенные на дуге 90o, число которых равно количеству плунжеров 5. В верхней части регулировочного кольца нанесен лимб в виде делений. В каждую выборку 11, в рабочем положении головки упирается шариковый упор 12. Плунжеры 5 имеют в задней части откидные болты 13 для размещения и крепления пружины 14, служащей для возврата плунжеров 5 с резцами 6 в исходное положение. В корпусе 1 имеется центральное отверстие 15 для подвода СОЖ под давлением к плунжерам 5. В нижней части корпуса 1 имеется пробка-заглушка 16. Для фиксации резцовой головки при заворачивании корпуса 1 в шпиндель служит контргайка 17. На корпусе 1 в нижней боковой части установлены ориентирующие планки 18, контактирующие с буртами плунжеров 5.
Автоматически управляемая резцовая головка после установки в шпиндель расточного станка работает следующим образом.
В исходном положении цилиндрические плунжеры 5 с резцами 6 под действием пружины 14 отведены в заднее крайнее положение до соответствующих упоров в корпусе 1 головки.
При подаче СОЖ в центральное отверстие 15 под давлением масла плунжеры 5 с резцами 6, преодолевая усилие пружины 14, перемещаются в радиальном направлении до прижатия шарикового упора 12 в выборку 11, чем обеспечивается заданный вылет резцов 6.
По завершении рабочего прохода, как только снижается давление жидкости в полости корпуса 1, плунжеры 5 с резцами 6 под действием пружины 14 отводятся от обрабатываемой поверхности цилиндра в исходное положение, после чего производится вывод шпинделя с головкой в исходное положение.
АУРГ за счет цилиндрических плунжерных резцедержателей обеспечивает повышение надежности и технологичности самой головки, обеспечивает возможность регулировать вылет резцовых элементов, не снимая головки со станка, а также не требует специального приспособления для предварительного регулирования положения резцов АУРГ, при этом АУРГ имеет упрощенную конструкцию за счет того, что регулировка подачи обеспечивается за счет контакта шарикового упора в выборку кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХСТОЕЧНЫЙ ПОДЪЕМНИК ДЛЯ ЛЕГКОВЫХ АВТОМОБИЛЕЙ | 1998 |
|
RU2228898C2 |
| УСТРОЙСТВО ДЛЯ СРАВНИТЕЛЬНЫХ ИСПЫТАНИЙ ВОЗДУХООЧИСТИТЕЛЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2128829C1 |
| Автоматическая резцовая головка | 1990 |
|
SU1743709A1 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1990 |
|
RU2053093C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ТЕРМОПАРЫ | 2000 |
|
RU2180099C2 |
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ДЕТАЛЕЙ | 1993 |
|
RU2101163C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2012 |
|
RU2474671C1 |
Изобретение относится к обработке металлов резанием. В корпусе автоматически управляемой резцовой головки выполнены цилиндрические отверстия для установки плунжеров с резцами и центральное отверстие для подвода СОЖ. Регулировка подачи резцов осуществляется шариковым упором, взаимодействующим с одной из выборок, выполненных в нижней части на внутренней поверхности кольца, смонтированного с возможностью углового поворота на корпусе головки выборки выполнены с подъемом дискретным или непрерывным, например, в виде спирали Архимеда, а их количество равно числу плунжеров. 3 ил.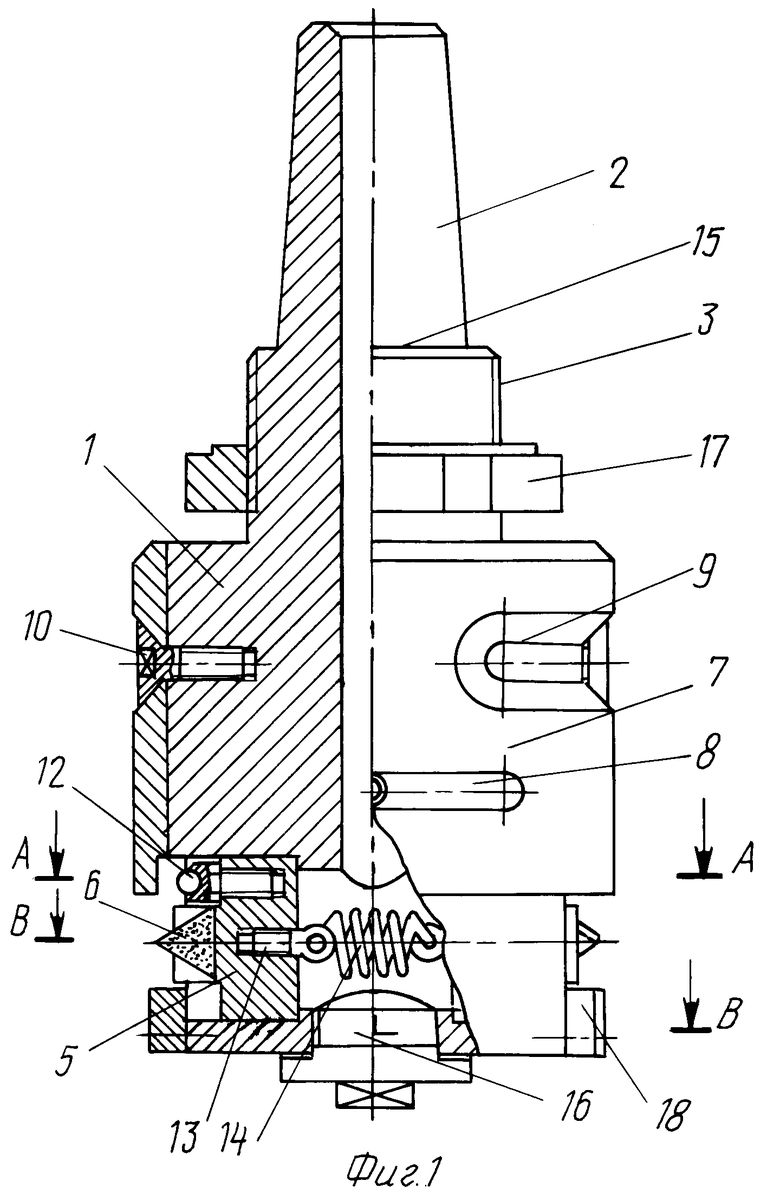
Автоматически управляемая резцовая головка, содержащая корпус головки с центральным отверстием для подвода СОЖ под высоким давлением для подачи резцов перед обработкой детали, плунжеры с закрепленными на них резцами, механизм возврата резцов в исходное положение, имеющий пружину растяжения, одним концом связанную с плунжером, механизм настройки вылета резцов и микрометрической подачи резцов, имеющий смонтированное на корпусе с возможностью подвижности кольцо, лимб, шариковые упоры, ориентирующие планки, контактирующие с буртами плунжеров, при этом в отверстиях корпуса выполнены упоры для плунжеров, ограничивающие их схождение, отличающаяся тем, что ориентирующие планки размещены на корпусе в нижней боковой части, пружина растяжения другим концом связана с другим плунжером, кольцо установлено с возможностью углового поворота, а в его нижней части на внутренней поверхности выполнены выборки, число которых равно числу плунжеров, имеющие подъем дискретный или непрерывный, например, в виде спирали Архимеда, шариковые упоры размещены в верхней части буртов плунжеров с возможностью контакта с выборками кольца в рабочем положении.
| SU, авторское свидетельство, 1015859, B 23 B 29/03, 1984 | |||
| SU, авторское с видетельство, 1743709, B 23 B 29/03, 1992. |
