f Изобретение относится к изготовле нию резинотехнических изделий и может быть использовано для вулканизации стыков конвейерных лент и их ремонта. Наиболее близким к предлагаемому по технической сугтности и достигаемо му эффекту является пресс для вулканизации ленточных изделий, содержащи верхнюю и нижнюю траверсы, средство для их скрепления, нагревательные ленты и размещенные между плитами и траверсами теплоизоляционные листовые прокладки ij . Однако в известном устройстве не обеспечивается охлаждение готовог изделия под давлением, что отрицательно сказывается на его качестве. Цель изобретения - повышение качества изделий за счет обеспечения возможности принудительного охлаждения их в прессе. Поставленная цель достигается тем что в прессе для вулканизации ленточ ных изделий, содержащем верхнюю и нижнюю траверсы, средство для их скрепления, нагревательные плиты и размещенные между ними и траверсами теплоизоляционные листовые прокладки каждая прокладка выполнена состоящей из двух разъемных элементов в виде гребенок, одна из которых вставлена в пазы другой с возможностью относительного перемещения и выполнена меньщей по толщине. Такое конструктивное выполнение пресса позволяет после вулканизации и выдержки изделия извлекать тонкие гребенки из пресса, и через пазы вто рой гребенки производить подачу воздуха для охлаждения изделия, находящегося в прессе. На фиг. 1 изображен предлагаемый пресс; на фиг. 2 - одна из гребенок Пресс для вулканизации ленточных изделий содержит верхнюю 1 и нижнюю 2 траверсы, верхнюю 3 и нижнюю 4 нагревательные плиты, размещенные между плитами и траверсами листовые теплоизоляционные прокладки 5. Каждая прокладка 5 выполнена состоящей из двух элементов в виде гребенок 6 и 7. Гребенки 7 вставлены ff пазы гребенок 6 с возможностью относительного перемещения и выполне ны меньшими по толщине, поэтому они не находятся под воздействием давления пресса. 41 Траверсы 1 и 2 скреплены между собой с помощью средства, которое выполнено в виде шарнирно смонтированных на верхней траверсе 1 двуплечих рычагов 8, тяг 9 и 10 и смонтированного на верхней траверсе 1 по ее центру привода 11, например гидродомкрата. Каждый рычаг 8 одним плечом посредством тяги 9 шарнирно связан с приводом 11, а вторым плечом посредством тяги 10 и шарнира 12 связан с нижней траверсой 2. Для установки верхней траверсы и переноса пресса имеется проущина 13. В прессе имеются ограничители 14 для установки плиты 3 в заданном положении и предотвращения повреждения изделия. Пресс работает следующим образом. При эксплуатации нижняя траверса 2 устанавливается на раму 15 конвейера, ленту 16 изделия которого необходимо ремонтировать или стыковать. Вулканизуемый участок ленты 16 укладывается на нижнюю плиту 4 между ограничителями 14. Затем с помощью грузоподъемного механизма за проушину 13 верхняя траверса 1 со средством для скрепления и верхней плитой 3 подводится к ленте 16 до взаимодействия последней с плитой 3. С помощью шарниров 12 тяги 10 соединяются с нижней траверсой 2. При включении привода 1 тяги 9 поворачивают рычаги 8 в вертикальной плоскости относительно траверсы 1 и прижимают траверсу 1 с большим выигрышем в силе. При этом вследствие того, что привод установлен по центру верхней траверсы опорная реакция от привода направлена, в сторону прессующих усилий, поэтому можно наиболее полно использовать мощность привода, а траверсу выполнить наиболее легкой. Затем включаются нагревательные элементы нагревательных плит 3 и 4, и осуществляется вулканизация. После вулканизации и вьщержки ленты под давлением отключаются нагревательные элементы и вьщвигаются из пресса гребенки 7, а в пазы гребенок 6 нагнетается воздух, происходит интенсивное принудительное охлаждение ленты, находящейся в прессе по давлением. Предлагаемый пресс обеспечивает высокое качество изделий и позволяет, сократить время процесса вулканизации.
LJI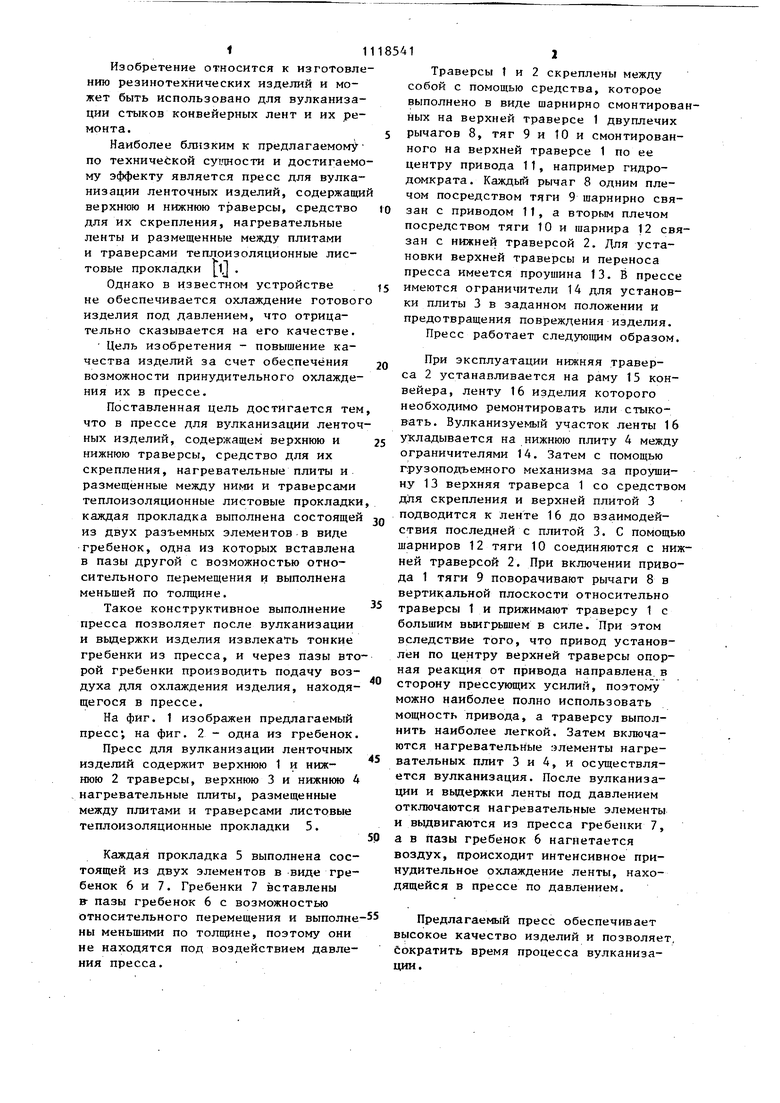
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для местной вулканизации конвейерных лент | 1980 |
|
SU882771A1 |
| Устройство для вулканизации стыков конвейерных лент | 1985 |
|
SU1351813A1 |
| Вулканизационный пресс для длинномерных резинотехнических изделий | 1989 |
|
SU1611746A1 |
| Вулканизационный пресс для соединения стыков резино-технических изделий | 1990 |
|
SU1720874A2 |
| Вулканизационный пресс | 1985 |
|
SU1351802A2 |
| Вулканизационный пресс для соединения стыков резино-технических изделий | 1988 |
|
SU1629207A1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ, СДВИГОВАЯ ВАЛКОВАЯ ГОЛОВКА И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053123C1 |
| Многоэтажный пресс | 1973 |
|
SU494286A1 |
| ПРЕСС | 1992 |
|
RU2021128C1 |
| Обогреваемый пресс | 1987 |
|
SU1479292A1 |

ПРЕСС ДЛЯ ВУЛКАНИЗМЩИ ЛЕНТОЧНЫХ ИЗДЕЛИЙ, содержащий верхнюю и нижнюю траверсы, средство для их скрепления, нагревательные плиты и размещенные между ними-и траверсами теплоизоляционные листовые прокладки, отличающийся тем, что, с целью повьшения качества изделий за счет обеспечения возможности принудительного охлаждения их в прессе, каждая прокладка выполнена состоящей из двух разъемных элементов в виде гребенок, одна из которых вставлена в пазы другой с возможностью относительного перемещения и выполнена меньшей по толщине.
.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для местной вулканизации конвейерных лент | 1980 |
|
SU882771A1 |
| Солесос | 1922 |
|
SU29A1 |
