01
00
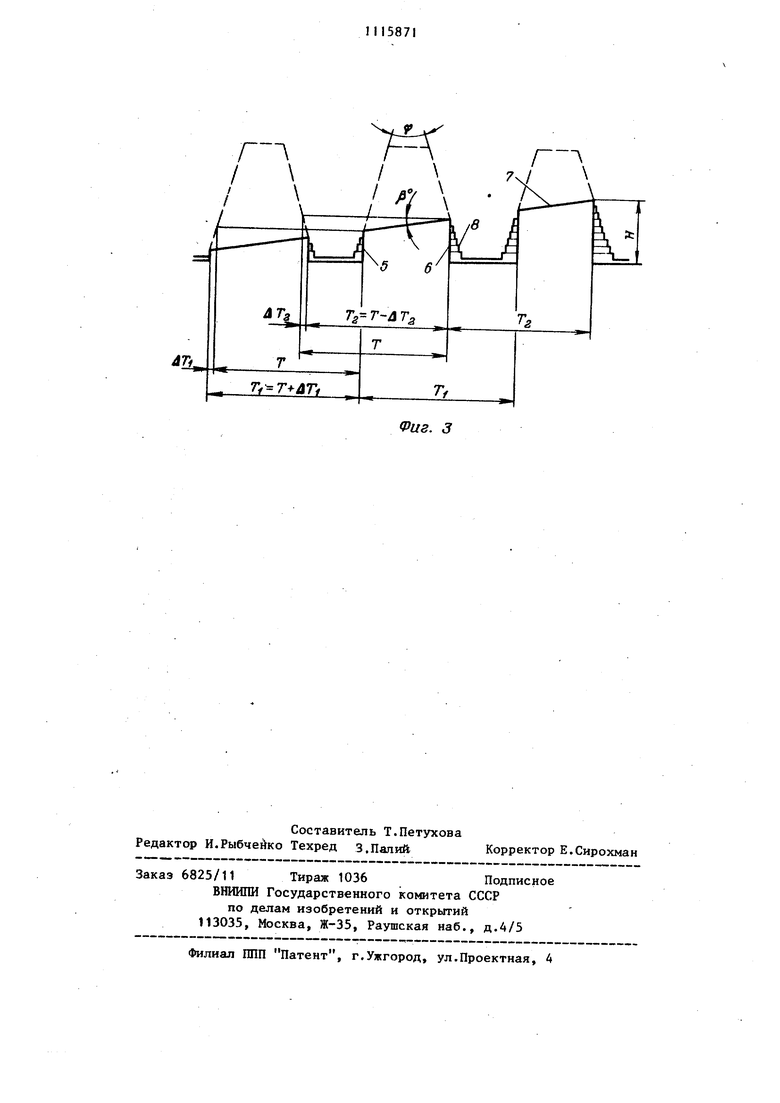
Изобретение относится к области инструментального производства и касается инструментов для нарезания резьбы, предпочтительно, с крупным шагом, Известен метчик, содержащий хвостовик, заборную и калибрующую части, винтовые стружечные канавки, расположенные на заборной и калибрующей частях, у которого боковые винтовые поверхности профиля заборной части образуют между собой угол профиля зуба меньший, чем угол профиля зуба калибрующей части lj . Недостатком известной конструкции является невысокая производительность так как величина боковых задних углов на зубьях наборной части невелика и снижение сил трения при формообразовании резьбы незначительно. Цель изобретения - повышение производительности при формообразовании резьб за счет увеличения боковых зад них углов. Указанная цель достигается тем, что в метчике, содержащем хвостовик, заборную и калибрующую части и распо ложенные на заборной и калибрующей частях винтовые стружечные канавки, образующие боковые винтовые поверхности зубьев, угол профиля которых н заборной части меньше угла профиля зубьев калибрующей части, боковые винтовые поверхности зубьев заборной части выполнены с разными шагами, связанными с шагом резьбы калибрующей части зависи мостью , где Т - шаг резьбы калибрующей части Т - шаг боковой винтовой поверх ности зубьев заборной части со стороны хвостовика; Тл - шаг боковой винтовой поверх ности зубьев заборной части со стороны калибрующей части;M;j - величина приращения шага Т, относительно Т-, ДТ2 - величина уменьшения шага То относительно Т. Вьшолнение боковь 5с винтовых поверх ностей профиля зубьев заборной части с разными шагами, связанными с шагом резьбы калибрующей части указанной зависимостью, позволяет дпя формообразований треугольных или трапецеидаль ных резьб усол профиля зуба метчика на заборной части выполнять прямоугольным, т.е. с уг. при вершине, равным нулю, а также без ослабления поперечного сечения метчика значительно (в 5 раз) увеличить боковые задние углы и благодаря этому пропорционально уменьшить при формообразовании силу трения между боковыми винтовыми поверхностями зубьев инструмента и деталью. Па фиг.1 изображен метчик, общий вид; на фиг.2 - схема винтовых линий боковьгх винтовых рабочих поверхнос- ; тей профиля заборной части метчика и схема образования задних углов 01, и 5 на фиг.З - схема резания заборной частью метчика (где штриховой линией псжазан профиль нарезаемой резьбы; - угол заборного конуса) Метчик имеет заборную 1 и калибрующую 2 части, хвостовик 3, стружечные винтовые канавки 4. Боковые винтовые рабочие поверхности, 5 и 6 метчика в осевом сечении образуют между собой угол Cf профиля, меньший чем угол q, профиля калибрукнцей части 2. Боковые винтовые поверхности 5 и 6 профиля заборной части 1 вьшолнены с разными тагами, связанными с шагом резьбы Т калибрующей части 2 вьш1еуказанной зависимостью и образуют боковые задние углы о(,( и 2 , большие, чем в известном метчике, и главные режущие кромки 7, длины которых уменьшаются в направлении калибрующей части 2. В предлагаемой конструкции метчика боковые винтовые поверхности 5 и 6на его заборной части 1 образуют прямоугольный профиль, отличный от нарезаемого профиля (трапецеидального) и от профиля калибрующей части 2. Высота зуба Н увеличивается в направлении к калибрующей части 2, как и в обычных метчиках. ,Метчик работает следующим образом. При формообразовании резьбы в работу вступают вначале зубья с наибольшей длиной главных режущих кромок 7и с наименьшей высотой Н j затем зубья с большей высотой Н и с меньшей длиной их главных режущих кромок 7. При нарезании боковые винтовые поверхности 5 и 6 заборной части 1 метчика оставляют на боковых
винтовых поверхностях детали ступенчатые выступы 8, которые снимают калибрующей частью 2 метчика. При этом увеличенные задние углы ot, и сС обеспечивают уменьшение силы трения режущей кромки с поверхностями нарезаемой
резьбы, что позволяет увеличить подачу на зуб метчика.
Благодаря увеличенным боковым задним углам производительность при формообразовании резьб увеличивается на 20-30%.

| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик для чистового нарезания трапецеидальной резьбы | 1983 |
|
SU1161296A1 |
| Метчик | 1990 |
|
SU1804379A3 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| Метчик | 1989 |
|
SU1763113A1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| МЕТЧИК | 2011 |
|
RU2443519C1 |
| Метчик | 1980 |
|
SU1134321A1 |
| Метчик | 1981 |
|
SU1215245A2 |
| Метчик для обработки волоконно-армированных композитных материалов | 2019 |
|
RU2725582C1 |
МЕТЧИК, содержащий хвостовик, заборную и калибрующую части и расположенные на заборной и калибрующей частях винтовые стружечные канавки, образукщие боковые винтовые поверхности зубьев, угол профиля которых на заборной части меньше угла профиля зубьев калибрующей части, отличающийся тем, что, с целью повышения производительности при формообразовании резьб за счет увеличения боковых задних углов, боковые винтовые поверхности зубьев заборной части выполнены с разными шагами, связанными с шагом резьбы калибрующей части зависимостью т,.т+ м,-, т, т-&т 11 Т шаг резьбы калибрующей часгде ти; Ч - шаг боковой винтовой поверхности зубьев заборной части со стороны хвостовика; 2 шаг боковой винтовой поверхности зубьев заборной части со стороны калибрующей части; . м - величина приращения шага Т относительно Т; &Т, г- величина уменьшения шага Тотносительно Т.
iPus. 1 г н Г / f
Фиг. 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вестник машиностроения, 1974, № 3, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
