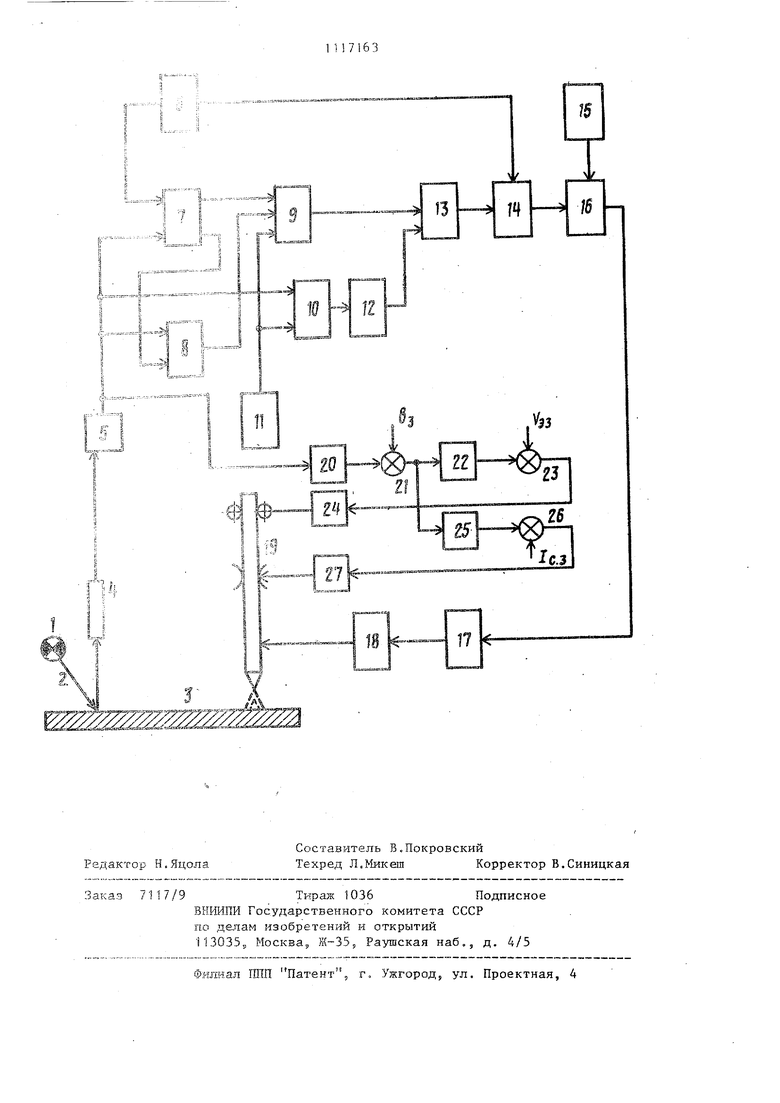
11 Изобретение относится к автоматизации сварочных процессов, в частности к устройствам для автоматического направления электрода по стыку свариваемых деталей. По основному авт,св. № 856709 известно устройство, содержа1цее привод перемещения сварочной головки, датчик стыка, формирователь импульсов, элемент сравнения, генератор тактовых импульсов, стробгенератор, два триггера, двухвходовой и трехвхо довой элемент И, элемент ИЛИ, делитель на два, буферный регистр, регистр сдвига и схему управления приводом перемещения IIJ. Недостатком известного устройства яв тяется снижение качества сварных соединений при изменении ширины зазо ра, который нередко сильно отличается от расчетного, а энергетические параметры режима (ток и напряжение сварки) обычно поддерживаются постоянными в соответствии с расчетным зазором, но с таким запасом,- чтобы при наибольшем фактическом зазоре обеспечить необходимый провар кромок Это приводит к увеличению ширины шва, излишнему перегреву и дефор мациям, изменению термического цикла и условий кристаллизации металла шва Цель изобретения - повьппение качества сварных соединений. Поставленная цель достигается тем что в устройство для направления электрода по стыку свариваемых деталей дополнительно введены интегратор, усилитель, два сумматора, два формирователя задающих напряжений и регулируемый привод подачи электро да, при этом вход интегратора связан с выходом формирователя импульсов, а выход через последовательно соеди ненные первьй сумматор, усилитель и второй сумматор - с входом регулируемого привода подачи электродной п волоки, вторые входы сумматоров связаны с выходами формирователей задаю щих напряжений. В устройство дойолнительно введены второй усилитель, третий сумматор третий формирователь задающего напря ния и регулируемый источник сварочно го тока, причем вход второго усилите ля связан с выходом первого сумматора, а его выход через третий суммато связан с входом регулируемого источн ка сварочного тока, второй вход сум3гматера связан с третьим формирователем задающего напряжения. На чертеже приведена функциональн:1Я схема предлагаемого устройства. Устройство состоит из излучателя 1, формирующего световой поток 2, попадающий в зону стыка свариваемых деталей 3, сканирующий поперек стыка фотодатчика 4 положения стыка, формирователя 5 импульса стыка, стробгенератора 6, первого 7 и второго 8 триггеров, трехвходового 9 и двухвходового 10 элементов И, генератора 11 тактовых импульсов, делителя 12 на два, элемента ИЛИ 13, регистра 14 сдвига буферного регистра 15 и схемы 16 сравнения подсоединенной к схеме 17 управления приводом 18 перемещения сварочной головки 19, интегратора 20, первого сумматора 21, первого усилителя 22, второго сумматора 23 регулируемого привода 24 подачи электрода, второго р;сш1ителя 25, третьего сумматора 26. и регулируемого источника 27 сварочного тока. Устройство работает следующим образом. Световой поток, созданный излучателем 1, попадает на сканнруюпщй поперек стыка фотодатчика 4, на выходе которого вырабатывается сигнал,пропорциональный коэффициенту отражения поверхности свариваемых деталей 3. В формирователе 5 импульса стыка сигнал с выхода видеоусилителя преобразуется в импульс прямоугольной формы, г1ричем его длительность пропорциональна ширине зазора между свариваемыми- кромками. Импульсом стробгёйератора 6 первый триггер 7 устанавливается в единичное состояние и сигн;1лы с генератора 11 тактовых импульсов через трехвходовой элемент И 9 и элемент ИЛИ 13 проходят в регистр 14 сдвига. При появлении импульса стыка второй триггер 8 устанавливается в единичное состояние и его выход закрывает элемент И 9. Сигналы с генератора тактовых импульсов проходят в этом случае через двухвходовой элемент И tO, делитель 12 на два и элемент ИЛИ 13 на вход регистра сдвига, причем количество их пропорционально половине длительное-; ти импульса стыка. В моментокончания импульса йтыка триггеры устанавливаются в нулевое состояние 3 и сигналы с генератора 11 тактовых импульсов не проходят в регистр 14 сдвига. Таким образом, в регистре 14 сдвига записывается информация о положении осевой линии стыка. В буферном регистре 15 записывается информация о положении центра сканирования. В схеме 16 сравнения определяется сигнал рассогласования пропорциональный величине отклонения оси стыка от положения центра сканирования, который подается на схему управления шаговым приводом 18 перем щения сварочной головки 19, устанавливая последнюю точно посередине стыка свариваемых кромок. Сигналом стробгенератора 6 регистр 14 сдвига устанавливается в кулевое состояние для записи информации в следующем по лупериоде сканирования и т.д. В интеграторе 20 формируется сигнал, пропорциональный ширине зазора Установка интегратора в нулевое состояние осуществляется передним фронтом импульса стыка. В сумматоре 21 происходит сравнение заданного значения ширины зазора Ь с действительным, разность сигналов пбдается на усилитель 22. В сумматоре 23 осуй(ествляется коррекция скорости пода электрода по зависимости УЭ.УЭ.З/ДУ,, где вeличинaлVJможет быть как полож тельной, так и отрицательной в зависимости от действительной ширины зазора. В соответствии с изменением зазора будет изменяться скорость по дачи электрода. В усилителе 25; коэффициент усиления которого равен / определяется величина, на которую надо скорректировать значение тока 34 сварки в соответствии с действительной шириной зазора. В сумматоре 26 осуществляется коррекция задания по току сварки на AJ . В соответствии с этим, значение выходе источника 27 питания корректируется .в зависимости от ширины зазора. Таким образом, устройство для автоматического направления электрода по стыку свариваемых деталей позволяет не только с высокой точностью вести сварочную горелку по стыку, но и осуществлять коррекцию параметров сварочного процесса таких, как скорость подачи электрода и ток сварки в зависимости от ширины зазора. Это обеспечивает-постоянство провара, коэффициента формы шва, стабилизацию условий кристаллизации, прочностных и эксплуатационных характеристик. В качестве базовогообразца выбран сварочный робот модели 111А, имеющий систему программного управления ведением электрода по стыку. Недостатком этого робота является то, что управление перемещением сварочной горелки осуществляется по жесткой программе, которая готовится до начала сварки без учета реального положения. каждого нового свариваемого изделия. При неточной установке и фиксации свариваемых деталей изменение про-; странственного положения стыка приводит к неточному ведению сварочной горелки по стыку. Првдлаг-аемое устройство позволяет автоматически направить сварочную горелку по стыку независимо от конфигурации шва и точности сборки свариваемых деталей, что позволяет снизить требование к точности обработки кромок и уменьшить время, необходимое для проведения нодготовительных операций для сварки деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для направления электрода по стыку свариваемых деталей | 1979 |
|
SU856709A1 |
| Устройство для автоматического направления электрода по стыку свариваемых деталей | 1984 |
|
SU1207678A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ ДВИЖЕНИЯ СВАРОЧНОЙ ГОРЕЛКИ | 2003 |
|
RU2255846C1 |
| Устройство для слежения по стыку | 1986 |
|
SU1391825A1 |
| Устройство для слежения за стыком свариваемых деталей | 1978 |
|
SU867549A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОРЕЛКИ | 2004 |
|
RU2278770C1 |
| Система автоматического управления процессом сварки | 1983 |
|
SU1107975A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2217276C1 |
1. УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЭЛЕКТРОДА ПО СТЫКУ СВАРИВАЕМЫХ .ДЕТАЛЕЙ по авт.св. № 856709, отличающееся тем, что, с целью повышения качества сварных соединений, оно дополнительно снабжено интегратором, первым усилителем, двумя сумматорами, двумя формирователями задающих напряжений и регулируемым приводом подачи электрода, при этом вход интегратора связан с выходом формирователя имггульсов, а выход через последовательно соединенные первый сумматор, первый усилитель и второй сумматор - с входом регулируемого привода подачи электродной проволоки, вторые входы сумматоров связаны с выходами формирователей задающих напряжений. 2. Устройство по п,1, отличающееся тем,что оно дополнительно снабжено вторьм усилителем, третьим сумматоромJ третьим формирователем задающего.напряжения и регулируемым источником сварочного тока, причем вход второго усилителя связан с выходом первого сумматора, а W его выход через третий сумматорсвязан с входом регулируемого.источника сварочного тока, второй вход сумматора связан с третьим формирователем задающего напряжения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для направления электрода по стыку свариваемых деталей | 1979 |
|
SU856709A1 |
