:перпендикулярном станине направле- |нии. Ппита 6 смонтирована на тра- |версе 8, которая посредством колонн |связана со станиной. Средняя плита 6 снабжена средством для регулирования положения изделия 38 относительно плит, выполненным в виде смонтированных на, нижнем торце плиты 6 винтовых пар 27 с роликами 29. В исходном положении плита 6 поднята. Изделие 38 укладывается на ролики 30 и 31 рамы и при опускании плиты 6 заправляется в рабочее положение. 2 з.п. ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вулканизационный пресс для длинномерных резинотехнических изделий | 1990 |
|
SU1781059A1 |
| Вулканизационный пресс | 1978 |
|
SU804502A1 |
| Пресс вулканизационный | 1979 |
|
SU835814A1 |
| Установка для формования и вулканизации резинотехнических изделий | 1985 |
|
SU1310230A1 |
| Пресс для вулканизации длинномерных резинотехнических изделий | 1975 |
|
SU654441A1 |
| Вулканизационный пресс | 1986 |
|
SU1353614A1 |
| Установка для сборки крупногабаритных резинотехнических изделий | 1978 |
|
SU739835A1 |
| Вулканизационный пресс | 1976 |
|
SU605370A1 |
| Вулканизационный пресс для соединения швов резинотехнических изделий | 1987 |
|
SU1482811A1 |
| Устройство для перезарядки пресс-форм вулканизационных прессов | 1987 |
|
SU1717382A1 |
Изобретение относится к оборудованию для изготовления крупногабаритных резинотехнических изделий из листовых заготовок соединением их кромок и может быть использовано для вулканизации швов. Цель изобретения - обеспечить удобство в обслуживании. Для этого С-образная рама 2 закреплена на станине 1 средней частью. Средняя плита 6 установлена с возможностью возвратно-поступательного перемещения в перпендикулярном станине направлению. Плита 6 смонтирована на траверсе 8, которая посредством колонн связана со станиной. Средняя плита 6 снабжена средством для регулирования положения изделия 38 относительно плит, выполненным в виде смонтированных на нижнем торце плиты 6 винтовых пар 27 с роликами 29. В исходном положении плита 6 поднята. Изделие 38 укладывается на ролики 30 и 31 рамы и при опускании плиты 6 заправляется в рабочее положение. 2 з.п.ф-лы, 2 ил.
Изобретение относится к оборудованию для изготовления крупногабаритных резинотехнических изде- |лий для листовых заготовок соеди- |нением их кромок и может быть пользовано для вулканизации швов.
Цель изобретения - удобство в обслуживании.
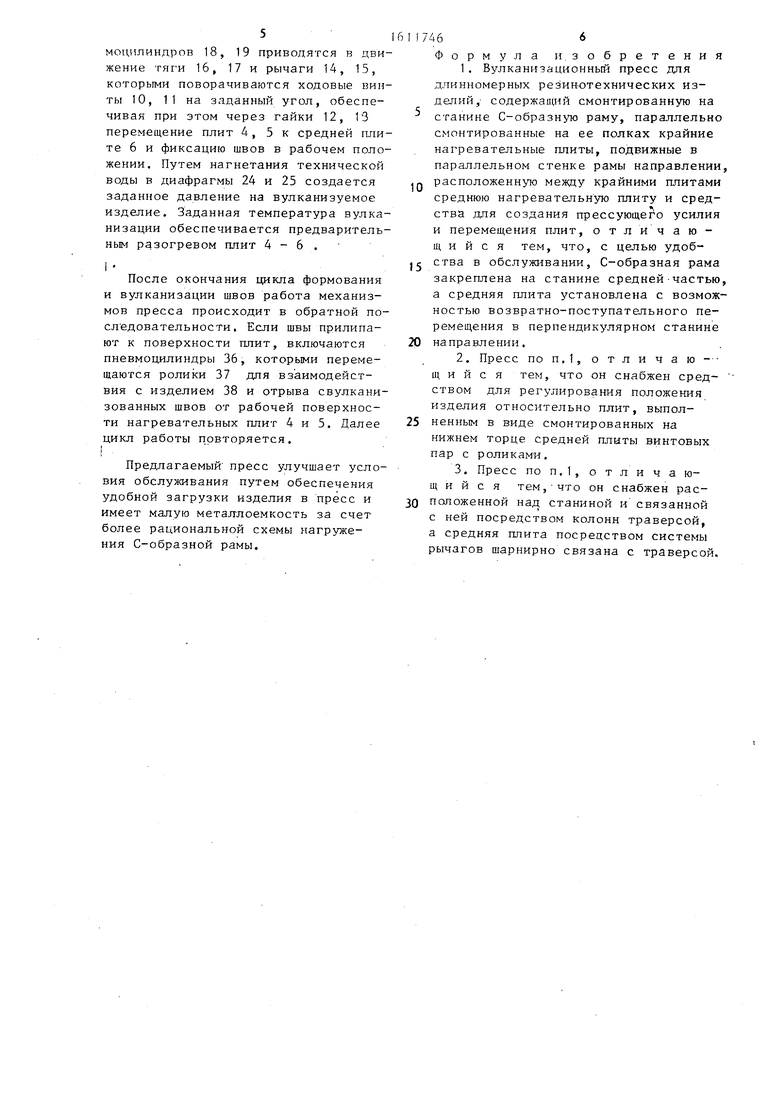
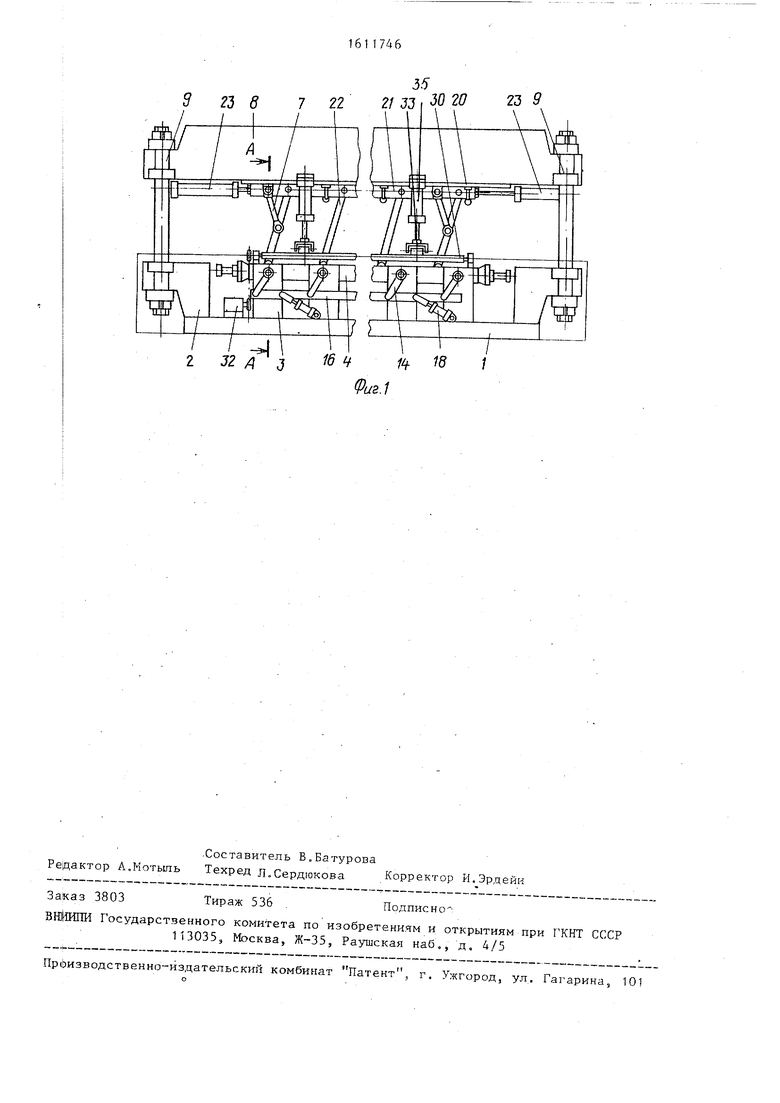
На фиг.1 изображен предлагаемый пресс; на фиг,2 - разрез А-А на фиг. I Вулканизационный пресс для лен- |точных резиновых изделий содер жит |станину 1 и С-образную раму 2, за- :крепленную на станине средней частью |и образованную набором С-образных |стоек 3. На полках С-образной рамы |2 с возможностью перемещения в параллельном средней ее части направ- пении смонтированы нагревательные |крайние плиты 4 и 5. Между плитами 4 и 5 с возможностью возвратно-пос- ;тупательного перемещения в перпендикулярном средней части рамы направлении расположена средняя на- |греБательная плита 6. Последняя по Средством системы рычагов 7 шарнир- но связана с траверсой 8, которая при помощи колонн 9 связана с ра-
:МОЙ.
Средство для перемещения крайних. П.ПИТ 4 и 5 выполнено в виде винтов 10 и 11, взаимодействующих соответственно с гайками 12 и ,13 плит 4 и 5 и связанных через рычаги 14 и 15 с общими тягами 16 и 17,и связанных штоками с последними пневмоцилиндров 18 и 19.
Средство для перемещения средней плиты 6 выполнено в виде установленной на роликах 20 подвижной тяги 21 шарнирно связанной посредством рычагов 22 со средней плитой 6, и связанных с тягой 21 пневмоцилиндров 23, средняя плита 6 имеет эластичны диафрагмы 24 и 25, с помощью которых создается прессующее усилие. Плиты
5
0
5
0
5
0
5
0
5
4-6 снабжены нагревательными элементами 26.
Средняя плита 6 снабжена средством для регулирования положения изделия относительно нагревательных Ш1ИТ, выполненным в виде винтовых пар, образованных винтами 27 и гайками 28, закрепленными на нижнем тор- це плиты 6. Винты- 27 снабжены роликами .
Вулканизационный пресс имеет средство для загрузки, которое содержит приводные ролики 30 и 31, установленные на раме 2 и связанные с приводом 32, и прижимные ролики 33 и 34, смонтированные на штоках цилиндров 35, закрепленных на траверсе 8. Средство, для отрыва изделия от плит выполнено в виде силовых цилиндров 36, установленных на станине 1 между образующими стойками 3. На штоках цилиндров 36 смонтированы ролики 37.
Вулканизадионный пресс работает следующим образом.
В исходном положении средняя плита
6находится в крайнем верхнем положении. Ленточное изделие 38 укатывается на С-образную раму 2, его швы располагаются на одинаковом расстоянии от плоскости симметрии пресса. Вращением гайки 28 устанавливаются винты 27 с роликами 29 таким образом, чтобы при загрузке изделия обеспечивалась точная ориентация вулканизуемых швов относительно рабочей . зоны нагревательных.плит пресса.
Затем пневмоцилиндрами 35 опускаются прижимные ролики 33 и 34,после -чего срабатывают пневмодилиндры 23. которые через тягу 21, рычаги 22 .и
7начинают опускать среднюю плиту б в крайнее нижнее положение. Одновременно с этим включается привод 32 роликов 30, 31 и происходит равномерная подача стыков изделия в рабочую зону пресса. Далее с помощью пневмоцилиндров 18, 19 приводятся в дни жение тяги 16, 17 и рычаги 14, 15, которыми поворачиваются ходовые вин ты 10, 11 на заданный угол, обеспечивая при этом через гайки 12, 13 перемещение плит А, 5 к средней пли те 6 и фиксадию швов в рабочем положении. Путем нагнетания технической воды в диафрагмы 24 и 25 создается заданное давление на вулканизуемое изделие. Заданная температура вулканизации обеспечивается предварительным разогревом плит 4 - 6 .
I
После окончания цикла формования и вулканизации швов работа механизмов пресса происходит в обратной последовательности. Если швы прилипают к поверхности плит, включаются пневмоцилиндры 36, которыми перемещаются ролики 37 дпя взаимодействия с изделием 38 и отрыва свулкани- зованных швов от рабочей поверхности нагревательных плит 4 и 5. Далее цикл работы повторяется.
Предлагаемый пресс улучшает условия обслуживания путем обеспечения удобной загрузки изделия в пресс и имеет малую металлоемкость за счет более рациональной схемы нагруже- ния С-образной рамы.
117466
Формула и.зобретения
,Q расположенную между крайними плитами среднюю нагревательную плиту и средства дпя создания прессующего усилия и перемещения плит, о тли ч а ю - щ и и с я тем, что, с целью удобJ5 ства в обслуживании, С-образная рама закреплена на станине средней-частью, а средняя плита установлена с возможностью возвратно-поступательного перемещения в перпендикулярном станине
20 направлении.
нижнем торце средней плиты винтовых пар с роликам-и.
3 23 8 7 22
23 9
| Вулканизационный пресс | 1984 |
|
SU1237453A1 |
| Солесос | 1922 |
|
SU29A1 |
| ВСЕСОЮЗНАЯ | 0 |
|
SU376265A1 |
| Солесос | 1922 |
|
SU29A1 |
| t, | |||
