1
Изобретение относится к автомати зации сварочных процессов, в частности к устройствам для направления электрода по стыку.
Известны устройства для слежения за стыком свариваемых кромок, содержащие схемные решения, позволяющие им работать в условиях повышенного уровня помех от перемятия кромок при нулевом зазоре, наличия прихваток и т. д. 1.
Одако известные устройства предназначены либо для сварки определенных типов швов, либо имеют сложное схемное решение.
Известно универсальное и достаточно простое устройство направления сварочной горелки по стыку, которое, с целью исключения помех при сварке изделий с прихватками, снабжено вторьм датчиком, выполненным аналогично основному в виде катушки индуктивности с параллельно подключенным конденсатором, при этом оба датчика
расположены параллельно сварочному стыку, один от другого на расстоянии, большем величины прихваток, причем выходная цепь дополнительного датчика подключена к системе управления параллельно выходной цепи основного датчика и обе цепи разделены диодами 2.
Недостатком известного устройства является наличие двух датчиков стыка. Это существенно усложняет устройство и снижает его работоспособность, например, при расположении обоих датчиков над участками стыка без прихваток. При этом неясно сигнал какого датчика поступит в систему управления механизмом коррекции положения горелки относительно стыка.
Известно устройство для слежения за стыком, содержащее фотоэлектрический датчик с фотоприемником, скани- . рующий по окружности относительно стыка, формирователь импульсов, тригrep и блок управления коррекцией положения сварочной горелки 3j.
Однако известное устройство не обеспечивает достаточной точности слежения за стыком свариваемых деталей при наличии прихваток по стыку.
Цель изобретения - повышение каче ства сварного соединения путем повышения точности слежения при наличии прихваток по стыку.
Поставленная цель достигается тем что в устройство введены линии задержки и два элемента логического умножения , причем выход датчика подключен ко входам обоих элементов логического умножения, выход фотоприемника подключен к выходу первого элемента логического умножения и через формирователь импульсов к одному из входов триггера, другой вход которого через линию задержки соединен с выходом первого элемента логического умножения , а выход триггера - со входом второго элемента логического умножения , при этом выход второго элемента логического умножения подключен к блоку управления коррекцией положения горелки относительно стыка.
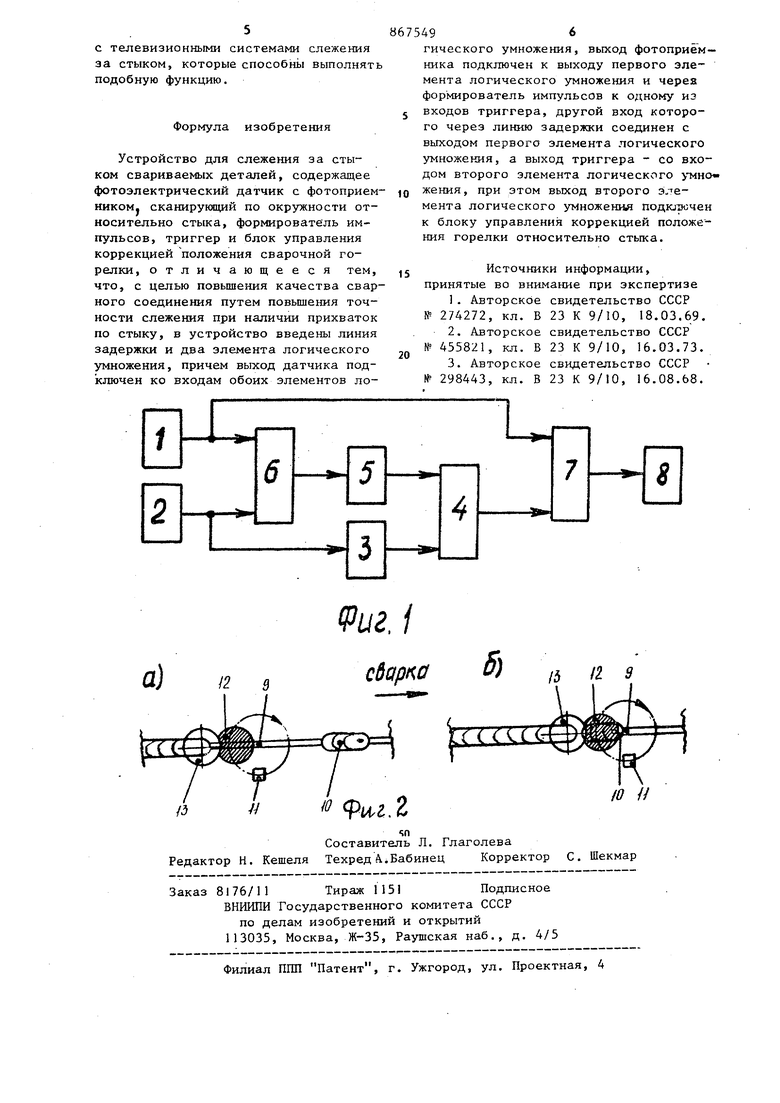
На фиг. 1 представлена функциональная схема устройства; на фиг. 2 процесс сварки.
Датчик стыка свариваемых кромок (фиг. ) состоит из основного датчика 1,.фотоприемника 2, формирователя 3 импульсов, триггера 4, линии 5 задержки и двух элементов 6 и 7 логического умножения. Управляющий сигнал с датчика поступает на вход блока Ь управления коррекцией положения горелки относительно оси стыка.
Устройство работает следугои1,им образом.
Расстояние между осью горелки и центром 9 сканирования датчика I превьплает максимальный радиус сканирования, величина которого выбирается больше половинь длины прихватки 10. Когда центр 9 сканирования (фиг.2а ) находится над участком стыка без прихваток, а приемник 3 датчика еще не достиг освещенной зоЮ) 12, на выходе триггера 4 сигнал отсутствует, и информация о стыке не пропускается на вход системы управления коррекцией положения горелки 5 вторым элементом логического умножения. Как только приемник 3 датчика пересекает границу освещенной зоны 12 на выходе
675494
фотоприемника 2 появляется сигнал, который с помощью формирователя импульсов переключает триггер 4, пропуская управляющий сигнал, возникающий при прохождении приемника 3 датчика над стыком. Сигнал стыка поступает и на вход первого элемента логического умножения 6. Так как на другой вход этого элемента приходит
10 сигнал с фотоприемника сигнал стыка через линию задержки 5 поступает на другой вход триггера 4, переключая его с 1 на О. Таким образом, при пересечении линии стыка
,5 приемником 3 в дальней точке от горелки 13 информация о стыке не пропускается на вход системы.
Поэтому для предпагаемого датчика не имеет значения находится ли прием20 ™ дальней точке от горелки 13 над стыком или над прихваткой 10.
Когда по мере передвижения .сварочного автомата прихватка 10 появляется J3 поле видимости прием дака 3, наводящегося в крайнем ближнем положении от горелки 13 (фиг. 26), уровень сигнала с датчика оказывается недостаточным для опрокидывания триггера 4. Поэтому на вход блока 8 уп равления коррекцией горелки 13 поступает сигнал датчика, сформированный в крайнем дальнем положении приемника 3.
Триггер 4 при этом остается в со. стоянии 1, т.е. готовым к приему информации с основного датчика,в ближнем положении приемника 3 от горелки. Эта информация поступает снова на вход системы управления, как только под приемником 3 появляется открытый участок стыка.
Таким образом, предлагаемый датчик стыка свариваемых кромок позволяет осуществить ориентацию горелки относительно стыка с прихватками. При этом он может служить простейшим прообразом глаз сварщика, так как при расположении горелки над открытым участком стыка (без прихваток) устройство ведет ее, получая информацию с минимального расстояния от места непосредственной .сварки. Когда приемник натыкается на прихватку, в поле зрения датчика попадает тот участок стыка, где прихватка заканчивается, и сварочный аппарат ориентируется на него. Этим достигается высокое качество отслеживания места сварки и его значительная простота по сравнению
с телевизионными системами слежения за стыком, которые способнь выполнять подобную функцию.
Формула изобретения
Устройство для слежения за стыком свариваемых деталей, содержащее фотоэлектрический датчик с фотоприемником, сканирующий по окружности относительно стыка, формирователь импульсов, триггер и блок управления коррекцией положения сварочной горелки, отличающееся тем, что, с целью повышения качества сварного соединения путем повышения точности слежения при наличии прихваток по стыку, в устройство введены линия задержки и два элемента логического умножения, причем выход датчика подключен ко входам обоих элементов ло675496
гического умножения, выход фотоприём- ника подключен к выходу первого элемента логического умножения и череа формирователь импульсов к одному из 5 входов триггера, другой вход которого через линию задержки соединен с выходом первого элемента логического умножения, а выход триггера - со входом второго элемента логического умна жения, при этом выход второго элемента логического умножения подюэочен к блоку управления коррекцией положения горелки относительно стыка.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 274272, кл. В 23 К 9/10, 18.03.69.
2.Авторское свидетельство СССР
№ 455821, кл. В 23 К 9/10, 16.03.73.
3.Авторское свидетельство СССР
№ 298443, кл. В 23 К 9/10, 16.08.68.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического направления электрода по стыку свариваемых деталей | 1984 |
|
SU1207678A1 |
| Устройство для автоматическогоНАпРАВлЕНия СВАРОчНОй гОлОВКи пОСТыКу СВАРиВАЕМыХ KPOMOK | 1979 |
|
SU821092A1 |
| Устройство для направления электрода по стыку свариваемых деталей | 1983 |
|
SU1117163A2 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
| Датчик стыка свариваемых кромок | 1978 |
|
SU694312A1 |
| Устройство для направления электрода по стыку свариваемых деталей | 1979 |
|
SU856709A1 |
| Устройство для направления электрода по стыку свариваемых деталей | 1978 |
|
SU880647A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Устройство слежения за стыком свариваемых деталей | 1989 |
|
SU1680460A1 |
| Устройство для направления электрода по стыку | 1978 |
|
SU774845A1 |
