Изобретение относится к изготовлению крупногабаритных резинотехнических изделий из листовых заготовок соединением их кромок, предназначено для вулканизации стыков и является усовершенствованием изобретения по авт.св. Ns 1629207.
Известен вулканизационный пресс для соединения стыков резинотехнических изделий, содержащий нагревательные плиты, одна из которых снабжена эластичной подушкой, установленной в металлической рамке, резино-тканевой пластиной, покрытой антифрикциионным материалом и помещенной в металлическую рамку на эластичную подушку, механизм для перемещения верхней плиты и механизм для создания давления прессования.
В известном прессе эластичная подушка и резино-тканевая пластина сжимаются
и спрессовывают стык, при этом прессующее усилие передается нетолько на стык, но и на стенки изделия, примыкающие к стыку, поскольку в нем отсутствуют элементы, ограничивающие степень сжатия нагревательных плит, в результате чего при формовании стыка невулканизованного изделия или изделия из термоэластопластов возможно пережатие стенки и ее утонение в месте контакта с эластичной подушкой и с резинотканевой пластиной, что приводит к снижению качества изделий.
Целью изобретения является повышение качества изделий за счет предотвращения деформации стенок изделия, примыкающих к стыку.
Поставленная цель достигается тем, что вулканизационный пресс для соединения стыков резинотехнических изделий, содерVI
ю о
00
VI
ю
жащий нагревательные плиты, одна из которых снабжена эластичной подушкой, установленной в металлической рамке, резино-тканевой пластиной, покрытой антифрикционным материалом и помещенной в металлическую рамку на эластичную подушку, механизм для перемещения верхней плиты и механизм для создания давления прессования, пресс снабжен ограничителем величины зазора между нагревательными плитами. Ограничитель, может быть выполнен в виде регулировочных винтов для взаимодействия с нижней плитой.
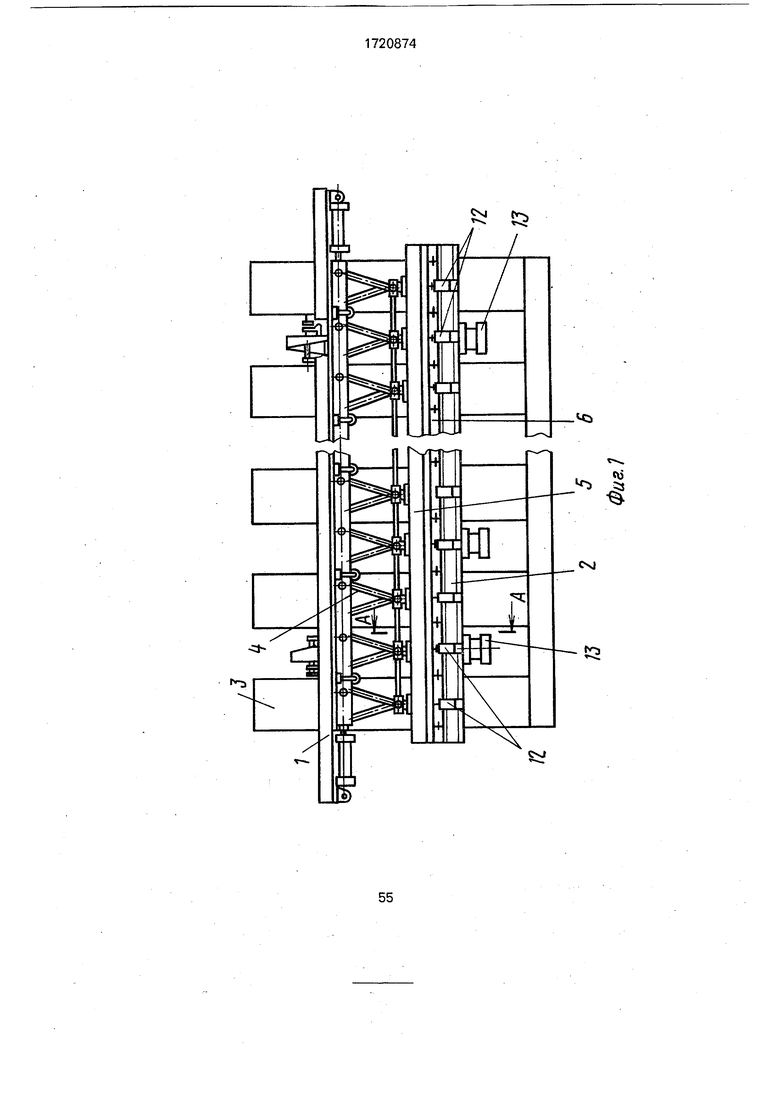
На фиг.1 изображен пресс, общий вид; на фиг.2 - разрез А-А, нижняя плита в исходном положении; на фиг.З - то же, нижняя плита в рабочем положении.
Вулканизационный пресс содержит верхнюю 1 и нижнюю 2 траверсы, соединенные между собой стойками 3. На верхней траверсе 1 смонтирован механизм 4 для перемещения верхней жесткой нагревательной плиты 5. На нижней траверсе 2 установлена нижняя жесткая нагревательная плита 6. На плиту 6 установлена металлическая рамка 7, в которую вставлены эластичная подушка 8 и помещенная на последнюю резино-тканевая пластина 9, покрытая антифрикционным материалом, например тальком или сульфидом молибдена. Сверху на.металлическую рамку 7 и ре- зино-тканевую пластину 9 наложена эластичная теплостойкая прокладка 10, удерживающая эластичную подушку 8 и ре- зино-тканевую пластину 9 в рамке 7. Прокладка 10 закреплена на плите 6 фиксаторами (не показаны). Ограничитель величины зазора между плитами 5 и 6 выполнен в виде регулировочных винтов 11, ввернутых в резьбовые отверстия верхних полок кронштейнов 12, смонтированных на нижней траверсе 2. Нижняя плита 6 соединена с штоками гидроцилиндров 13, образующими механизм для создания давления прессования.
Вулканизационный пресс работает следующим образом.
Верхнюю 5 и нижнюю 6 плиты нагревают до заданной температуры и механизмом
4поднимают верхнюю плиту 5 в крайнее верхнее положение. Подготовленный стык
14 изделия 15 укладывают на прокладку 11 нижней плиты 6 и опускают верхнюю плиту
5в исходное положение до контакта с выступающей частью стыка 14 изделия 15. Затем гидроцилиндрами 13 поднимают
нижнюю плиту 6 в рабочее положение, создавая давление прессования Р, которое передается на стык 14 изделия 15. Пластина 10, взаимодействуя со стыком через прокладку 10, предотвращает его смещение как
в продольном,так и в поперечном направлениях. Эластичная подушка 8, удерживаемая рамкой 7 и прокладкой 10, сжимается и равномерно спрессовывает стык. При подъеме нижней плиты 6 она своими закраинами
упирается в винты 11, предварительно отрегулированные так, чтобы прокладка 10 только лишь соприкасалась со стенками изделия 15, не деформируя их.
Тепло от плиты 5 непосредственно, а от
плиты 6 через подушку 8 и пластину 9 передается к стыку 14, и происходит его вулканизация. После окончания процесса вулканизации поднимается верхняя плита 5, и изделие вынимается из пресса. Далее процесс повторяется. Благодаря наличию ограничителя величины зазора между нагревательными плитами отсутствует силовое воздействие на стенки изделия, что предотвращает их деформацию и повышает качество изделий.
Формула изобретения
1.Вулканизационный пресс для соединения стыков резинотехнических изделий по авт.св. № 1629207, отличающийся тем, что, с целью повышения качества изделий за счет предотвращения деформации стенок изделия, примыкающих к стыку, пресс снабжен ограничителем величины зазора между нагревательными плитами.
2.Пресс по п..1, о т л и ч а ю щ и и с я тем, что ограничитель величины зазора выполнен в виде регулировочных винтов для взаимодействия с нижней плитой.
Јэ
8 9
| название | год | авторы | номер документа |
|---|---|---|---|
| Вулканизационный пресс для соединения стыков резино-технических изделий | 1988 |
|
SU1629207A1 |
| Вулканизационный пресс | 1985 |
|
SU1351802A2 |
| ПРЕСС ДЛЯ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ СТЫКОВ ИЗДЕЛИЙ | 1992 |
|
RU2017617C1 |
| Вулканизационный пресс для длинномерных резинотехнических изделий | 1989 |
|
SU1611746A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 2007 |
|
RU2357860C2 |
| Вулканизационный пресс для соединения швов резинотехнических изделий | 1987 |
|
SU1482811A1 |
| Вулканизационный пресс | 1984 |
|
SU1193003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОРНЫХ РЕЗИНОТКАНЕВЫХ РУКАВОВ | 2008 |
|
RU2376141C1 |
| ПРЕСС ДЛЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2033329C1 |
| ПРЕСС | 1991 |
|
RU2011521C1 |

Изобретение относится к изготовлению крупногабаритных резинотехнических изделий из листовых заготовок соединением их кромок, предназначено для вулканизации стыков и является усовершенствованием изобретения по авт.св. СССР № 1629207. Цель изобретения - повышение качества изделий за счет предотвращения деформации стенок изделия, примыкающих к стыку. Для этого пресс снабжен ограничителем величины зазора между нагревательными плитами. Ограничитель может быть выполнен в виде регулировочных винтов для взаимодействия с нижней плитой. Благодаря наличию ограничителя величины зазора межд плитами обеспечивается минимальное расстояние между ними, при котором происходит формование стыка без деформирования стенок изделия. 1 з.п. ф-лы, 3 ил. zt Ё
| Вулканизационный пресс для соединения стыков резино-технических изделий | 1988 |
|
SU1629207A1 |
| Солесос | 1922 |
|
SU29A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
