Изобретение относится к технике, связанной с обработкой металлов дав лением, и может быть использовано для получения холодносварных неразъ ных контактных соединений, в частно сти неразъемных электрических кон .,. тактных соединений при оконцевании соединении медных и алюминиевых про водов и кабелей. Неразъемные электрические контак ные соединения, имеющие широкое при нение в системах электроснабжения п мышленных предприятий, городов и ра йонов сельского хозяйства, выпоЪняю ся при электромонтажных работах с целью оконцевания и соединения медных и алюминиевых проводов и кабеле Основной характеристикой таких соединений является стабильность элект ческого сопротивления контакта. Оче видно; что npir ХОЛОДНОЙ сварке, нап ример токоведущей .жилы, с наконечником или соединительной гильзой, контактное соединение, приобретая качества основного материала, будет обеспечивать минимальное электрическое сопротивление при прочности, сравнимс5й с прочностью материала, и которого изготовлены сравниваемые детали. Стабильность электрического сопротивления во времени, а значит и надежность электрического контакт тдкже не вызывает сомнений, так как исключается возможность возникновения электрической дуги в зоне контакта жилы с наконечником, а следовательно, обгорание контакта. Длд получения качествену9го холод носварного соэдинения, исполнительный механизм должен npeiiyсматривать выполнение операций предварительного обжатия кабельного наконечника или гильзы одновременно с ЖИЛОЙ проводника для устранения , зазоров между наконечником и жилой; создания замкнутого объема деформируемого металла; холодной сварки встречными пуансонами; извлечения изготовленного холодносварного соединения из инструмента. Операция предварительного обжатия может ,выполняться или как самостоятельная операция, или как совмещенная с операцией создания замкнутого объема.Операция создания замкнутого объема выполняется так, чтобы замкнутый объем сохранялся во время операции холодной сварки. Операция сварки должна выполняться как самостоятельная операция. Известны устройства статического действия, к кот-орым относятся ручные прессы с гидравлическим приводом t13. Однако, -обеспечивав сварку с весьма малыми скоростями (скоростьдвижения силового цилиндра 2510 м/с рабочего поршня 32 10м/с), данные устройства имеют ряд недостатков по сравнению с устройствами динамического типа, основные из них - использование ручного труда (количество качков рукоятки пресса до полного выхода силового цилиндра и поршня не более 180) и вследствие этого меньшая производительность труда (продолжительность изготовления одного ,холодносварного соединения для жил сечением 16, 95, 240 мм составляет .29, 70, 142 с соответственно), сравнительно большой вес и габариты устройств, а также наличие гидравлической системы, ограничивающей возможности применения данных устройств в условиях низких температур. Известно также устройство для соединения контактов, содержащее боек и электромагнитный привод перемещения бойка, расположенные в корпусе, матрицу и. пуансон, расположенные в матрицедержателе, а также, демпфер бойка 2. Данное устройство, реализующее ударный способ опрессованйя неразъемных электрических контактных соединенений, заключающийся в неоднократном ударном нагружении опрессовываемых изделий, относится по принципу действия к устройствам динамического типа. Устройство обеспечивает интенсивное силовое воздействие с досточно большими скоростями деформации (. рядка 1 м/с), что при частоте ударов уд/с требует около 2 с для опрессованйя алюминиевых жил сече нием 9В мм Однако качество получаемых соединений несравнимо с .качеством холодносварных неразъемных электрических контактных соеди.нений. Это объясняется тем, что данное устройство, осуществляя опрессование контактного соединения, позволяет выполнять лишь операции предварительного обжатия и создание замкнутого объема (одновременно), в то время как для получения качественного холодносварного соединения исполнительный механизм должен предусматривать также и выполнение операций холодной сварки встречными пуансонами. Цель изобретения - получение неразъемного соединения путем холодной сварки. Поставленная цель достигается тем, что устройство Для соединения контактов, содержащее боек и электромагнитный привод перемещения бойка, расположенные в корпусе, матрицу и пуансон,, расположенные в матрицедержателе, а также демпфер бойка, снабжено переключающим устройством, состоящим из упора и захвата, жестко соединенных между собой и установленных с возможностью поочередного ввода в матрицедержателъ, и осью, жестко закрепленной на матрицедержателе, при этом матри ца установлена с возможностью перемещения по оси. На фиг.1 показана работа устройства в режиме предварительного обжатия и создания замкнутого объема; на фиг.2 то же, в режиме холодной сварки встречными пуансонами; на фиг.З - положение переключающего устройства относительно матрицедержателя при работе в режиме холодной сварки йст.речными пуансонами, вид сверху; на фиг. 4 - переключаю1цее устройство, общий вид. . В корпусе 1 расположен электромаг нитный привод перемещения бойка, со стоящий из электромагнитной катушки прямого 2 и Ьбратного 3 хода. Внутри электромагнитных катушек находится боек 4, который передает энергию, полученную им при разгоне, пуансону 5, в результате чегр расположенное между пуансоном 5 и матрицей 6, находящимися в матрицедержателе 7, изделие 8 подвергается силовому воздействию. Переключающее устройство состоит из упора 9 и захвата 10. На матрицедержателе 7 жестко закреп лена ось 11, по которой при выполнеНИИ операции холодной сварки встречными пуансонами перемещается матри ца б. Пружина 12 осуществляет постоянное поджатие пуансона 5 к изде лию 8 при выполнении операции предварительного обжатия и создания зам нутого объема, а также изделия 8 к оси 11 при выполнении операции холодной сварки, В корпусе 1 расположе также демпфер 13. Устройство работает следующим образом. Схему управления подает импульс тока на электромагнитную катушку 2 Боек 4, разгоняясь, ударяет в пуанг; сон 5, а тот воздействует на изделие 8. Согласно схемы управления электромагнитная катушка 2, разогнав боек, обесточивается , а электромагнитная катушка 3 сообщает бойку значительно меньшее количество . движения, что способствует возвращению бойка в исходное положение для повторения рабочего цикла. Кроме того, катушка обратного хода 3 посредством повторных импульсов тока препятствует отхождению бойка от начального положения рабочего хода, которое происходит при соударений бойка с демпфером 13, гасящим колйчество движения, полученное бойком в результате холостого хода. Процесс установки бойка в начальное положение носит резко затухающий колебательный характер. При выполнении операции предварительного обжатия и создания замкнутого объема деформируемого металла в матрицедержателе 7 устанавливается упор 9, что исключает перемещение матриц 6 в направлении удара бойка 4. Операция создания замкнутого объема выполнется одновременно с операцией предварительного обжатия из-за соответствующей конструкции инструмента (матрицы 6 и пуансона 5) . Захват 10 в матрииедержатель для удержания.пуансона 5 и матрицы б, которые сходятся в результате предварительного обжатия, в сведённом положении. Этим обеспечивается сохранение замкнутого объема при выполнении операции холодной сварки. Одновременно с вводом захвата 10 упор 9 из матрицедержателя выводится, при этом матрица б приобретает возможность перемещения по оси 11 в направлении уда:ра бойка. В результате этого пуансон и матрица, соединенные друг с другом посредством захвата 10, вместе с изделием, спрессованным между ними, перемещаются относительно оси 11, что позволяет выполнить операцию холо;1ной сварки встречными пуансонами. При этом ось 11 играет роль одного из встречных пуансонов (вдавливается на большую глубину), а другой встречный пуансон (необходим для смещения поверхности раздела свариваемых деталей в зону сварки) является конструктивным элементом пуансона 5 и вдавливается на меньшую глубину (при соединении алюминиевой жилы в наконечником или соединительной гильзой) при выполнении операции предварительного обжатия. Таким образом, устройство дает возможность получения более качественных неразъемных электрических конт.актных соединений за счет их холодной сварки, что позволяет повьтсить надежность и долговечность неразъемных электрических контактов, а также снизить аварийность в системах электроснабжения, вызванную .выходом из строя неразъемных электричес;ких контактов, .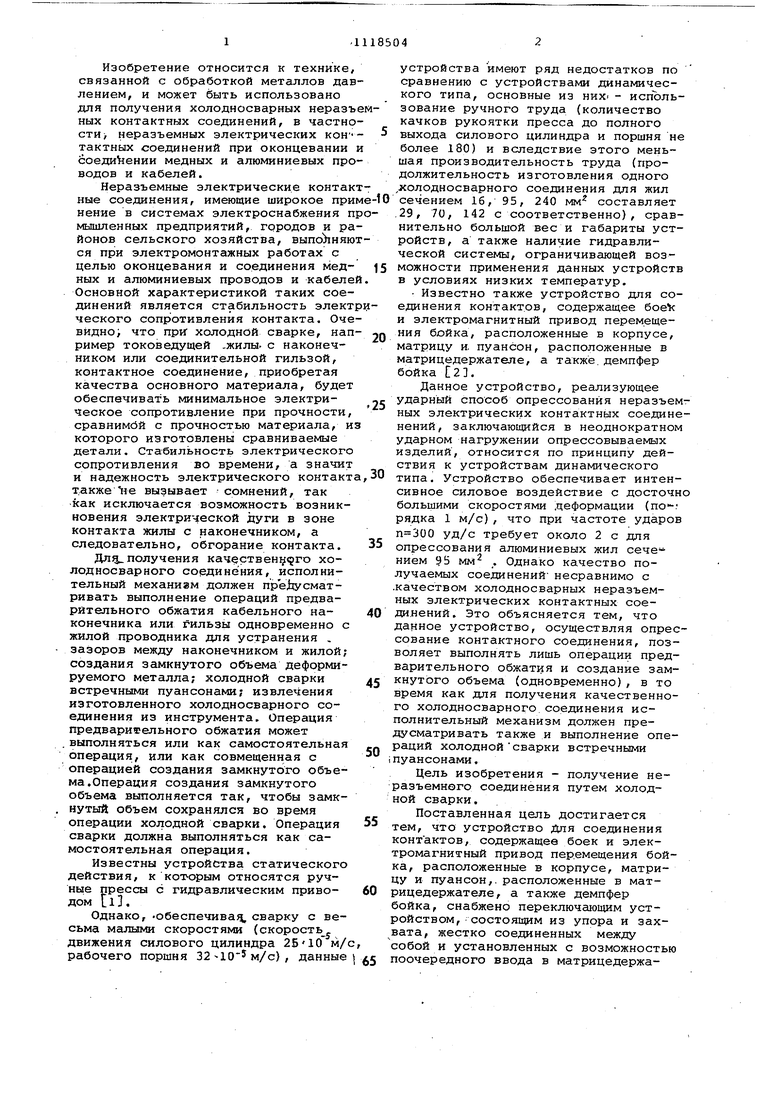
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения и оконцевания жил проводов и кабелей | 1989 |
|
SU1693673A1 |
| Устройство для опрессовки контактов | 1974 |
|
SU706897A1 |
| Способ холодной шовной сварки | 1976 |
|
SU583895A2 |
| ЭЛЕКТРОВЗРЫВНОЙ СПОСОБ КОНЦЕВОЙ ЗАДЕЛКИ КАБЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2419937C1 |
| СПОСОБ ПРОКАТКИ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457051C1 |
| Способ изготовления контактной площадки на подложке из алюминиевого сплава или алюминия | 1986 |
|
SU1381739A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1992 |
|
RU2053081C1 |
| СПОСОБ СОЕДИНЕНИЯ СИЛОВЫХ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ | 1993 |
|
RU2045799C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО КАБЕЛЬНОГО СОЕДИНИТЕЛЬНОГО УЗЛА | 1986 |
|
RU2150166C1 |
| Ручной пневмопресс для опрессовки наконечников монтажных проводов | 1986 |
|
SU1356086A1 |

УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КОНТАКТОВ, содержащее боек и электромагнитный привод перемещения бойка, расположенные в корпусе, и пуансон, расположенные в матрицедержателе, а также демпфер бойка, отличающееся тем, что, с целью получения неразт емного соединения путем холодной сварки, оно снабжено переключающим устройством, состоящим из упора и захвата, жестко соединенных между собой и установленных с возможностью поочередного в матрицедержа- . тель, и осью, жестко закрепленной на матрице Держат еле, при этом матриi ца установлена с возможностью перемещения по оси. (Л С 00 ел о 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Заключительный отчет ВНИИпроектэлектромонтаж, 2, р.75024703 | |||
| М., 1976, С.1282.Авторское свидетельство СССР 706897, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
