Изобретение относится к автоматизации сварочных процессов, в частности к устройствам для автоматического направления электрода по стыку..
Целью изобретения является повышение качества сварки за счет повышения точности слежения за стыком.
Сущностью изобретения является формирование дополнительного уп-
равляющего сигнала, подаваемого на привод поперечного перемещения сварочной горелки при формировании сигнала сканирующим по окружности фотодатчиком. При пропадании сигнала стыка в передней полуокрулс- ности сканирования схема перекоммутируется на формирование угфанпяю- щего сигнала при сканирова1:ши стыка задней полуокружностью.
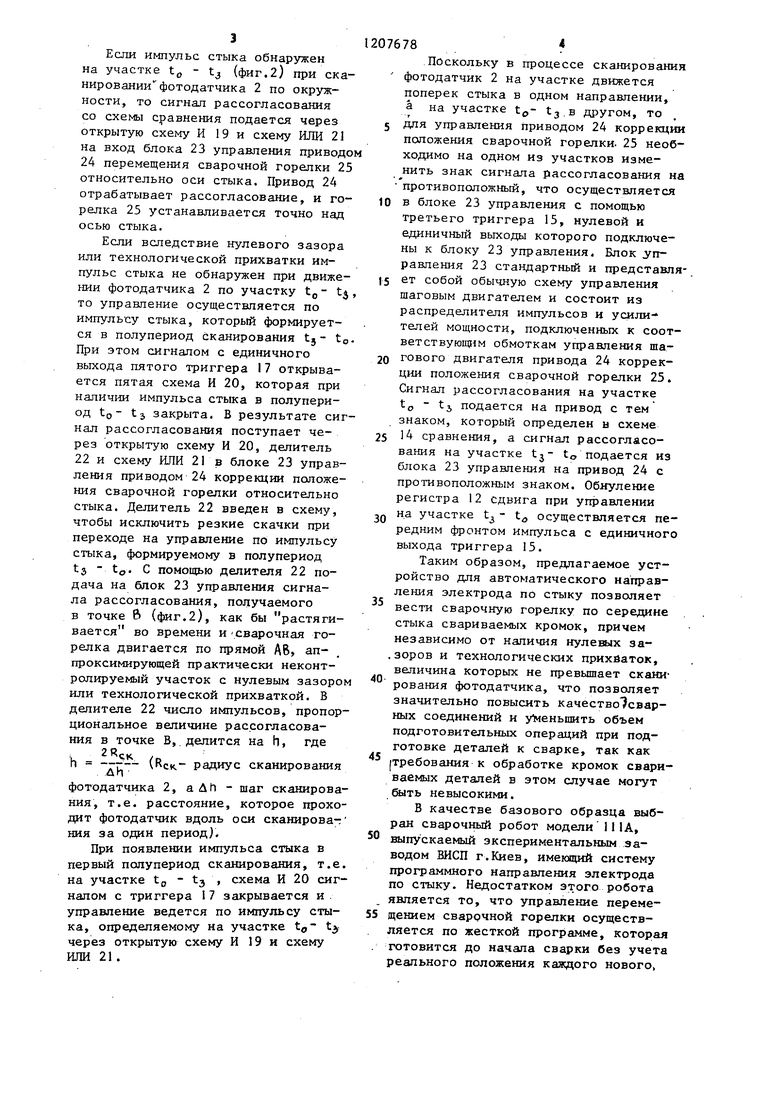
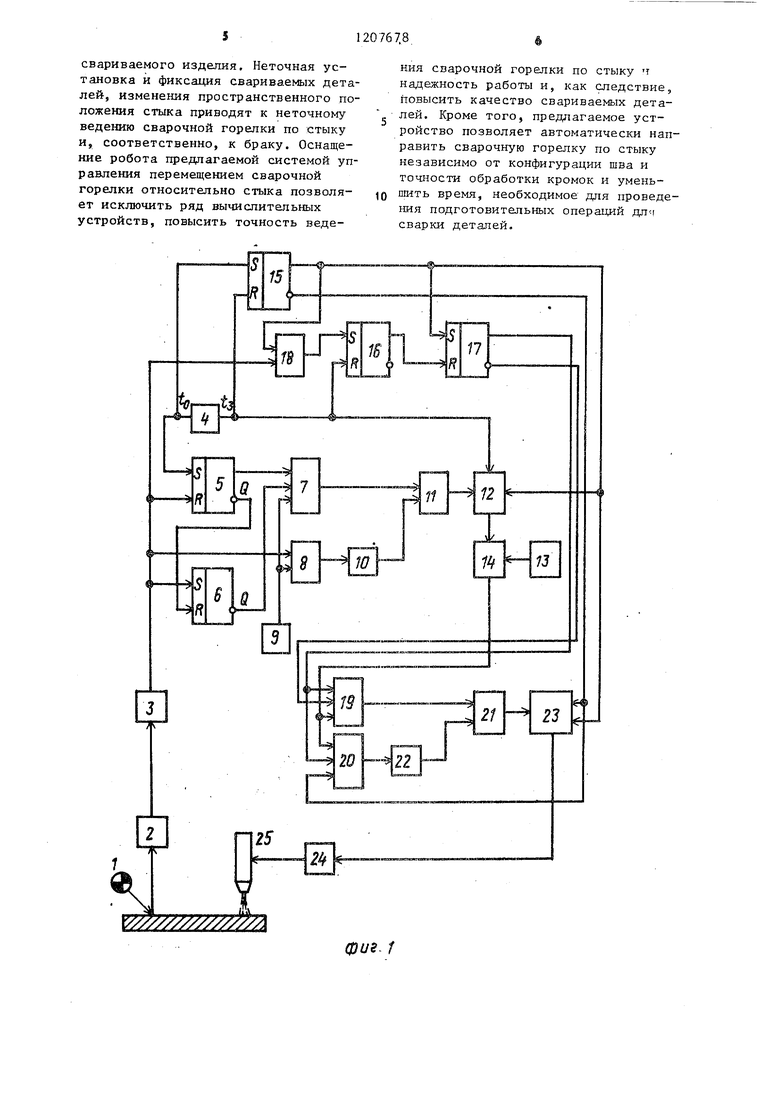
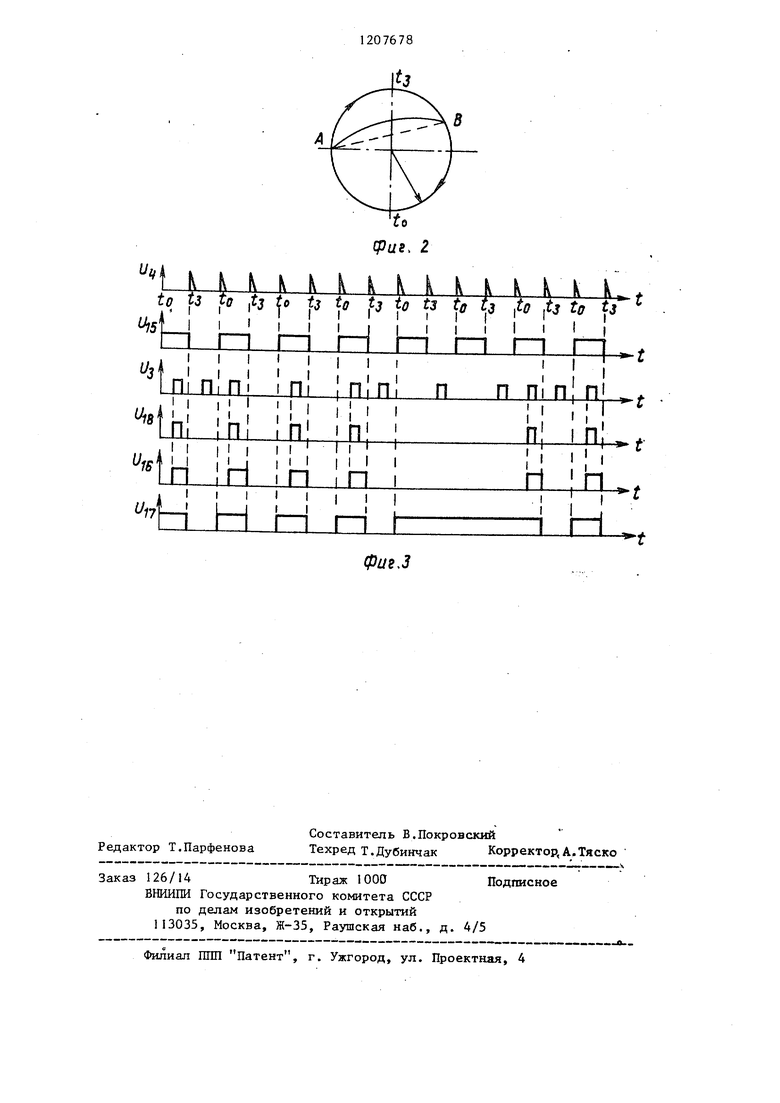
На. фиг. 1 представлена функциональная схема устройства; на фиг,2 - схема сканирования фотодатчика; на фиГоЗ - диаграммы напряжений на выходах отдельных узлов устройства.
Устройство состоит из излучателя 1 монохроматического света, расположенного под углом к стыку так, что образует около него освещенную площадку, сканирующего по окружности фотодатчика 2, расположенного на расстоянии 15-20 см от поверхности свариваемого материала, формирователя 3 импульса сты- каэ строб-генератора 4, двух RS-триггеров. 5 и б, причем R-вход пер- вого 5 и S-вход второго 6 триггеров подсоединены к выходу формирователя 3 импульса стыка, S-вход первого триггера 5 подключен к первому выходу строб-генератора 4, а- К вход второго триггера 6 - к нулевому выходу первого триггера 5, первой и второй схем И 7 и 8, входы первой из которых соединены с единичным выходом первого триггера 5, нулевым выходом (Q-выход) второго триггера 6 и вьрсодом генератора 9 татовых импульсов, подключенного также к двухвходовой схеме И 8, выход которой подключен к делителю 0 на два, первой схемы ИЛИ 11, первый вход которой соединен с выходом трехвходовой схемы И 7 непосредственно, а второй - с вь&одом двухвходовой схемы И 8 через делитель 10 на два, регистра 12 сдвига, вход которого соединен.с выходом ИЛИ 11, а его шина Сброс подсоединена к второму выходу строб-генератора 4 и единичному выходу триггера буферного регистра 13 и сх.емы 14 сравнения, третьего 15, четвертого 16 и пятого 17 дополнительных RS-триггеров третьей, четвертой и пятой схем И 18-20, второй схемы ИШ- 21 , делителя 22 и блока 23 управления приводом 24 перемещения сварочной горелки 25 относительно оси стыка.
Устройство работает следующим образом.
Световой поток, созданный излу- чатеаем 1, попадает на сканирующий по окружности фотодатчик 2, на выходе которого вг рабатывается сигнал, пропорциональный коэффициенту отражения свариваемого металла. В формирователе 3 импульса стыка этот сигнал усиливается и преобразуется в прямоугольный импульс, длительность которого пропорциональна ширине зазора между свариваемыми кромками. Импульсом стробгенерато ра в момент времени, соответствующий точке t на фиг.2. триггер 5 устанавливается в единичное состояние, а триггер 15 - в нулевое состояние, и сигналы с генератора 9 тактовых импульсов через первую схе bfy К 7 и схемы ИЛИ 1 1 проходят в регистр 12 сдвига. При появлении импульса стыка его передним фронтом второй триггер 6 -устанавливается в единичное состояние и его Q-выход закрывает схему И 7. Сигналы с генератора тактовых импульсов проходя в этом случае через вторую схему ИВ, делитель 10 на два и схему ЮШ )1 на вход регистра 12 сдвига, причем количество их пропорционально половине длительности импульса стыка. Задним фронтом импульса стык триггеры 5 и 6 устанавливаются в нулевое состояние и сигналы с генератора 9 тактовых импульсов не проходят в регистр 12 сдвига. Таким образом, в регистре 12 сдвига записывается информация о положении осевой линии стыка. В буферном регистре 13 загШсана постоянно информация о положении центра сканирования. В схеме 14 сравнения определяется сигнал рассогласования, пропорциональный величине отклонения оси стыка от положения центра сканирования.
3
Если импульс стыка обнаружен на участке t - t (фиг.2) при сканировании фотодатчика 2 по окружности, то сигнал рассогласования со схемы сравнения подается через открытую схему И 19 и схему ИЛИ 21 на вход блока 23 управления приводо 24 перемещения сварочной горелки 25 относительно оси стыка. Привод 24 отрабатывает рассогласование, и горелка 25 устанавливается точно над осью стыка.
Если вследствие нулевого зазора или технологической прихватки импульс стыка не обнаружен при движении фотодатчика 2 по участку t то управление осуществляется по импульсу стыка, который формируется в полупериод сканирования tj- to При этом сигналом с единичного выхода пятого триггера I7 открывается пятая схема И 20, которая при наличии импульса стыка в полупериод to - tj закрыта. В результате сигнал рассогласования поступает через открытую схему И 20, делитель 22 и схему ИЛИ 21 в блоке 23 управления приводом 24 коррекции положения сварочной горелки относительно стыка. Делитель 22 введен в схему, чтобы исключить резкие скачки при переходе на управление по импульсу стыка, формируемому в полупериод tj - to. С помощью делителя 22 подача на блок 23 управления сигнала рассогласования, получаемого в точке 6 (фиг.2), как бы растягивается во времени и -сварочная горелка двигается по прямой ДВ, аппроксимирующей практически неконтролируемый участок с нулевым зазоро или технологической прихваткой. В делителе 22 число импульсов, пропорциональное величине рассогласования в точке В,, делится на h, где
2 R
h -f-- (RCK радиус сканирования Дп
фотодатчика 2, аДП - шаг сканирования, т.е. расстояние, которое проходит фотодатчик вдоль оси сканирования за один период).
При появлении импульса стыка в первый полупериод сканирования, т.е на участке tg Ь , схема И 20 сигналом с триггера 17 закрывается и. управление ведется по импульсу стыка, определяемому на участке t,- tjp через открытую схему И 19 и схему ИЛИ 21 .
07678
Поскольку в процессе сканирования фотодатчик 2 на участке движется поперек стыка в одном направлении, а на участке t,- tj.B другом, то
5 для управления приводом 24 коррекции положения сварочной горелки. 25 необходимо на одном из участков изменить знак сигнала рассогласования на противоположный, что осуществляется
10 в блоке 23 управления с помощью третьего триггера 15, нулевой и единичный выходы которого подключены к блоку 23 управления. Блок уп- равления 23 стандартный и представля15 ет собой обычную схему управления шаговым двигателем и состоит из распределителя импульсов и усилителей мощности, подключенных к соответствующим обмоткам управления ща20 гового двигателя привода 24 коррекции положения сварочной горелки 25. Сигнал рассогласования на участке tp - tj подается на привод с тем знаком, который определен в схеме
25 1 сравнения, а сигнал рассогласования на участке tj- to подается из блока 23 управления на привод 24 с противоположным знаком. Обнуление регистра 12 сдвига при управлении
2Q на участке t осуществляется передним фронтом Импульса с единичного выхода триггера 15.
Таким образом, предлагаемое устройство для автоматического направления электрода по стыку позволяет вести сварочную горелку по середине стыка свариваемых кромок, причем независимо от наличия нулевых за- .зоров и технологических прихваток, величина которых не превышает сканирования фотодатчика, что позволяет значительно повысить качество7свар- ных соединений и уменьшить объем подготовительных операций при подготовке деталей к сварке, так как Требования к обработке кромок свариваемых деталей в этом случае могут быть невысокими.
В качестве базового образца выбран сварочный робот модели 111А,
50 выпускаемый экспериментальным заводом ВИСП г.Киев, имеющий систему программного Направления эпектрода по стыку. Недостатком этого робота является то, что управление переме55 щением сваррчной горелки осуществляется по жесткой программе, которая . готовится до начала сварки без учета реального положения каждого нового,
35
40
45
свариваемого изделия. Неточная установка и фиксация свариваемых деталей, изменения пространственного положения стыка приводят к неточному ведению сварочной горелки по стыку и, соответственно, к браку. Оснащение робота предлагаемой системой управления перемещением сварочной горелки относительно стыка позволяет исключить ряд вычислительных устройств, повысить точность веде
НИН сварочной горелки по стыку ч надежность работы и, как следствие, повысить качество свариваемых деталей. Кроме того, предлагаемое устройство позволяет автоматически направить сварочную горелку по стыку независимо от конфигурации шва и точности обработки кромок и уменьшить время, необходимое для проведения подготовительных операций длч сварки деталей.
У /У//У/////}/ /Л
фи. 1
fo
фиг. 2
М К К К К К 1 k к k к
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для направления электрода по стыку свариваемых деталей | 1983 |
|
SU1117163A2 |
| Устройство для направления электрода по стыку свариваемых деталей | 1979 |
|
SU856709A1 |
| Устройство для слежения по стыку | 1986 |
|
SU1391825A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Устройство для управления электронно-лучевой сваркой | 1978 |
|
SU945850A1 |
| Устройство для слежения за стыком свариваемых деталей | 1978 |
|
SU867549A1 |
| Устройство для слежения по стыку | 1989 |
|
SU1696202A1 |
| Устройство для направления электрода по стыку свариваемых деталей | 1978 |
|
SU880647A1 |
| Устройство для слежения за стыком свариваемых изделий | 1985 |
|
SU1290268A1 |
| Устройство слежения за стыком при дуговой сварке | 1988 |
|
SU1586873A1 |

Редактор Т.Парфенова
Составитель В.Покровский
Техред т. ДубинчакКорректор, А. Тяско
126/14Тираж 1000Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПИП Патент, г. Ужгород, ул. Проектная, 4
Фт,3
| Следящее устройство для направления электрода по стыку | 1979 |
|
SU872093A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для направления электрода по стыку свариваемых деталей | 1979 |
|
SU856709A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
