10
Изобретение относится к оборудованию для производства резинотехни-- ческих изделий, в частности из листовых заготовок, путем вулканизации соединительных швов под давлением и является усовершенствованием из- вестного пресса по авт. св. № 1 237453.
Цель изобретения - .повьшение ка- чества формования и вулканизации соединительных швов.
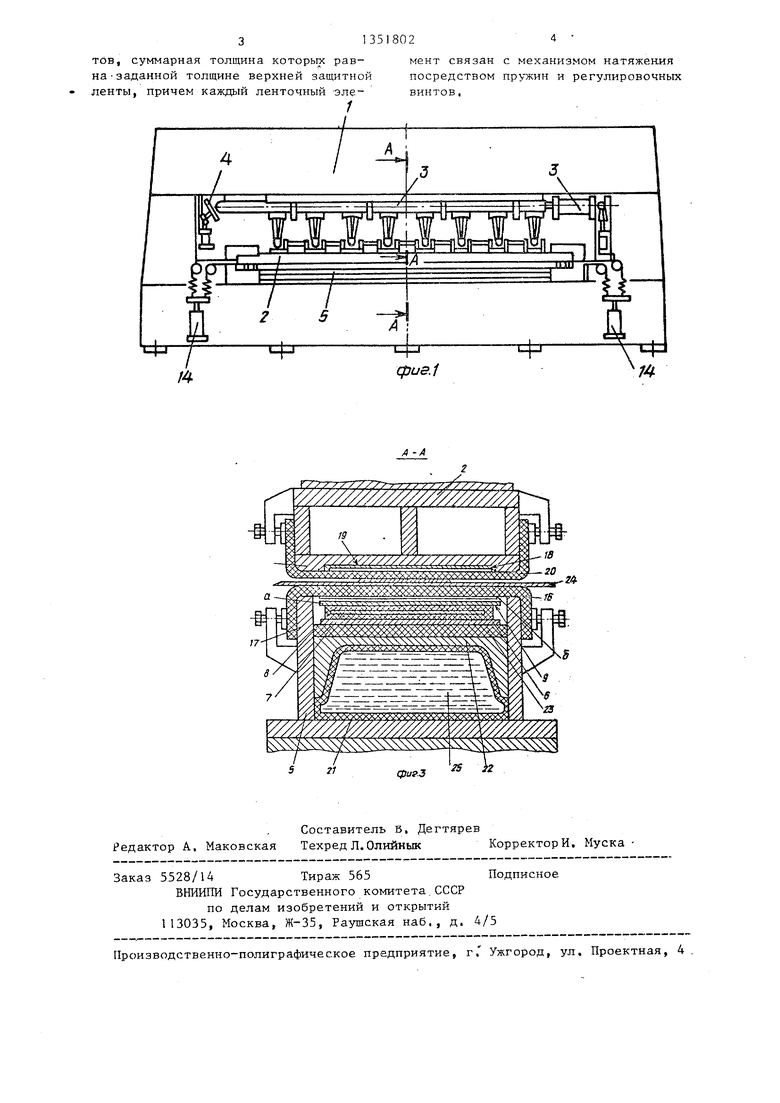
На фиг. 1 изображен вулканиза- ционный пресс, общий вид; на фиг. 2- часть нагревательного элемента с защитными лентами; на фиг. 3 - разрез А-А на фиг. 1,
Вулканизационный пресс содержит станину I, на которой смонтированы вертикально-подвижная верхняя плита 2 с механизмом 3 возвратно-поступательного пе ремещения и механизмом 4 фиксации и неподвижная нижняя плита 5. Нижняя защитная лента 6 (фиг, 2) выполнена из материала с малым коэффициентом трения (например, из стали, 25 смазанной тальком или графитом). Нагревательный элемент 7 заделан в герметичную рубашку 8 из теплостойкой резины .
15
20
На нагревательный элемент 7 уложена верхняя защитная лента 9, которая состоит из набора независимых ленточных элементов, например двух - а и б. Суммарная толщина ленточных элементов а и б равна, заданной толщине верхней защитной ленты 9 Каждый ленточный элемент а и б огибает отклоняющие ролики 10 и связан с механизмом 11 натяжения посредством регулировочных винтов 12 и пружин 13, Механизм 11 натяжения . включает силовые цилиндры 14 и равноплечие траверсы 15, Верхняя защитная лента закрыта эластичным изолятором 16, закрепленным на корпусе 17
Верхняя плита 2 в отличие от нижней плиты 5 является жесткой и снабжена ленточным нагревательным элементом 18 сопротивления, изолирован- ньм эластичными изоляторами 19 и 20, На нижней плите 5 расположена гидроподушка, образованная резиновой камерой 2 и монолитной пластиной 22 с тепловой изоляцией 23,
Пресс работает следующим образом.
Перед началом процесса регулируется натяжение пружин 13 винтами 12
5
5
0
ДЛЯ установки равного натяжения ленточных элементов а и б.
Исходное положение верхней плиты 2 - крайнее верхнее положение. На нижнюю плиту 5 укладывают заготовку 24, Механизмом 3 возвратно-поступательного перемещения плиту 2 опускают до контакта с заготовкой 24 и фиксируют механизмом 4. В резиновую камеру 21 подают воду 25 под дав- лением, которое через тепловую изоляцию 23, защитные ленты 6 и 9, нагревательный элемент 7 и эластичный изолятор 16 передается на шов заготовки 24. При этом нагревательный элемент 7 в рубашке 8 скользит между защитными лентами 6 и 9, изгибается в соответствии с профилем шва, обеспечивая его равномерное формование и прогрев.
Верхний ленточный элемент а скользит относительно ленточного элемента б, каждый из них изгибается в соответствии с профилем шва без образования резких перегибов ,
При проскальзывании лент ленточных, элементов а и б нагрузки передаются на пружины 13, которые растягиваются на заданную величину с помощью пневмоцилиндров 14 через равноплечие траверсы 15. Подрегу.йи- ровка натяжения каждой пружины производится с помощью регулировочных винтов 12, Таким образом обеспечивается равномерность натяжения элементов а и б верхней заш;итной ленты 9 в исходном положении, саморегулировка натяжения и возможность проскальзывания их один относительно другого в рабочем положении.
По окончании процесса вулканизации стыка давление в камере 21 пресса сбрасывается, верхняя плита рас- фиксируется и поднимается в исходное положение, Защитные ленты и нагревательный элемент под действием механизма натяжения распрямляются.
Далее цикл работы повторяется.
0
5
0
0
55
Формула изобретения
Вулканизационный пресс по авт, ев, № 1237453, о тличающий- с я тем, что, с целью повышения качества формования и вулканизации соединительных швов, верхняя защитная лента выполнена состоящей из набора независимых ленточных элементов, суммарная толщина которьк равна Заданной толщине верхней защитной ленты, причем каждый ленточный -эле1
мент связан с механизмом натяжения посредством пружин и регулировочных винтов,
CfJUS.I
П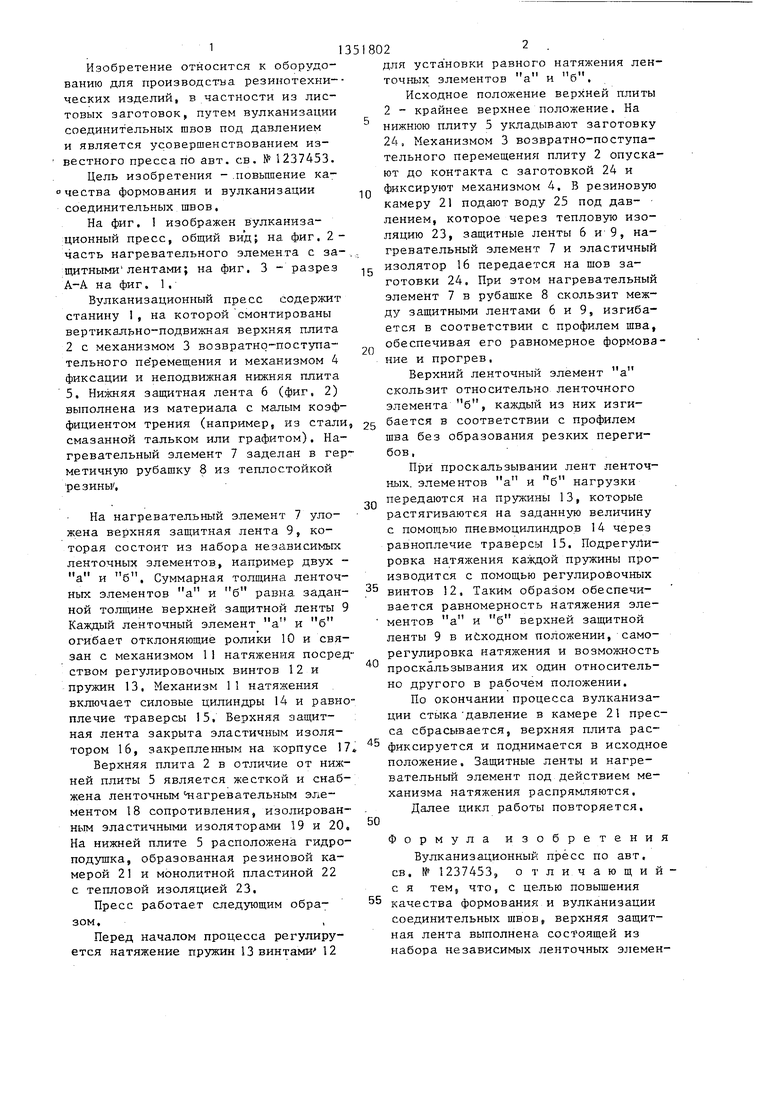
| название | год | авторы | номер документа |
|---|---|---|---|
| Вулканизационный пресс | 1984 |
|
SU1237453A1 |
| Вулканизационный пресс | 1987 |
|
SU1482810A1 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| Вулканизационный пресс для длинномерных резинотехнических изделий | 1989 |
|
SU1611746A1 |
| Пресс вулканизационный | 1979 |
|
SU835814A1 |
| Трехплитная пресс-форма | 1988 |
|
SU1595657A1 |
| Вулканизационный пресс для соединения стыков резино-технических изделий | 1990 |
|
SU1720874A2 |
| СПОСОБ ВУЛКАНИЗАЦИИ ШЕВРОННОЙ ЛЕНТЫ | 2022 |
|
RU2795292C1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ЗАГОТОВОК | 1971 |
|
SU317539A1 |
| УНИВЕРСАЛЬНЫЙ ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2014 |
|
RU2555290C1 |
Изобретение относится к оборудованию для производства резиновых технических изделий, в частности из листовых заготовок, путем вулканизации соединительных швов под давлением и Является усовершенствованием известного пресса по авт. св. № 1237453, Цель дополнительного изобретения - повышение качества формования и вулканизации соединительных швов. Для этого верхняя защитная лента 9 выполнена состоящей из набора независимых ленточных элементов а и б. Суммарная толщина последних равна заданной толщине ленты 9. Каждый ленточный элемент связан с механизмом 11 натяжения посредством пружин 13 и регулировочных винтов 12. 3 ил i (Л // М гч gjue.2
,5
фиг.Э
Составитель Б, Дегтярев Редактор А. Маковская Техред Л. Олийньш Корректор И. Муска Заказ 5528/14Тираж 565Подписное
ВНИИПИ Государственного комитета.СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.«М,. «.-.«- «1.™..---М-- - --- ™..-.---- - - - -- -е- - --Я------ - - - .в-..
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Вулканизационный пресс | 1984 |
|
SU1237453A1 |
| Солесос | 1922 |
|
SU29A1 |
