«. 7 V V
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2803391C1 |
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2813092C1 |
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2815576C1 |
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2022 |
|
RU2803024C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2023 |
|
RU2804254C1 |
| Способ изготовления тензорезисторных датчиков силы | 1983 |
|
SU1118876A1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2004 |
|
RU2308010C2 |
| Тензорезисторный датчик силы | 1989 |
|
SU1735726A1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2023 |
|
RU2803392C1 |
| Полупроводниковое измерительное устройство | 1984 |
|
SU1247693A1 |
Изобретение относится к приборостроению и может быть использовано при изготовлении в серийном производстве датчиков силы с упругими элементами параллелограммного типа. С целью повышения производительности труда за счет возможности автоматизации процесса изготовления берут две одинаковые ленты 1 и 1Ъ прямоугольного сечения. В каждой из них выполнено по продольному пазу, 2,3 и 2Ъ, 3Ъ, форма которого соответствует половине внутреннего профиля упругого элемента, соединяют ленты по плоским поверхностям со стороны пазов. Далее укладывают их между двумя частями кондуктора 6 и 7, чтобы паз каждой из частей кондуктора в плане располагался над рабочими поверхностями. После этого ленты 1 и 1Ъ соединяют в монолитный блок упругих элементов путем диффузионной сварки в вакууме. Затем наклеивают матрицы тензорезисторов на рабочие поверхности блока упругих элементов и далее разрезают блок чувствительных элементов при помощи электроэррозионного способа на отдельные модули. Шаг нарезки кратен ширине упругого элемента. Причем при нарезке боковые поверхности модулей перпендикулярны продольной оси блока. Предварительно по линиям рядов с поверхности блока удаляют адгезионные слои. 2 ил.
.г
Изобретение относится к приборе- строению и может быть использовано при серийном изготовлении фольговых тензорезисторных датчиков силы с упругими элементами Hi аллелограммного типа.
Целью изобретения является обеспечение Возможности авто1«атизации процесса изготовления и повьппение npo производительности труда,
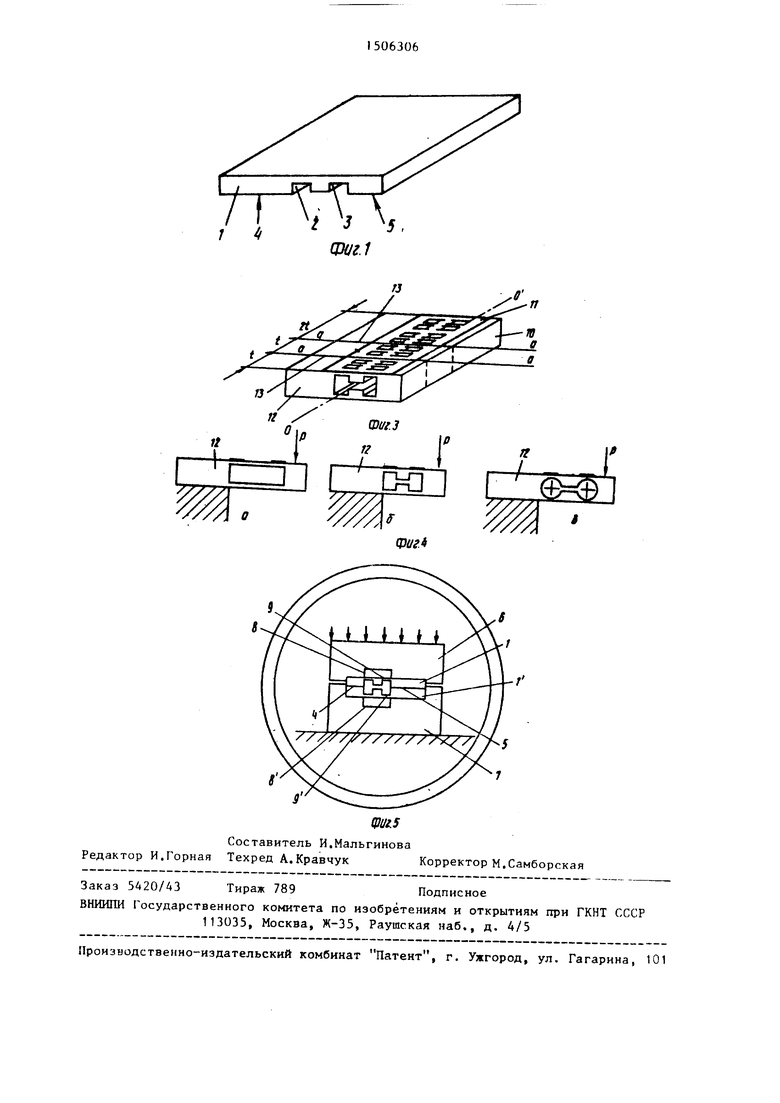
На фиг.1 показана лента прямоугольного поперечного сечения, в которой выполнены два прямоугольных паза; на фиг.2 - монолитный блок упругих эле- ментов, изготовленных путем соединения двух одинаковых лент со стороны пазов путем диффузионной сварки в вакууме; на фиг.З - монолитный блок уп- -ругих элементов с закрепленной на нем матрицей; на фиг.А - отдельные тензорезисторные датчики силы с упругими элементами параллелограммного типа и различной формы: о. - классический параллелограммный элемент в виде двух балок, расположенных параллельно в одной плоскости и жестко объединенных по концам с помощью жестких масс, б - параллело раммный упругий элемент с балками, нерабочая часть которых имеет повышенную жесткость.на изгиб, что позволяет повысить динамические характеристики датчика, и - параллелограммный упругий элемент повышенной жесткости с балка- ми, рабочая часть которых имеет переменную жесткость за счет цилиндрической формы пазов; на фиг.З - схема расположения двух лент в кондукторе при проведении диффузионной сварки в вакууме.
Способ реализуют следующим образом.
В процессе изготовления датчиков берут две одинаковые ленты 1 и 1 прямоугольного сечения, например, из стали 40X13. Вьшолняют в каждой из них по два одинаковых продольных паза 2, 3 и 2 , 3 прямоугольного поперечного сечения. Соединяют ленты 1 и 1 по плоским поверхностям А и
5со стороны пазов и укладывают их между двумя частями 6 и 7 кондуктора, каждая из которых имеет продольный
паз 8 и 8 , так, чтобы пазы верхней
6и нижней 7 частей индуктора в плане располагались над рабочими поверхностями лент 9 и 9 . Помещают кондуктор с лентами с дш фузионную печь,
где при 1° 100-1 150 С, давлении 10-12 кг/см в течение 20 мин осущесвляют сварку лент в вакууме ( 10 ) мм рт.ст., образуя из них монолитный блок 10 упругих элементов. Проводят отпуск блока 10 при температуре ЗАО-ЗЗО С, доводя его твердость до 38-40 HRC.
Далее согласно разметке осуществлют наклейку матрицы тензорезисторов 11 на одну из рабочих поверхностей блока 10 и далее с шагом, кратным ширине упругого элемента t, разрезают блок электроэрозионным способом на отдельные модули 12, боковые поверхности которых перпендикулярны продольной оси блока О - О , предварительно удалив с поверхности блока по линиям а-сс адгезионный слой 13,
Формула изобретения
Способ серийного изготовления тензорезисторных датчиков силы параллелограммного типа, заключающийся в том, что производят наклейку на рабочую поверхность блока упругих элементов матрицы тензорезисторов с шагом, равным толщине упругого элемента, затем разделяют блок на отдельные элементы, отличающийся тем, что, с целью повьшения точности изготовления датчиков путем уменьшения разброса их техноло1 ических характеристик, перед наклейкой выполняют в двух идентичных лентах прямоугольного сечения по одному продольному пазу, форма которого соответствует половине внутреннего профиля упругого элемента, соединяют лепты по плоским поверхностям со стороны пазов и укладывают их между двумя частя- ми кондуктора, каждая из которых имеет продольный паз, ширина которого равна ширине рабочей поверхности лент, а верхнюю и нижнюю части паза кондуктора в плане располагают над рабочими поверхностями лент, затем соединяют ленты в монолитный блок упругих элементов путем диффузионной сварки в вакууме, а после наклейки удаляют по линиям разде.пп с поверхности блока адгезионные слои, причем разделение блока на (тдeл,ныe модули производят путем ратречаиия элок троэрозионным методом R пноскости, перпендикулярной пр(5дол1.И(:Г1 г)гп блока.
9
| Опора рамы неуравновешенного двигателя | 1982 |
|
SU1018876A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
